相同的原料(PTA+EG),为何能造出三种 PET?关键在合成工艺的 “精准调控”—— 从反应条件到后处理,每一步都为终端需求量身定制。
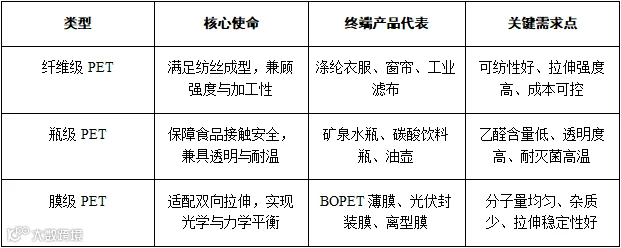
纤维级 PET 的核心目标是让熔体顺利通过喷丝板,形成连续不断的纤维,一旦出现分子量波动或杂质,就会导致 “断丝”,影响生产效率。
工艺流程全解析
酯化反应:打好基础
将高纯度 PTA(精对苯二甲酸)与 EG(乙二醇)按 1:1.15 的摩尔比混合,在 250~260℃、0.3~0.5MPa 压力下反应 2~3 小时,生成中间产物 BHET(对苯二甲酸双羟乙酯)。为加速反应,通常加入醋酸锑或钛系催化剂(钛系更环保,逐步替代锑系)。
关键控制:水分脱除率需达 95% 以上,避免影响后续缩聚。
熔融缩聚:控制分子量
将 BHET 送入缩聚釜,在 270~290℃、<100Pa 的高真空环境下反应 4~6 小时,通过脱除 EG 实现分子链增长,最终得到特性粘度 IV≈0.60~0.65 dL/g 的 PET 熔体。
核心逻辑:IV 过高会导致熔体粘度太大,喷丝困难;IV 过低则纤维强度不足,这个区间是 “可纺性与强度” 的最佳平衡点。
切粒与干燥:后续加工准备
熔体经水下切粒机切成 3×4mm 的柱状切片,再送入干燥机在 160~180℃下干燥 4 小时,将含水率降至50PPM以下(水分会导致纺丝时熔体水解断链)。
熔融纺丝:成型关键步
干燥后的切片在螺杆挤出机中 280~290℃熔融,经过滤器去除杂质后,通过喷丝板(孔径 0.1~0.3mm)挤出形成初生纤维,再经 80~100℃的热拉伸(拉伸倍数 3~5 倍)、定型,最终制成涤纶纤维。
工艺核心特点
无需固相缩聚(SSP):中等 IV 已满足纺丝需求,SSP 会增加成本,无实际必要;
添加剂适配纺丝:可添加 0.1~2% 的 TiO₂消光剂生产半消光 / 全消光纤维(避免织物反光),或加入阻燃剂制成防火纤维;
成本优先:原料纯度要求中等(金属离子含量 < 50ppm 即可),平衡性能与量产成本。
瓶级 PET 直接接触食品饮料,乙醛含量、透明度、耐热性是三大生死线 —— 乙醛超标会让饮料有异味,透明度差影响产品颜值,耐热不足无法承受巴氏灭菌(65~85℃)。
工艺流程全解析
酯化与预缩聚:高纯度起步
原料采用电子级 PTA(纯度 99.9% 以上)和聚合级 EG(纯度 99.8% 以上),减少杂质导致的乙醛生成。酯化条件与纤维级类似,但缩聚初期只将 IV 提升至 0.70~0.75 dL/g,此时乙醛含量仍高达 5~10ppm,无法满足食品要求。
固相缩聚(SSP):核心提质步骤
这是瓶级 PET 区别于其他两类的关键工艺!将预缩聚后的切片在 200~220℃、氮气保护(防氧化发黄)的流化床中处理 12~24 小时,实现 “固态下的分子链增长”:
△ IV 提升至 0.80~0.85 dL/g,力学性能和耐热性显著提高;
△ 乙醛通过氮气吹扫脱除,含量降至 < 1ppm(符合食品接触标准 GB 4806.7);
△ 结晶度从 30% 提升至 40~50%,避免注塑时结晶过快导致瓶胚发白。
注塑与吹塑:成型为瓶
经 SSP 的切片注塑成瓶胚(温度 280~290℃),再加热至 90~110℃(接近 Tg),通过高压空气吹塑(吹胀比 1:3~1:4)制成瓶子。
工艺核心特点
SSP是刚需:没有 SSP 就无法实现低乙醛和高耐热,这是瓶级 PET 的 “身份证”;
添加剂严控安全:添加微量蓝调母粒(如群青)抵消 PET 的微黄底色,提升透明度;针对户外瓶装水,可加入 0.1~0.3% 抗紫外线剂(如苯并三唑类)防止老化;
纯度要求苛刻:金属离子含量需 < 20ppm,避免催化剂残留影响食品安全性。
膜级 PET 的最终归宿是 BOPET 薄膜,而双向拉伸(MD+TD)对原料的均匀性要求极致 —— 分子量稍有波动,就会导致拉伸时厚薄不均或断裂;杂质会形成 “鱼眼”,直接报废。
工艺流程全解析
高纯度缩聚:杜绝缺陷源头
原料纯度要求最高:PTA 中灰分 < 5ppm,EG 中水分 < 0.1%,金属离子总量 < 10ppm(避免形成杂质点)。熔融缩聚在 275~285℃下进行,通过精密控制真空度和反应时间,得到 IV≈0.62~0.68 dL/g、分子量分布指数(PDI)<2.2 的 PET 熔体(PDI 越小越均匀)。
熔融挤出与铸片:奠定基础形态
熔体经多层过滤器(过滤精度 10μm)去除微小杂质后,通过 T 型模头(模唇间隙 0.5~1.5mm)挤出,紧贴在 20~30℃的冷却辊上快速冷却,形成厚度 100~300μm 的无定形厚片(冷却越快,结晶度越低,越利于拉伸)。
双向拉伸:性能核心来源
△ 纵向拉伸(MD):厚片进入 80~100℃的拉伸辊组,沿机器运行方向拉伸 3~4 倍,分子链沿 MD 方向初步取向;
△ 横向拉伸(TD):进入拉幅机,在 100~120℃下沿宽度方向拉伸 2.5~3.5 倍,分子链实现双向取向;
关键逻辑:双向取向让分子链紧密排列,使薄膜的拉伸强度、透明度、阻隔性大幅提升。
热定型与收卷:稳定尺寸
拉伸后的薄膜在 200~230℃下热定型,消除内应力,将热收缩率控制在 < 1.5%(避免后续加工变形),最后经切边、收卷得到 BOPET 薄膜。
工艺核心特点
无需 SSP:低结晶度的无定形厚片更易拉伸,SSP 会增加结晶度,反而不利于加工;
添加剂保障均匀性:添加 0.05~0.1% 的二氧化硅抗粘连剂(避免薄膜粘连)和 0.01~0.03% 的芥酸酰胺爽滑剂(提升薄膜润滑性),且添加剂粒径需 < 2μm,防止形成缺陷;
精度控制极致:模头温度波动 ±1℃,冷却辊温度波动 ±0.5℃,确保厚片均匀性。