

在光学膜涂布生产中,良率直接决定企业的盈利空间与市场竞争力,而晶点、条纹、缩孔、鱼眼这四大缺陷,正是制约良率提升的“拦路虎”——据相关资料查询,这四类缺陷合计占涂布工序不良品的70%以上,部分中小厂商因管控不当,良率甚至不足60%,严重影响产能释放与产品竞争力。
光学膜作为显示面板、光伏组件、车载光学等领域的核心耗材,对表面平整度、光学均匀性的要求近乎苛刻,哪怕是微米级的微小缺陷,都可能导致产品报废。今天,小玖就全面拆解这四大高频缺陷的“真面目”,从定义、成因到排查对策,一次性讲透,帮你精准破局、提升良率。
晶点:藏在膜层里的
“微小亮点”,隐形杀手最易被忽视
1、定义与表现
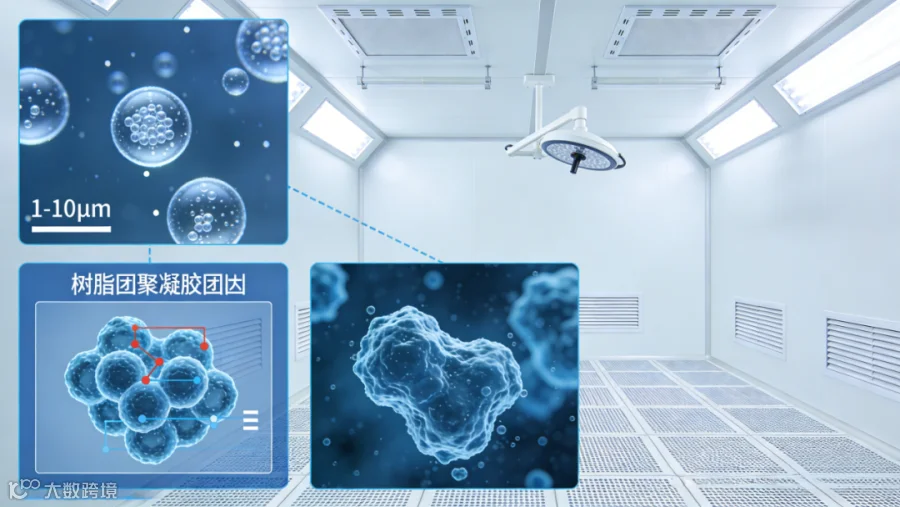
晶点是光学膜表面或内部出现的、透明且折射率与基材不一致的微小颗粒或亮点,直径通常在1-10μm之间,肉眼不易察觉,但在光学检测下清晰可见。这类缺陷虽不影响膜层力学性能,却会严重散射光线,导致光学透过率下降、雾度升高,尤其在高端显示膜、光学滤光片中,哪怕单个晶点都可能判定为不良品。
2、核心成因
晶点的本质,是局部高分子链的聚集态结构或交联度异常,形成了与周围本体折射率不一致的微小区域。结合行业相关数据,不同成因导致的晶点占比差异显著:树脂团聚占比45%、残留引发剂占比20%、外部杂质熔融占比25%、高剪切析出占比10%,具体拆解如下:
树脂团聚:这是最主要的成因。树脂在储存或输送过程中,受温度、湿度影响,部分预聚体发生缓慢自聚,形成微凝胶团——这类凝胶团粒径通常在5-8μm,在涂液中无法被溶剂溶解,涂布后会在膜层表面形成微小凸起,也就是我们看到的晶点。尤其在夏季高温环境下,树脂团聚发生率会提升30%以上。
残留引发剂:涂液体系中残留的高活性引发剂,若储存时避光不足、或涂布环境温度偏高(超过28℃),会提前引发局部聚合,形成高交联密度的小聚团。这类晶点透明度更高,更难通过肉眼检测,往往在成品检测阶段才被发现,造成不必要的损耗。
外部杂质熔融:光学膜涂布对环境洁净度要求极高,若车间洁净度未达到百级标准,环境中的微小粉尘(粒径1-3μm)极易落入涂液。这类粉尘与涂层不相容,最终形成类似“玻璃珠”的透明晶点,这类缺陷在洁净度不达标的车间中,发生率可高达60%。
高剪切析出:在狭缝涂布模头内部,极高的剪切力(通常超过1000s⁻¹)会导致某些高分子添加剂发生微观相分离,重新凝聚成透明颗粒。这类晶点多呈规则分布,与模头结构、涂液粘度密切相关,当涂液粘度波动超过±5%时,发生率会显著上升。


