在注塑生产中,工艺参数的精准控制与对基础原理的深刻理解,是保障产品质量稳定、提升生产效率的关键。小玖将系统梳理注塑工艺的核心理念、关键概念及常见缺陷解决思路,为一线生产人员与工艺优化工程师提供专业参考。
注塑工艺的核心理念
注塑工艺的核心目标,是通过参数调控实现熔体在型腔内的 “理想流动与固化”,最终获得内应力低、尺寸稳定的优质产品。
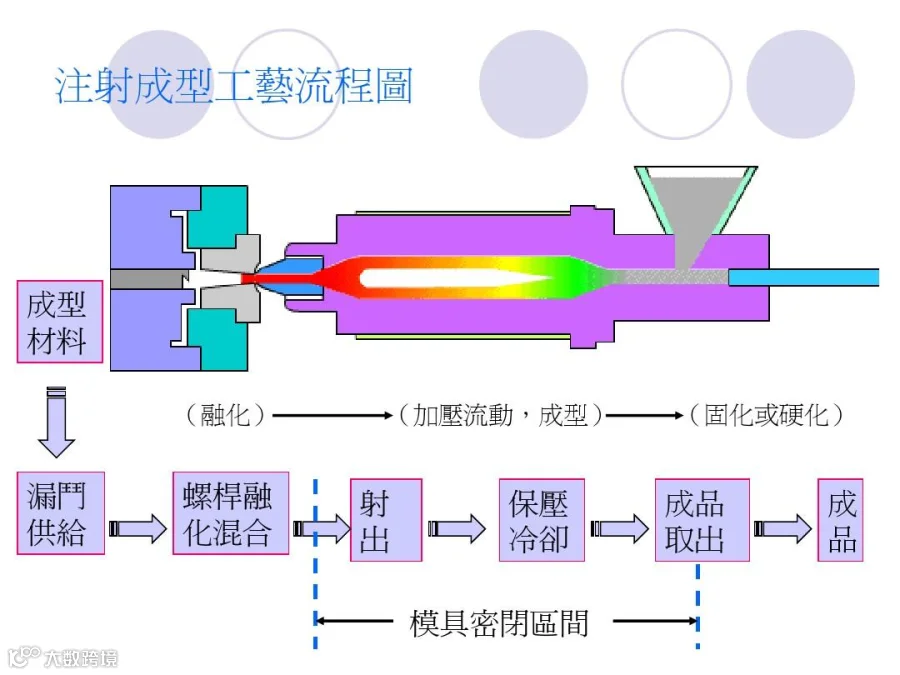
1、理想的熔体流动状态:“喷泉流”与速度均匀性
最佳的熔体流动状态呈喷泉状(Fountain Flow),其核心要求是:熔体前沿在型腔内所有位置的流动速度保持一致。
由于型腔截面会沿流动方向变化(如壁厚差异、流道转折),需通过调节螺杆前进速度(注:设定的 “注射速度” 本质是螺杆前进速度,而非熔体本身的流速)适配截面变化 —— 例如,在截面扩大处适当提升螺杆速度,避免熔体前沿因流速不均产生冷料痕或填充不足。
2、理想的压力与温度分布
压力分布:
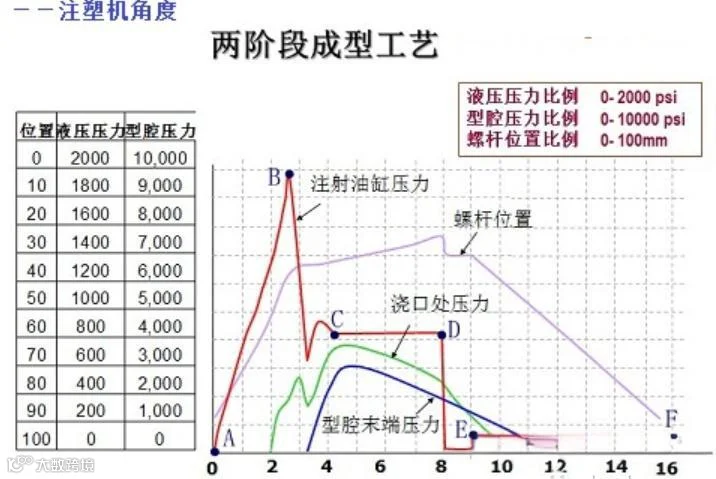
理想状态是型腔内压力处处相等,且随熔体冷却逐步平稳下降,避免局部高压导致内应力集中。
实际生产中,压力分布呈 “梯度衰减”:浇口附近压力最高,随距离浇口的距离增加逐渐降低。需注意:螺杆头部熔体与熔体前沿的压力差,是驱动熔体流动的根本动力。
温度分布:
理想状态是型腔内温度均匀,确保熔体同步固化,减少因温差导致的收缩不均。
实际生产中,需通过模温机、料筒温控系统协同调控,避免浇口处温度过高(易产生焦斑)或远离浇口处温度过低(易产生熔接痕)。
3、工艺参数设定的通用准则
基于上述理念,参数设定需遵循 “三高” 原则(在材料耐受范围内):
尽可能高的注射速度(螺杆前进速度):减少熔体在型腔内的冷却时间,避免因流动缓慢导致的填充不足或表面缺陷;
尽可能高的料筒温度:降低熔体粘度,提升流动性,确保熔体充分填充复杂型腔;
尽可能高的模具温度:减缓熔体冷却速度,优化分子取向与结晶度,减少产品内应力。
注塑工艺的关键概念解析
理解以下核心概念,是精准调控工艺参数的基础。
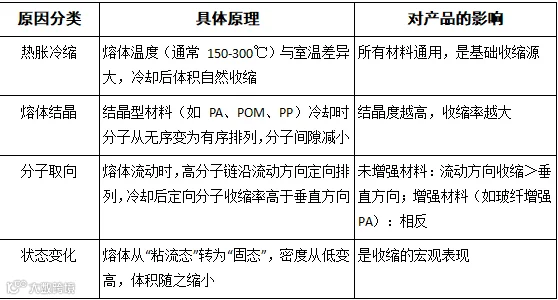
1、收缩:产品尺寸偏差的核心诱因
