
当我们把强韧的高分子材料送入200-300℃的挤出机机筒,在螺杆高速旋转的“暴力撕扯”下,一场看不见的微观浩劫正在悄然上演。你是否遇到过这样的困境:挤出产品莫名发黄变色,凑近能闻到刺鼻异味;透明薄膜上布满密密麻麻的“晶点”和黑点,摸起来粗糙硌手;测试时发现管材抗拉强度断崖式下降,甚至一折就断……此时,千万别急着去调温度面板!因为挤出机里的“隐形杀手”——聚合物降解,已经悄悄得手。今天,小玖就带大家化身“高分子法医”,深挖挤出机内部导致材料降解的两大核心元凶、幕后帮凶----热降解与机械剪切降解,帮你彻底摆脱降解困扰!
热降解——高温
之下,分子链的“致命撕裂”
热降解,顾名思义,就是聚合物在高温环境下发生的分子链断裂反应。在挤出机中,即便排除了氧气、水分的干扰,只要温度达到材料的“耐受极限”,塑料自身的碳-碳骨架就会扛不住剧烈的热振动,最终发生断裂。
不同塑料的热降解“死法”截然不同,下面将逐一介绍:
1、随机断链:聚烯烃的“噩梦”,PET也需警惕
这种降解模式在结构简单的聚烯烃(如聚丙烯PP)中最为常见,高温会让超长分子链在随机位置断开,就像用剪刀胡乱剪断一根长绳,毫无规律可言。
关键数据:PP在260℃以上停留超过5分钟,分子量会下降40%以上,熔体粘度暴跌60%,彻底失去韧性。
临床症状:PP产品抗冲击强度直接归零,一摔就碎;而对于PET材料,虽然其热稳定性优于PP,但在290℃以上高温、停留时间超过8分钟时,也会发生轻微随机断链,表现为熔体粘度下降、产品表面光泽度降低,后续加工易出现毛边。
2、解聚与“拉拉链”:苯乙烯、亚克力的专属降解,PET需规避高温临界值
聚苯乙烯(PS)、聚甲基丙烯酸甲酯(PMMA/亚克力)等乙烯基聚合物,热降解方式十分奇特——分子链会从末端开始,像拉开拉链一样,逐个脱落原始“单体”,过程不可逆。
关键数据:热力学中,聚合物与单体的平衡临界点称为“上限温度”,超过这个温度,塑料会强制变回单体。PS的上限温度为310℃,但在挤出机中,温度超过200℃就会缓慢解聚,模头处会闻到明显的苯乙烯刺鼻气味;PMMA上限温度为270℃,230℃以上开始解聚,产品会出现黄变、脆化。
对于PET材料,其上限温度为280℃,当挤出温度超过285℃时,虽不会发生明显解聚,但会加速分子链断裂,同时产生少量乙醛(PET降解特征产物),不仅影响产品气味,还会降低PET的透明度和力学性能。
临床症状:PS、PMMA产品焦褐色变色、发脆;PET产品轻微黄变、透明度下降,饮料瓶级PET加工时若出现乙醛超标,还会影响食品安全性。
3、取代基脱落:PVC的“致命伤”,PET需警惕杂质引发的类似反应
聚氯乙烯(PVC)、聚偏二氯乙烯(PVDC)是这类降解的典型受害者——高温下,分子链侧面的氯原子会与相邻氢原子结合脱落,生成具有强腐蚀性的氯化氢(HCl)气体。
关键数据:PVC在160℃开始脱氯,180℃以上脱氯速度急剧加快,每小时可释放0.5%的HCl,不仅腐蚀螺杆机筒,还会导致材料碳化。
对于PET材料,虽无氯原子,但如果原料中混入PVC杂质(哪怕含量仅0.1%),在挤出高温下,PVC脱氯产生的HCl会间接引发PET分子链断裂,导致PET产品出现黑点、脆化,同时加速螺杆腐蚀,这也是PET加工中最易被忽视的隐患之一。
临床症状:PVC产品生成黑色碳化物、出现黑点,HCl腐蚀螺杆机筒;PET产品因杂质引发黑点、力学性能下降,螺杆表面出现腐蚀痕迹。
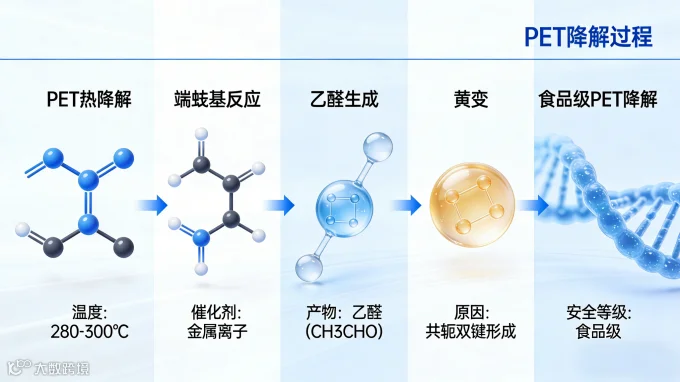
4、PET专属热降解:端羟基引发的“连锁反应”
PET作为缩聚物,热降解还有其专属特性——高温下,PET分子链末端的羟基会引发分子链断裂,同时产生乙醛和羧基,进一步加速降解,这种反应在270℃以上会显著加剧。
关键数据:PET在270℃停留10分钟,端羧基含量会从0.5eq/t升至2.0eq/t,乙醛含量从5ppm升至20ppm,产品黄度值(YI)从2.0升至5.0,透明度明显下降。
临床症状:PET产品黄变、透明度降低,冲击强度下降30%以上,用于食品包装时会出现异味,不符合食品安全标准。
机械剪切降解——被暴力
撕扯的分子,PET长链更敏感
在挤出机中,单纯的“烤坏”(纯热降解)其实很少见,真正致命的,是机械降解——由极端机械剪切应力、拉伸应力引发的分子链强行断裂。毕竟,挤出机本质上就是一台“暴力机器”,主电机带动螺杆在黏稠聚合物中高速旋转时,高分子链会被强行拉伸、撕扯。
1、硬核物理:为什么分子链总从中间断?