条纹:沿机械方向的
“纵向印记”,影响光学均匀性的重灾区
1、定义与表现
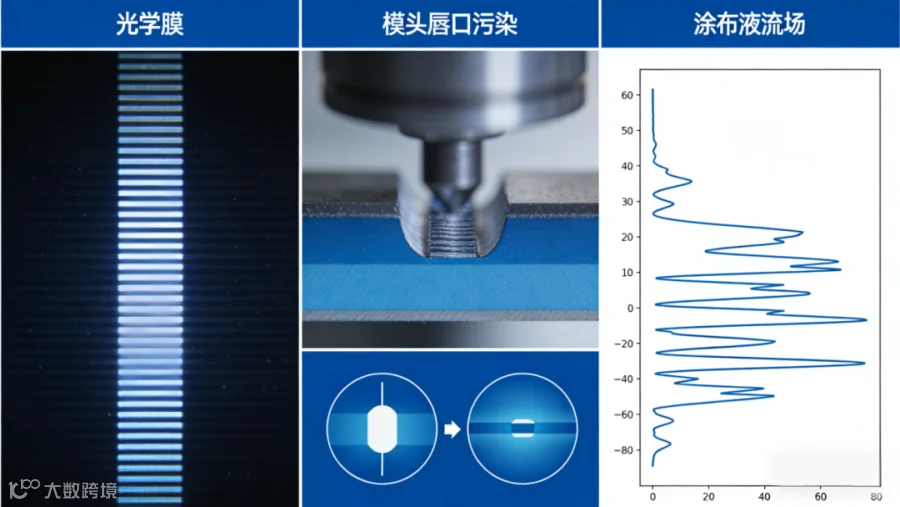
条纹是沿涂布机械方向(MD)出现的纵向条状不均匀性,主要分为两种:厚度条纹(膜层厚度波动超过±3%)和光学密度条纹(透过率波动超过±2%)。这类缺陷肉眼可见,会导致光学膜的光学性能不均,在显示应用中出现“明暗条纹”,在光伏膜中则会影响光吸收效率。
据统计,条纹缺陷导致的不良品占比约22%,其中模头相关问题引发的条纹占比高达70%,是生产中最易反复出现的缺陷之一。
2、核心成因拆解
条纹的核心问题,在于涂布间隙内的流体扰流,或干燥过程中的不均匀收缩——看似简单的条状印记,背后往往是多个环节的协同问题,具体可分为三类:
模头唇口污染与损伤:模头唇口是涂液成型的关键部位,若唇口残留干结的涂布液、或附着微小异物(如纤维、粉尘),会破坏涂液的表面张力平衡,导致涂液离开模头时形成纵向筋条;而唇口的细微划伤(哪怕深度仅0.5μm),会直接在膜层上留下固定的流痕,这类条纹通常呈连续分布,难以通过后续工序修复。某企业实测显示,模头唇口清洁不彻底时,条纹缺陷发生率会从5%飙升至35%。
涂布液流异常:当涂液的低剪切粘度不足(低于500mPa·s)时,边缘效应会导致溶剂挥发过快,形成表面张力梯度差,进而引发流体对流,最终产生条纹。此外,涂液的固含量波动超过±2%,也会导致液流稳定性下降,出现不规则条纹——这类条纹多呈不规则分布,且随涂液配方波动而变化。
基材厚度公差与背压波动:基材在横向(TD)上的厚度不均(公差超过±2μm),会导致涂布间隙随之波动,直接表现为涂布量的条纹差异;而供液泵的脉动(压力波动超过±0.1MPa),会导致MD方向出现规则性的浓淡条纹,这类条纹间隔均匀,与泵的运行频率高度相关。