收缩是注塑产品从熔体固化为固体后,体积缩小的自然现象,其本质是 “物理状态与分子结构变化” 的综合结果。
(1)收缩的 4 大核心原因
(2)收缩的 3 个关键阶段
收缩贯穿注塑全过程,不同阶段的控制重点不同:
注射 - 保压阶段:熔体填充型腔后,需通过保压补充因冷却产生的收缩,此阶段收缩率约占总收缩的 30%-40%;
冷却 - 脱模前阶段:型腔中熔体持续冷却固化,收缩率约占总收缩的 50%-60%,是控制尺寸精度的关键阶段;
脱模后阶段:产品脱离型腔后,内部应力释放导致的 “二次收缩”,收缩率约占总收缩的 5%-10%,易引发变形。
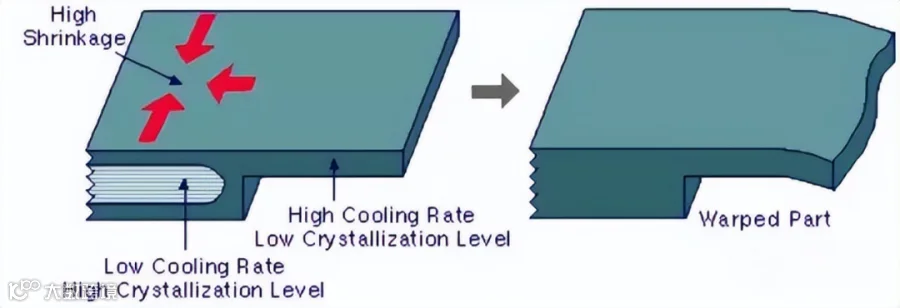
(3)变形:收缩不均的直接结果
变形的根本原因是收缩不均,具体诱因包括:
冷却不均(如模具水路堵塞导致局部温度差异);
壁厚不均(厚壁处冷却慢、收缩大,薄壁处相反);
压力分布不均(局部高压导致收缩受抑制);
分子取向差异(流动方向与垂直方向收缩差过大);
脱模受力不均(顶针力度不一致导致产品翘曲)。
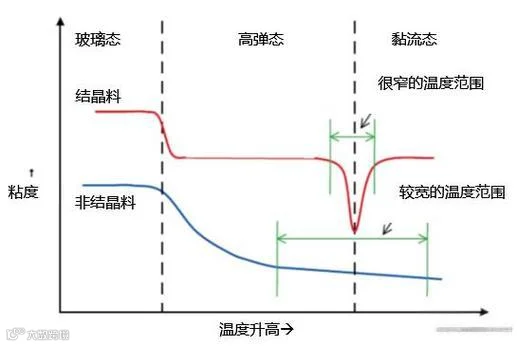
2、结晶:影响结晶型材料性能的核心因素
仅针对结晶型材料(如 PA、POM、PP、PE),非结晶型材料(如 PC、ABS)无明显结晶行为。
(1)结晶的定义
结晶是指熔体冷却时,高分子链从 “无序缠绕” 状态转变为 “有序排列” 的过程,形成规则的晶体结构。
(2)结晶的关键影响因素:冷却速度
冷却速度与结晶度呈负相关:
冷却速度快(如模温过低):分子来不及有序排列,结晶度低;
冷却速度慢(如模温过高):分子有充足时间排列,结晶度高。
(3)结晶度对产品性能的影响

示例:POM产品需较高结晶度以保证强度,而PA66产品若需兼顾韧性,需适当降低结晶度。
3、工艺参数设定的通用准则
粘度是熔体抵抗流动的能力,是判断材料流动性的核心指标 ——粘度越大,流动性越差。
(1)粘度的3大影响因素
温度:温度升高→分子运动加剧→粘度降低(流动性提升),是调控粘度最直接的方式;
剪切速度:剪切速度升高(如螺杆转速快、注射速度快)→分子链被拉伸、取向→粘度降低(多数热塑性材料符合此规律,称为 “剪切变稀”);
压力:压力升高→分子间隙减小→粘度略有升高(影响相对较小,通常在高压填充时需考虑)。
