
“这批 12μm 光学级 BOPET 薄膜,横向厚度差达 4μm,贴合时直接起皱,客户整批退货!”
“刚产出的食品包装膜纵向忽厚忽薄,印刷套印偏差超 0.1mm,根本无法交付!”
在 BOPET 薄膜生产现场,这样的投诉屡见不鲜。作为以 “薄” 为核心优势的高性能薄膜(常规厚度 6-250μm,高端产品精度要求 ±1μm 以内),厚度均匀性是决定其能否跻身高端市场的 “生死线”—— 不仅导致原材料浪费率上升 30% 以上、生产效率下降 20%,更是制约我国 BOPET 薄膜在电子显示、高端包装等领域实现国产化替代的核心瓶颈。今天小玖从微观分子行为到宏观设备工艺,彻底拆解厚度不均的 “病根”,并给出可落地的解决路径。
微观视角:
藏在分子与熔体里的“先天隐患”
厚度不均的根源,早在薄膜成型前就已埋下 —— 原材料的微观特性与熔体的均化状态,直接决定了后续加工的 “先天基因”。
1、原材料:分子级的“质量偏差”
聚酯切片的微观指标波动,是引发厚度不均的首要诱因:
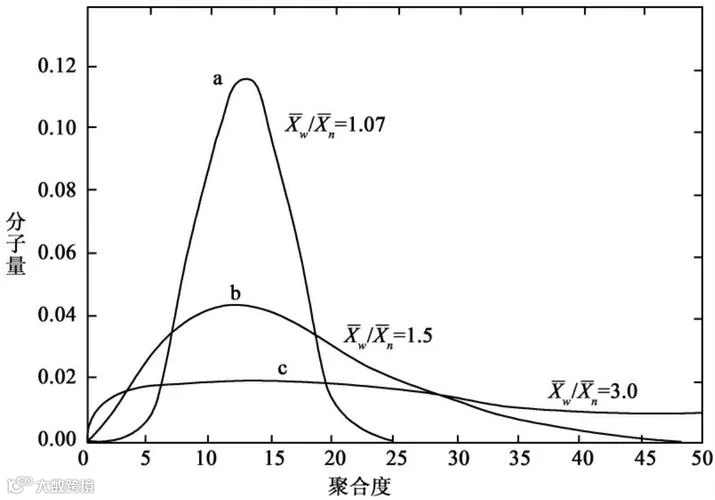
分子量分布失控:
当分子量分布宽度(MWD)>2.2 时,切片熔融后会形成 “高粘块” 与 “低粘区” 并存的不均熔体 —— 高粘区域流动慢易堆积,低粘区域流动快易变薄,直接导致膜面厚度波动;
端羧基与杂质干扰:
端羧基含量(AV 值)波动超过 2mol/t,会加速切片水解降解,产生分子量不均的降解产物;而水分(>30ppm)、低聚物(含量>1.5%)残留会形成 “气泡核”,冷却后成为局部凸起;
添加剂分散失效:
二氧化硅抗粘连剂若分散粒径>5μm 或形成团聚,会在熔体中成为 “刚性杂质点”,拉伸时因应力集中导致局部薄膜被 “拉薄” 或 “顶起”。
2、挤出机:熔体均化的“第一道关卡”
挤出机是将固体切片转化为均一熔体的核心设备,其状态直接影响熔体质量:
螺杆塑化不足:
普通全螺纹螺杆缺乏混炼元件时,切片易出现 “塑化死角”,未完全熔融的切片颗粒进入流道后,会形成 “疙瘩状” 凸起;螺杆磨损量超过 0.5mm 时,螺槽容积变化导致送料量波动,引发纵向厚度漂移;
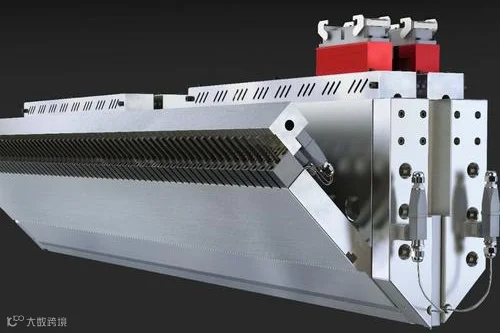
模唇流场畸变:
熔体流经模头时,若模唇流道存在 0.1mm 的几何偏差(如局部磨损、杂质黏附),会导致 “模唇膨胀效应” 差异 —— 膨胀率相差 1%,在 10μm 厚的薄膜上就会产生 0.1μm 的厚度偏差,这一差异在高端电子膜中已属致命缺陷。
3. 铸片冷却:微观结构的“隐形烙印”
铸片是 BOPET 薄膜的 “半成品”,其微观结构均匀性直接影响拉伸后的最终厚度:
冷辊温度不均的连锁反应:
冷辊表面温度差>0.5℃时,熔体在辊面不同区域的结晶速率会相差 30% 以上 —— 低温区结晶快形成 “致密晶区”,拉伸时难变形易保留厚度;高温区结晶慢形成 “疏松晶区”,拉伸时易被拉薄,最终形成肉眼不可见的 “微观厚度阶梯”;
结晶形态差异的后续影响:
局部冷却过快形成的 “小球晶” 与冷却过慢形成的 “大球晶”,在拉伸时的取向度差异会导致变形不均,进而放大为宏观厚度偏差。
宏观视角:
设备与环境的“后天推手”
如果说微观因素是 “先天隐患”,那么宏观的设备精度、工艺参数与环境条件,就是将隐患放大为显性缺陷的 “后天推手”。
1、模头:决定横向均匀性的“核心武器”