缩孔:膜层表面的
“碗状凹陷”,最致命的不可逆缺陷
1、定义与表现
缩孔是涂层表面形成的圆形、碗状凹陷,通常中心较薄、边缘隆起,直径在5-50μm之间,是光学膜涂布中最致命的缺陷之一——一旦出现缩孔,膜层的表面平整度被彻底破坏,无法通过后续修复工序改善,只能直接报废,据行业数据显示,缩孔缺陷导致的报废率可达不良品总数的30%。
2、核心成因
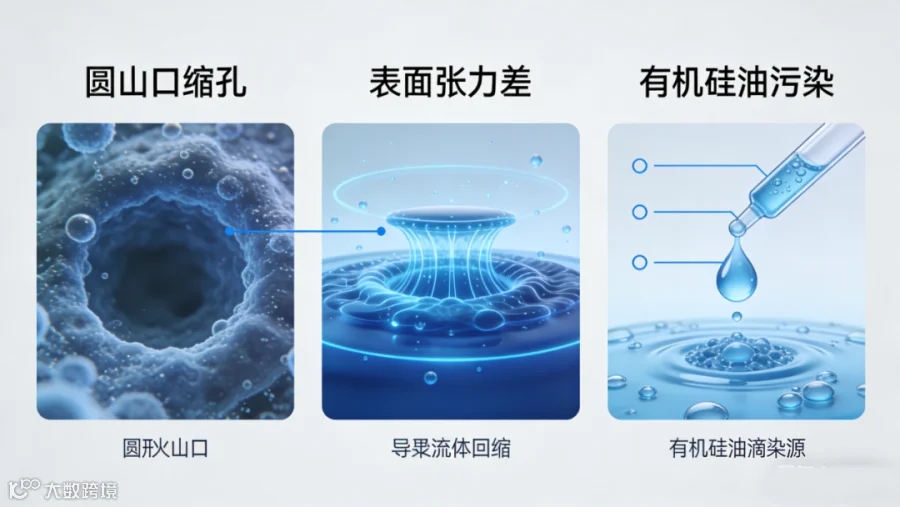
缩孔的物理本质,是表面张力梯度驱动的流体流动效应:高表面张力区域的流体,会向低表面张力区域拉扯,导致低表面张力点被“抽空”,最终形成凹陷。而低表面张力点的产生,主要源于三类污染或不相容问题:
低表面能颗粒污染:环境中的硅油雾、未完全固化的有机硅蒸气、压缩空气中的油滴,是导致缩孔的主要元凶。这些物质的表面张力远低于涂液(通常低于25mN/m,而涂液表面张力多在30-40mN/m),一旦落在湿膜表面,该点的表面张力会急剧降低,周围的涂布液会迅速向四周逃离,形成类似“火山口”的缩孔。数据显示,车间内有机硅挥发物浓度超过0.1mg/m³时,缩孔发生率会超过40%。
消泡剂不相容:涂布液中添加的消泡剂,若未完全乳化、或添加过量,会作为低表面能的“核”,在涂膜干燥过程中引发缩孔。尤其是聚醚改性有机硅消泡剂,当添加量超过0.3%时,极易达到临界点,诱发大量缩孔——这类缩孔多呈密集分布,直径较小(5-10μm),对膜层光学性能的破坏极大。
基材背面污染转移:收卷时,若基材背面残留离型剂、低分子物或油污,在放卷过程中,这些污染物会转移到涂布面的导辊上,再反粘到湿膜表面,形成局部低表面张力点,最终产生缩孔。这类缩孔多呈无规分布,且与基材收卷质量直接相关。


鱼眼:膜层上的
“透镜状突起”,易被误判却影响严重
1、定义与表现
鱼眼是肉眼可见的、具有明显边界和一定高度(通常超过1μm)的透镜状或椭圆状缺陷,有时中心带有拖尾,直径多在10-30μm之间。这类缺陷常被误判为晶点,但与晶点不同的是,鱼眼多为凸起状,且边界更清晰,会严重影响膜层的表面平整度和光学一致性,在车载光学膜、高端触控膜中,是重点管控的缺陷类型。