4、止回阀:保障压力与速度的“单向门”
止回阀(又称逆止阀)是注塑机料筒头部的关键部件,其核心功能是防止熔体在注射、保压阶段倒流,确保螺杆施加的压力能有效传递至熔体前沿,保障填充与保压效果。
(1)止回阀损坏的判断方法
若生产中出现以下现象,需优先检查止回阀:
保压阶段压力快速下降,无法维持;
产品重量波动大(同一型腔产品重量差异超过 2%);
填充速度突然变慢,即使提升螺杆速度也无改善;
料筒头部有熔体残留,导致下次注射出现焦斑。
5、关键工艺参数的设定与优化
(1)注射速度:平衡填充效率与表面质量
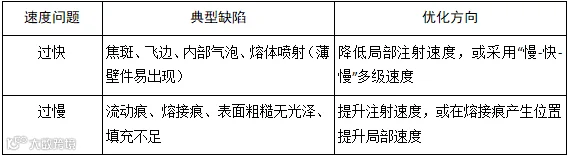
设定原则:以 “无明显缺陷” 为前提,尽可能提升速度;复杂型腔建议采用 “多级注射”,适配不同截面的流动需求。
(2)转压点:注射与保压的 “切换关键”
转压点是指熔体从 “注射填充” 阶段切换到 “保压补缩” 阶段的临界位置,通常以 “型腔填充百分比” 衡量。
常规产品:填充至 95% 时切换(零保压状态下);
薄壁产品(如扎带、电子接插件):填充至 98% 时切换(避免保压过度导致飞边);
非平衡流道产品(多型腔流道长度差异大):填充至 70%-80% 时切换,需配合 “慢 -快-慢”多级注射。
转压点异常的影响:
转压点过高(填充不足时切换):产品填充不足、熔接痕明显、凹陷、尺寸偏小;
转压点过低(过度填充后切换):飞边、脱模困难、尺寸偏大、内应力高。
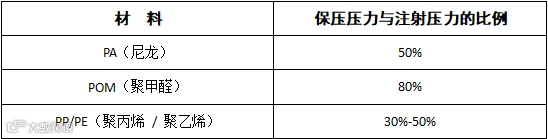
(3)保压压力:控制收缩与尺寸的 “核心参数”
保压压力的核心作用是 “补充熔体冷却收缩的体积”,其设定需遵循 “区间优化法”:
最低保压压力:在准确转压点基础上,逐步降低保压压力,直至产品刚出现 “填充不足” 时的压力(此压力为 “下限”);
最高保压压力:在准确转压点基础上,逐步提升保压压力,直至产品刚出现 “飞边” 时的压力(此压力为 “上限”);
优化保压压力:取“最低 - 最高” 区间的中间值,兼顾尺寸精度与无飞边。
常见材料保压压力参考:
(4)保压时间:以 “浇口冷凝” 为判断标准
保压时间的设定依据是浇口完全冷凝—— 只有浇口冷凝后,保压才能停止,否则熔体易倒流导致产品重量不足。
判断方法:
