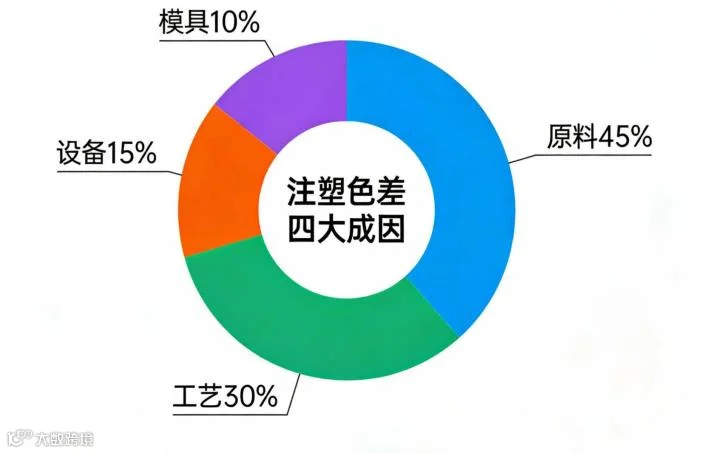
注塑色差的产生,绝非单一因素导致,而是原料、工艺、设备、模具四大环节协同作用的结果,每个环节的微小偏差,都可能引发明显色差。以下结合行业实测数据,拆解具体成因:
据行业调研,近一半的注塑色差根源是原料及色母问题,很多人往往忽略这一点,反而盲目调整工艺,得不偿失。
色母/颜料分散不均:这是最常见的原因,尤其是有机颜料,分散难度较高,若分散不充分,会导致产品表面出现色点、色纹,据测试,分散不均导致的色差,肉眼可识别概率达80%以上;
原料或色母批次不稳定:优质色母的批次色差ΔE(色差量化指标)应≤1.0(人眼无法识别),而劣质色母的批次ΔE常超过2.0,直接导致注塑产品色差超标;原料批次间的性能波动,也会间接影响颜色成型效果;
原料受潮导致降解、变色:例如PA、PET等吸湿性原料,若烘干不彻底,含水量超过0.05%,在高温成型时会发生降解,导致产品发黄、变色,色差ΔE可达到3.0以上;
塑胶与色母不相容:不同材质的塑胶(如PET、PP、ABS、PC)需搭配对应体系的色母,若不相容,会出现“分层、掉色”,同时伴随明显色差,这种情况在非专用色母使用中,发生率达35%。
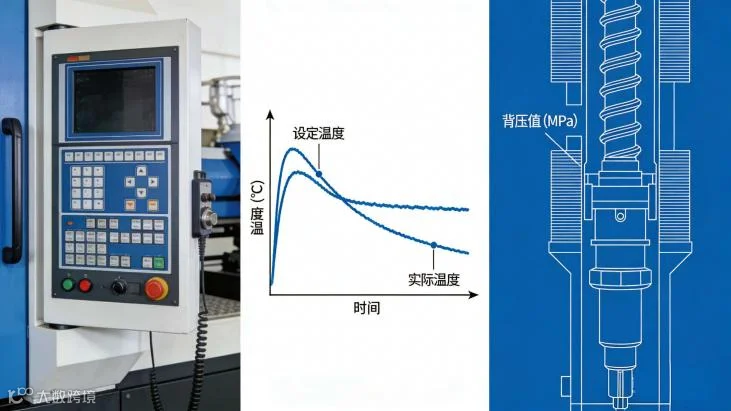
工艺参数的细微波动,会直接影响原料的熔融、混炼效果,进而引发色差,以下几个关键参数尤其需要注意:
熔融温度过高:当温度超过原料热稳定温度10℃以上,原料会发生降解、变色,例如PP原料热稳定温度约220℃,若温度升至230℃以上,降解概率达60%,产品会出现烧焦、发黄,色差ΔE≥2.5;
滞留时间过长:原料在炮筒、热流道内加热时间过长,会发生热降解,据测试,滞留时间每延长10分钟,原料降解率增加15%,色差明显加剧;
熔融温度过低:温度低于原料熔融温度5℃以上,颜料与塑胶无法充分融合,混合不均,导致产品表面颜色深浅不一,色差多表现为“局部偏浅、有白斑”;
背压不足:背压低于0.3MPa时,颜料与塑胶混炼效果差,混色不均,据实操数据,背压从0.2MPa提升至0.5MPa,混色均匀度可提升40%,色差明显改善;
注射速度过快:速度超过50mm/s时,原料通过浇口时剪切过热,易发生降解,同时可能产生困气烧焦,导致局部色差,这种情况在薄壁件生产中更常见。
换色清机不彻底:换色时若未彻底清理炮筒、螺杆,残留旧料会污染新料,据统计,换色清机不彻底导致的色差,在多色生产中发生率达50%以上;
螺杆/料筒磨损:螺杆磨损量超过0.2mm,会导致原料混炼效果差,熔融不均一,进而引发色差,这种情况在使用超过5年的老旧设备中,发生率达70%;
加热圈损坏:单个加热圈损坏,会导致炮筒局部温度偏差超过10℃,原料熔融不均,出现“局部变色”,这种隐性故障,往往需要通过温度检测才能发现。
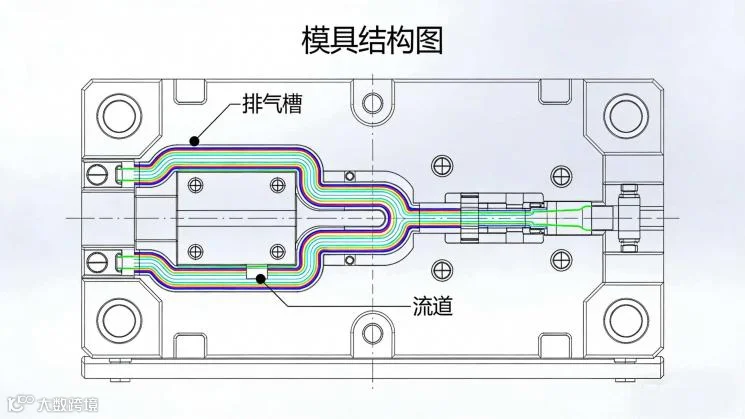
模具排气不良:排气槽宽度小于0.02mm时,易产生困气烧焦,导致产品局部发黑、发黄,色差明显;
模具生锈:模具型腔生锈,会污染产品表面,出现“锈斑状色差”,尤其是透明、浅色产品,影响更为明显;
模具设计不合理:若模具浇口位置不当、流道过窄,会导致原料流动不均,剪切力差异过大,出现颜色条纹,这种情况在复杂形状产品中更易出现。