
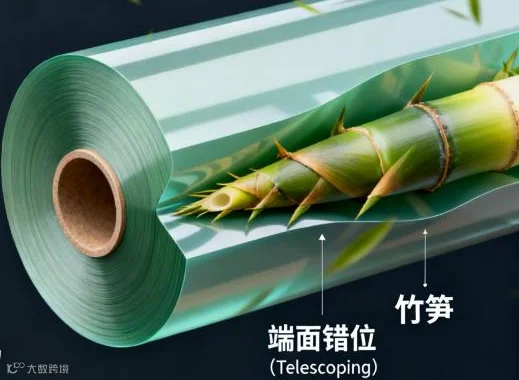
导语:凌晨两点的电话里,老吴的声音带着哭腔:“这批PET膜刚下线时整整齐齐,仓库放了一夜全成‘竹笋卷’了——中间鼓得老高,端面全错位,客户都要终止合作了!” 其实这不是个例,多少薄膜厂砸几千万买进口挤出机,把生产环节做到极致,却栽在收卷这个“收尾”环节上。
做薄膜的都懂一个理:挤出拉伸是“塑形”,收卷是“定形”。哪怕前道工序精度达0.01mm,收卷出问题照样废品堆成山。今天小玖不讲理论和公式,用薄膜人听得懂的话,把收卷的核心逻辑、选型技巧和避坑要点讲透——毕竟少出一卷废品,可能就是几万块的利润。

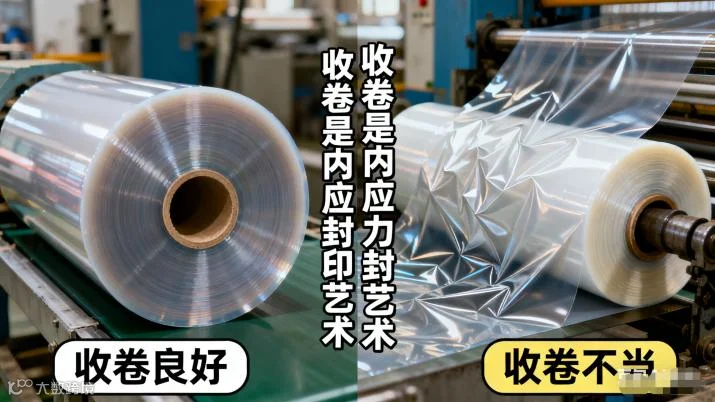
收卷不是“卷起来”
是“封印内应力”
很多老板觉得收卷就是“把膜缠在纸管上”,这是致命误区。刚生产的薄膜有三个特性:有残余温度(通常40-60℃)、具备弹性形变能力、存在分子取向应力,收卷本质是通过精准控制张力和压力,将这些不稳定因素“封印”在膜卷内。
一旦控制不当,问题会集中爆发:
卷太松:膜层间进空气,运输颠簸后“塌卷”“跑偏”,甚至膜面被摩擦划伤;
卷太紧:空气被完全挤出,膜层间分子紧密粘连(行业称“Blocking”),后续使用时根本揭不开,严重时会把3英寸纸管压瘪;
张力不均:出现老张遇到的“竹笋卷”(端面错位/Telescoping),或局部起皱、厚薄不均。
更关键的是,现在“高质量发展”“绿色制造”是硬要求,一卷几千米的膜报废,不仅亏材料成本,更要承担资源浪费、碳排放超标的隐性成本。收卷,早不是“收尾工序”,而是决定产品合格率的核心环节。
三大收卷技术:
你的膜该配哪种“兵器”?