通过 “产品称重法” 优化,逐步延长保压时间,直至产品重量不再增加(此时浇口已冷凝);
异常影响:
保压时间过长:延长生产周期,降低效率;
保压时间过短:产品重量不足、内部空洞、尺寸偏小。
(5)螺杆转速:匹配冷却时间的 “效率参数”
螺杆转速的核心作用是 “实现高效塑化”,其设定需满足:螺杆预塑时间 + 回吸时间 + 射台回退时间<冷却时间(避免冷却完成后等待塑化,浪费周期)。
异常影响:
转速过快:塑化不均(产品出现冷料、断裂)、材料分解(焦斑、色差);
转速过慢:塑化周期长,拖慢整体生产效率。
材料转速上限参考:
PA:<1.0 m/s(螺杆线速度);
POM:<0.7 m/s;
PP/PE:<1.2 m/s。
(6)冷却时间:平衡效率与变形的 “关键”
冷却时间设定原则:在产品不变形、不粘模、无明显顶出痕的前提下,尽可能缩短。
影响因素:壁厚(厚壁件需延长冷却时间,避免脱模后变形)、模具温度(模温高则冷却时间长);
脱模温度参考:PA(60-80℃)、POM(50-70℃)、PP/PE(40-60℃)。
(7)背压:提升塑化质量的 “辅助参数”
背压是指螺杆预塑时,液压缸阻止螺杆后退的力,其大小等于螺杆前端熔体对螺杆的反作用力,主要作用是 “提升熔体均匀性”。
设定依据:由材料供应商提供,不同材料对背压敏感度不同;
常见材料背压参考:
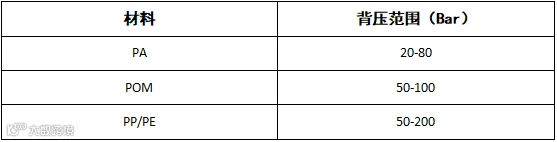
异常影响:
背压过低:塑化不均、熔体含气泡;
背压过高:螺杆负载大、塑化时间长、材料过热分解。
(8)熔体温度与模具温度:流动性与结晶的“调控核心”
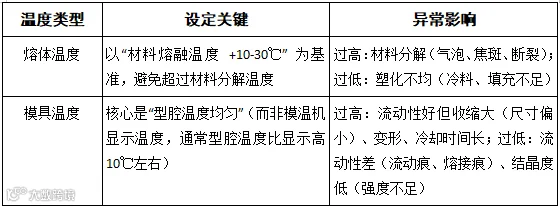
注意:大型模具生产前需 “充分预热”,尤其是薄壁、流长比大的产品(如笔记本外壳),避免局部型腔温度过低导致填充失败。
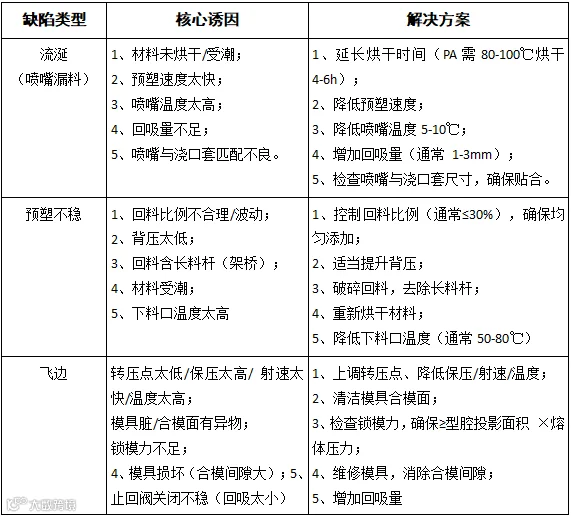
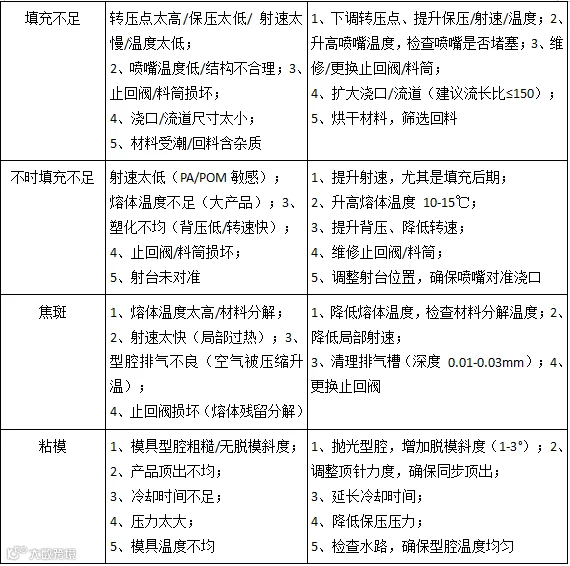
注塑常见产品缺陷及解决方案
当产品出现缺陷时,需按“材料→模具→设备→工艺”的顺序排查,以下是13类常见缺陷的核心诱因与解决思路。
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!
- END -