模头的设计精度与调节能力,直接控制着薄膜的横向厚度轮廓:
热螺栓的“毫米级误差”:
模唇调节用热膨胀螺栓若机械精度<0.01mm,或热膨胀系数偏差>5×10⁻⁶/℃,单个螺栓的微小动作偏差(0.05mm)会在 3 米宽的膜面上放大为 0.5μm 的厚度差;螺栓响应延迟超过 100ms,会导致厚度调节 “滞后”,形成周期性条纹;
流道设计的“先天缺陷”:
传统衣架式模头若存在流道死角(容积>0.5cm³)或流阻差>5%,会导致熔体在模头内分配不均 —— 靠近进料口区域熔体压力高、流量大,膜面易偏厚;边缘区域压力低、流量小,易偏薄。
2、拉伸工艺:分子取向的“平衡艺术”

MD(纵向)与 TD(横向)拉伸的协同性,是保障整体厚度均一的关键:
温度场的“±1℃影响”:
拉伸区温度波动超过 ±1℃时,树脂分子链的流动性会产生显著差异 —— 高温区分子易取向、薄膜易拉薄,低温区分子刚性大、拉伸变形小,形成纵向或横向的厚度波动;
设备协同的“连锁反应”:
导辊平行度偏差>0.02mm/m 时,薄膜两侧张力差会超过 5N/m,拉伸时一侧被过度拉伸变薄,另一侧保留原厚度;拉伸比波动超过 0.1,会导致分子链取向度差异,进而引发厚度偏差;
边缘控制的“细节盲区”:
薄膜边缘若未设置专用的边缘拉伸补偿(如边缘增厚、张力微调),易因拉伸时的 “边缘效应” 导致两侧偏薄,形成 “中间厚、两边薄” 的楔形缺陷。
3、环境与测控:易被忽视的“隐形变量”
生产环境与检测系统的缺陷,会让厚度不均问题 “雪上加霜”:
环境干扰的“连锁影响”:
车间穿堂风风速>0.5m/s 时,会导致冷辊表面局部降温(温差可达 1℃);环境湿度波动超过 10%,会影响薄膜静电吸附状态,导致拉伸时跑偏引发厚度偏差;
检测滞后的“调节失效”:
在线测厚仪若安装位置距模头超过 5 米,厚度偏差反馈会滞后 2-3 秒,此时调节模头已错过最佳时机;测厚仪分辨率<0.1% 或扫描频率<100Hz,会遗漏微小的厚度波动(<0.5μm),导致 “隐性缺陷” 流入下游。
全链条解决方案:
从“被动补救”到“主动防控”
解决 BOPET 薄膜厚度不均问题,需建立 “原料预处理 - 熔体均化 - 工艺精准 - 智能测控” 的全流程管控体系,实现从 “事后调整” 到 “事前预防” 的转变。
1、原料与熔体:筑牢 “均质化基础”
原料筛选与预处理升级:
优选分子量分布宽度(MWD)≤2.0、端羧基含量(AV 值)波动≤1mol/t 的聚酯切片,每批次进行分子量、水分、低聚物含量检测,建立供应商质量档案;
采用 “预结晶(160-170℃,2-3h)+ 真空干燥(170-180℃,4-6h,真空度≤1kPa)” 二级处理工艺,将切片水分严格控制在<20ppm,避免水解降解;
添加剂采用 “母粒预分散 + 在线剪切” 工艺,通过 300 目熔体过滤器去除团聚颗粒与杂质,确保分散粒径<3μm。
挤出与模头优化:
选用带屏障型螺杆 + 捏合块混炼元件的挤出机,螺杆长径比≥30:1,确保熔体塑化度>98%,熔体温度波动≤±0.5℃;
采用带 24-36 组精密热螺栓的衣架式模头,热螺栓控温精度 ±0.1℃、响应速度<50ms,每季度进行流道抛光与模唇开度标定,确保流阻差<3%。
2、铸片与拉伸:把控“成型关键期”
铸片冷却“极致均一”:
采用 4-6 室分区冷辊,配备精密流量控制阀与铂电阻温度传感器(精度 0.1℃),通过 PID 闭环控制确保辊面温度差≤0.3℃;