市面上收卷技术万变不离其宗,核心分三大类。选对了事半功倍,选错了废品率翻倍——对照下表,先看自己的膜属于哪类。
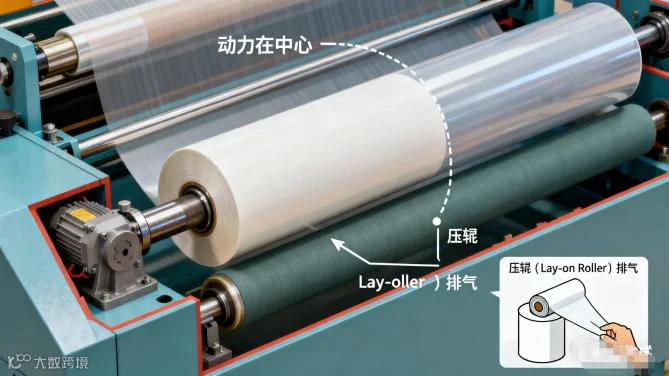
1、中心收卷(Center Winding)—— 娇嫩薄膜的“温柔守护者”
原理:动力直接作用于卷芯轴,像家里卷卫生纸那样,通过轴的转动带动膜卷缠绕。随着膜卷直径增大,电机需实时调整:扭矩增大(更“用力”)、转速降低(避免膜被拉断)。
核心优劣势
✅ 优点:
对膜面“零暴力”——膜面仅受张力作用,无额外压力,能最大程度保护薄膜特性。
❌ 缺点:
易进气:仅靠张力贴合,膜层间易裹入空气,大卷径时更明显;
卷径受限:膜卷直径越大,轴的力臂越长,电机负荷呈指数级增加,通常最大卷径不超过800mm;
张力控制要求高:需精准匹配卷径变化,否则易出现张力波动。
适配场景
超薄/易拉伸薄膜:厚度<12μm的BOPET、BOPA(尼龙膜)、拉伸缠绕膜;
表面敏感薄膜:带压敏胶的保护膜(压太狠会溢胶)、镀铝膜(避免划伤镀层);
小卷径需求:分切后的窄幅膜(如宽度<50mm的包装膜)。
避坑关键
必须配套接触式压辊(Lay-on Roller)!这个“小配件”是防进气的关键——像手机贴膜时用刮板赶气泡一样,压辊轻轻贴合膜卷表面,既能排出空气,又能防止跑偏。压辊压力需随卷径增大而减小(初始0.3-0.5MPa,卷径最大时降至0.1-0.2MPa)。
2、表面收卷(Surface Winding)—— 厚膜大卷的“硬核担当”
原理:靠一个表面粗糙的巨型驱动辊(直径通常1-1.5m)转动,通过摩擦力带动膜卷同步旋转。无论膜卷直径从200mm涨到1500mm,驱动辊的转速和力矩都不用大幅调整。

核心优劣势
✅ 优点:
卷取紧实度拉满:驱动辊的压力直接作用于膜卷表面,空气排出彻底,卷后膜卷硬度极高(硬度值>85肖氏D),长途运输也不会变形;
卷径无限制:理论上可卷至2m以上大卷,特别适合造纸、无纺布等“一次成型大卷”场景;
运维成本低:控制逻辑简单,无需复杂的张力随动系统,电机负荷稳定,省电且故障率低。
❌ 缺点:
“摩擦驱动”是把双刃剑——膜面与驱动辊直接接触,易造成表面划伤;且张力不可独立调节,弹性大的薄膜会被过度拉伸(如PE膜拉伸率可能超5%)。
适配场景
厚膜/刚性材料:厚度>50μm的农用地膜、土工膜、厚PE防水膜;
表面耐摩擦材料:无纺布、牛皮纸、普通包装用CPP膜;
大卷径直供需求:无需复卷,直接整卷发给下游印刷厂、制袋厂的场景。
避坑关键
驱动辊表面需根据膜材选择:普通膜用橡胶辊(摩擦系数0.6-0.8),易粘膜用特氟龙涂层辊(摩擦系数0.3-0.5);且需定期清理辊面异物(如胶渍、杂质),避免压伤膜面。
3、中心-表面复合收卷(Hybrid Winding)—— 高端膜的“全能王者”
原理:前两种收卷的“混血升级款”,既有中心轴的主动驱动,又有表面压辊的辅助驱动。简单说就是“内拉外推”——中心轴控制卷取速度,表面压辊控制入卷张力和膜卷紧实度,两套系统独立调节。

核心优劣势
✅ 优点:
张力控制天花板:可实现“张力-压力”双闭环控制,甚至能设定“内紧外松”的硬度曲线(卷芯处张力10kg,卷径最大时降至5kg),彻底解决内应力不均问题;
适配性无短板:既能卷滑溜的BOPP(聚丙烯膜),又能卷粘腻的保护膜,还能满足500m/min以上的高速生产线需求;
大卷径+高质量兼顾:卷径可达1200mm,且膜卷端面平整度误差<0.1mm(普通收卷仅能做到0.3mm)。
❌ 缺点:
成本高——设备价格是普通中心收卷的2-3倍,且需要专业工程师调试参数(如张力锥度、压力随动曲线),维护成本也更高。
适配场景
高速生产线:BOPP、BOPET高速分切机(速度>500m/min);