2、核心成因
鱼眼的本质,是固体形态或高粘弹性体嵌入涂层后形成的突起,主要源于配液、分散、环境管控三个环节的疏漏,具体成因如下:
聚合物未完全溶解:这是最常见的成因。在配液过程中,若投料过快、搅拌剪切力不足(低于500r/min)、或配液温度过低(低于40℃),高分子树脂会先溶胀,表面形成一层凝胶膜,包裹内部的干粉,形成“外湿内干”的透明胶团。这类胶团在涂布过程中被拉伸成椭圆形,最终形成鱼眼——某企业测试显示,配液搅拌时间不足30分钟时,鱼眼缺陷发生率会高达50%。
消光粉/微粒料团聚:若配方中含有二氧化硅、导电粒子等微粒料,分散工艺不佳(如未使用高速分散机、未添加分散剂),会导致微粒料形成次级团聚体(粒径超过10μm),这些团聚粒子在涂布后无法被涂液浸润,会在膜层表面形成凸起的鱼眼。尤其当微粒料添加量超过5%时,团聚风险会显著上升。
静电吸附异物:光学膜基材(如PET、PI)在生产、运输过程中易带静电,静电电压可高达数千伏,极易吸附环境中的纤维毛屑、操作人员的皮屑等异物。这些异物被涂层包裹后,由于热膨胀系数与涂层不一致、或浸润不良,周围会产生圆形空洞或凸起,形态类似鱼眼——在未安装静电消除装置的车间,这类缺陷发生率会提升25%以上。


四大缺陷通用排查对策:
从定性到管控,一步到位提良率
针对上述四大缺陷,无需盲目排查,建议遵循“定性定位→精准管控”的逻辑,结合行业成熟经验,重点抓好以下环节,可将涂布良率提升至85%以上(数据来自多家头部企业实践验证):
第一步:物理特征定性与定位
先通过专业检测手段,明确缺陷的物理特征,快速缩小排查范围,避免盲目调整:
用光学显微镜观察缺陷形态:晶点多为透明微小颗粒,鱼眼为透镜状凸起,条纹为纵向条状,缩孔为碗状凹陷;
用激光共焦显微镜测量缺陷高度:晶点高度通常低于1μm,鱼眼高度超过1μm,条纹高度波动在±0.5μm以上;
用EDS(能谱分析)检测成分:若检测到硅元素,多为硅油污染(缩孔);若检测到PE/PP成分,为外部粉尘(晶点);若检测到树脂成分,为团聚或未溶解问题(晶点、鱼眼)。
补充排查技巧:若缺陷无规分布,优先排查环境洁净度和配液过滤;若缺陷呈规律间隔,优先排查涂布辊、背辊的伤痕或供液泵脉动。
第二步:过程控制要点(精准管控,从源头杜绝)
涂液过滤:多级过滤,拦截杂质与团聚体:采用“粗滤→中滤→细滤”三级过滤体系,粗滤(10μm)拦截大颗粒杂质,中滤(5μm)拦截中等团聚体,细滤(1μm)拦截微小凝胶团和微粒——针对晶点和鱼眼,建议使用高精度滤芯(0.5μm),可将这类缺陷发生率降低60%以上。同时,需定期更换滤芯(建议每8小时更换一次细滤芯),避免滤芯堵塞导致二次污染。
环境管控:分级管控,针对性防污染:针对缩孔,必须严格控制车间内有机硅挥发物浓度(低于0.1mg/m³),禁止在车间内使用含硅类清洁剂,压缩空气需经过除油、除水过滤;针对鱼眼和晶点,车间洁净度需达到百级甚至十级,操作人员需穿戴无尘服、无尘手套,避免毛发、皮屑进入生产环境。据实测,车间洁净度提升至百级后,鱼眼和晶点发生率可降低55%。
流平时间:合理设置,助力缺陷自我修复:适当增加湿膜在进入烘道前的流平段距离(建议不少于1.5m)和时间(建议3-5秒),利用涂液的表面张力,让轻微的缩孔和条纹实现自我修复——这一操作可将轻微条纹、缩孔的修复率提升40%,无需额外增加成本。
其他管控:细节把关,减少波动:配液时控制投料速度,保证搅拌时间(不少于30分钟)和温度(40-50℃),避免聚合物未完全溶解;定期清洁模头唇口,避免污染和划伤;控制基材厚度公差和供液泵压力波动,减少条纹产生。


总结
光学膜涂布的四大缺陷——晶点、条纹、缩孔、鱼眼,看似顽固,实则有迹可循:晶点多源于团聚与杂质,条纹多与模头、液流相关,缩孔核心是表面张力失衡,鱼眼则多来自未溶解与异物嵌入。
对于光学膜生产企业而言,良率提升不是一蹴而就的,而是需要从原料、配液、涂布、环境等多个环节精细化管控。掌握本文的缺陷成因与排查对策,精准定位问题、科学调整参数,就能有效降低不良品率,提升产品竞争力——毕竟,在高端光学膜领域,每1%的良率提升,都可能带来显著的成本节约和市场优势。



END
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!