安装冷辊表面温度在线监测系统,实时反馈温度分布曲线,自动调节各分区冷却水流量,避免局部过热或过冷。
拉伸工艺“协同精准”:
拉伸区采用 6-8 区精细控温,每个加热区配备独立 PID 控制器,温度波动控制在 ±0.5℃以内,通过红外测温仪实时监控膜面温度;
采用伺服电机驱动的分辊控制系统,导辊平行度校准至≤0.01mm/m,张力波动控制在 ±2N/m,通过张力传感器实现闭环调节;
针对宽幅薄膜(>3m),设置边缘增厚装置与独立张力补偿系统,边缘厚度偏差控制在 ±0.3μm,解决 “边缘效应” 问题。
3、智能测控:构建“闭环防控网”
检测系统 “精准无死角”:
选用高能 X 射线在线测厚仪,扫描频率≥200Hz、分辨率≥0.05%、测量精度 ±0.1μm,安装位置距模头出口 1-2 米,实现厚度偏差实时捕捉;
引入多探头阵列式测厚系统(每米膜宽 1 个探头),生成二维厚度分布图,精准定位缺陷位置与成因,支持数据追溯分析。

控制系统“智能响应”:
采用模型预测控制(MPC)算法,结合近 3 个月生产数据建立厚度偏差预测模型,提前 500ms 预判偏差趋势,避免 “滞后调节”;
实现测厚数据与模头热螺栓的毫秒级联动(响应时间<30ms),自动调节模唇开度,形成 “检测 - 分析 - 决策 - 执行” 全闭环控制,厚度合格率提升至 99% 以上。
4、设备与环境:消除“隐性干扰”
设备升级与维护:
投资带压电陶瓷驱动的高速响应模头,调节精度可达 0.01mm,适应快速厚度波动;建立设备 TPM 管理体系,每周检测导辊平行度,每月标定模头螺栓,每季度检修挤出机螺杆;
加强设备基础减震,采用隔振垫减少地面振动对导辊运行的影响,振动幅度控制在<0.01mm。
环境精细化管控:
生产车间采用恒温恒湿系统,温度控制在 23±2℃,相对湿度 50%±5%,安装防风屏障避免穿堂风,风速控制在<0.3m/s;
薄膜收卷区配备静电消除装置,确保薄膜表面静电电压<500V,避免静电导致的拉伸跑偏。
实战诊断:
不同缺陷的“靶向解决”
在实际生产中,可根据厚度不均的表现形式快速定位根源,针对性解决:
横向条纹(周期 5-10cm):
多为模头热螺栓响应延迟或流道局部堵塞,需校准螺栓精度、清理流道杂质,必要时更换磨损螺栓;
纵向连续波动(周期 1-3m):
大概率是挤出机送料不均或螺杆磨损,应检查喂料系统稳定性,测量螺杆间隙,超标时及时修复或更换;
局部凸起(直径<1cm):
多为原料杂质或添加剂团聚,需加强原料筛选与熔体过滤,检查分散工艺参数;
边缘偏薄(宽度 5-10cm):
主要是拉伸边缘张力不足,应调整边缘补偿装置,增大边缘拉伸比或张力。
结语
BOPET 薄膜的厚度均匀性,是微观分子运动与宏观设备工艺深度耦合的结果 —— 原材料品质是 “基础”,挤出铸片是 “关键”,拉伸测控是 “保障”。想要突破高端 BOPET 薄膜的厚度精度瓶颈,绝不能依赖 “头痛医头” 的被动调整,而需建立全流程的系统思维,从切片入厂到成品出库的每个环节都做到 “精准可控”。
唯有如此,才能生产出满足高端应用需求的 BOPET 薄膜,加速国产化替代进程。
你在生产中遇到过哪些特殊的厚度不均问题?是如何解决的?欢迎在留言区分享你的实战经验,与行业同仁共同进步!
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!