高端功能膜:锂电池隔膜、光伏背板膜、高端光学基膜;
高附加值产品:医用包装膜、食品级蒸煮膜(对平整度要求极高)。
避坑关键
新设备调试时,需先做“张力-卷径”测试:每增加100mm卷径,记录张力变化值,确保衰减曲线呈线性(刚性膜)或双曲线(柔性膜),避免突变。
间隙收卷(Gap Winding)
—— 光学膜的“贵族礼仪”
严格来说是中心收卷的“高端变体”,但必须单独讲——因为做光学膜(如手机屏用偏光片基膜)的朋友,全靠它保合格率。
核心特点:
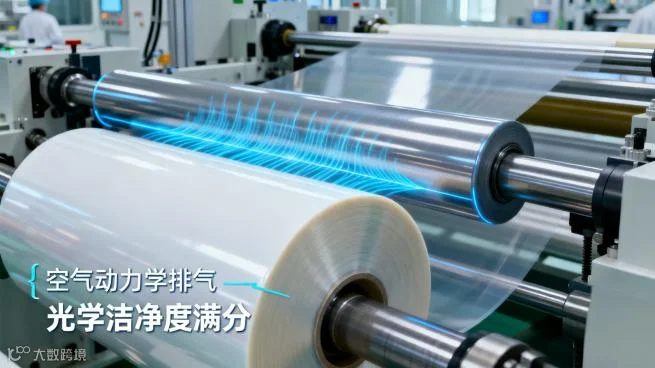
压辊不接触膜卷表面,始终保持0.5-2mm的微小间隙(相当于两张A4纸厚度)。靠什么排气?通过压辊内部的气流通道,形成“气垫效应”——气流从间隙中溢出时,刚好将膜层间的空气带走。
核心优劣势
✅ 优点:
绝对无接触,避免任何划伤、压痕,光学洁净度达Class 100级(百级洁净室标准);
❌ 缺点:
控制精度要求“变态级”——间隙误差超过0.1mm就会进气,张力波动±0.5kg就会跑偏,必须配套德国Kampf、日本片冈等顶级设备,且车间需恒温恒湿(温度±1℃,湿度±3%)。
适配场景
仅用于高端光学膜、显示屏用PET基膜、半导体封装膜等“按厘米卖”的高附加值产品。
三大收卷技术:
你的膜该配哪种“兵器”?
回到开头的案例:老吴的PE膜出现“端面错位”,核心原因是张力锥度(Taper Tension)设置错误,导致“内松外紧”。
1、病根剖析
卷芯处张力太小(仅3kg),膜层贴合松散;卷到外层时张力突然涨到8kg,外层的巨大压力向内挤压,松散的内层无处受力,只能向两端“挤出”,形成“竹笋状”。
2、实操解决方案
第一步:校准张力传感器
老吴后来查出,张力传感器漂移了——显示10kg,实际只有5kg。每半年必须校准一次:用标准砝码挂在传感器上,对比显示值与实际值,误差超过5%就需调试(可联系设备厂家上门校准)。
第二步:设定正确的张力锥度
遵循“内紧外松”原则,卷径越大,张力越要平稳衰减:
刚性膜(如PET、BOPP):线性衰减15%-30%(例:卷芯张力10kg,卷径最大时降至7-8.5kg);
柔性膜(如PE、PVC):双曲线衰减(前期慢减,后期快减,例:卷芯10kg→卷径500mm时9kg→卷径1000mm时6kg);
薄型膜(<20μm):衰减幅度减半(避免张力过小导致塌卷)。
第三步:匹配压辊压力曲线
压辊压力需与张力同步衰减:
中心收卷:初始压力0.4MPa→卷径最大时0.1MPa;
复合收卷:压力与张力的比例保持1:2(例:张力5kg时,压力2.5MPa)。
3、其他常见问题急救方案
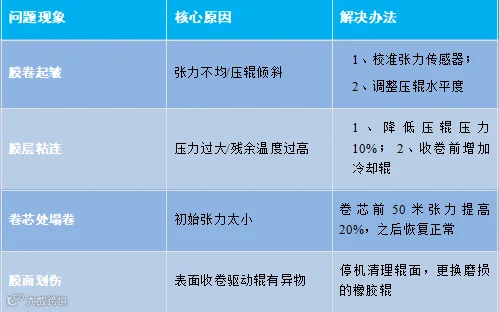
总结
选型不“一刀切”:PE膜和PET膜的弹性模量差5倍以上,绝不能用一套参数!建议按“产品附加值”分档:普通膜用中心收卷,厚膜大卷用表面收卷,高端膜咬牙上复合收卷——这不是成本,是“合格入场券”。
设备要“看未来”:如果计划进军新能源、光学膜领域,哪怕现在产能小,也要预留复合收卷的安装空间,后期升级比新买设备省40%成本。
日常“摸卷查病”:每天下线后摸3个膜卷:① 端面是否平整(误差>0.2mm需调张力);② 硬度是否均匀(两端硬中间软是压力不均);③ 膜面是否有粘手(粘连前兆,需降压力)。
最后说句实在话:薄膜行业的利润,都藏在“细节”里。收卷看似是“最后一步”,实则是“定乾坤的一步”。现在就去车间查一下你的张力曲线和传感器——少出一卷废品,这篇指南的价值就翻了百倍。
如果觉得有用的话,转发给车间主任和设备主管吧!
- END -
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!