几十年前,高分子物理学家Bueche等人就给出了答案:在强烈的剪切流场中,线性高分子链会顺着流动方向被拉直。由于分子链之间存在大量“物理缠结”,就像几根打结的橡皮筋被用力拉扯,最大张力会集中在分子链中间,因此机械降解绝非随机,超长分子链往往会从正中间“啪”地一声被扯断,形成两个长度恰好为原来一半的分子。
数据佐证:通过分子量分布图(MWD)可清晰看到,聚合物在纯拉伸流场中经历机械降解后,原始高分子量峰(最右侧)消失,在1/2、1/4、1/8分子量处出现新峰值,完美印证了“中间扯断”理论——比如PP在剪切速率达到1000s⁻¹时,中间断链比例高达70%。
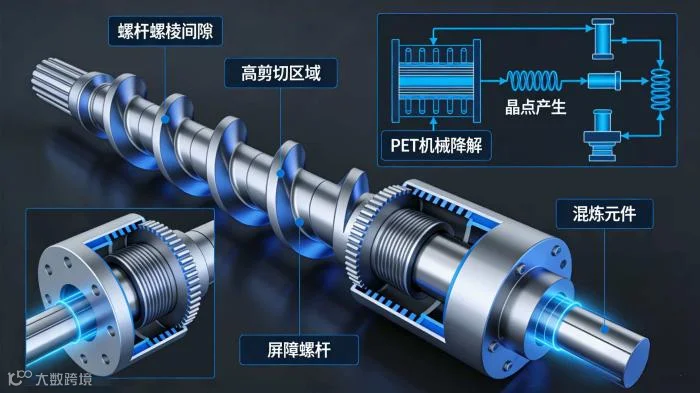
2、降解重灾区:这些部位最易引发机械降解,PET需重点规避
由于长链分子更易被扯断,分子量越高的树脂,对机械降解越敏感。PET作为典型的长链聚合物,其分子链长度远高于PP、PE,因此对机械剪切的敏感度更高,是机械降解的“高危材料”。
在单螺杆挤出机中,产生极端剪切应力的核心部位有2处:
1)螺棱间隙:螺棱顶部与机筒内壁的间隙通常不足0.15毫米,螺杆高速旋转时,卷入此处的塑料会经历恐怖的剪切速率(可达5000s⁻¹以上),同时引发局部温度飙升(瞬间升高30-50℃)。对于PET而言,这种局部高温+高剪切的叠加,会直接导致分子链断裂,产生晶点和黑点——数据显示,螺棱间隙若缩小至0.10毫米以下,PET降解率会提升50%以上。
2)屏障螺杆与混合元件:现代挤出机常用的屏障型螺杆、带沟槽混炼元件,设计初衷是让熔体充分混合,但原理是强迫所有熔体流过狭窄间隙,极易引发局部极高应力,成为机械降解高发区。尤其PET加工时,若混合元件的沟槽过密、间隙过小,会导致PET分子链大量断裂,不仅影响产品力学性能,还会增加晶点数量——实测显示,使用密沟槽混炼元件时,PET产品晶点数量可达10个/㎡以上,远超行业标准(≤3个/㎡)。
幕后黑手“氧气”——热氧
降解,PET晶点的主要诱因
很多人忽略了一个细节:挤出机料斗里,塑料颗粒进入机筒时,会携带大量空气(氧气)。在高温、机械剪切的双重作用下,分子链断裂会产生极其活跃的“自由基”,而氧气就像饿狼一样扑上去,引发热氧化降解——这也是很多产品出现晶点、黑点的核心原因,对PET而言,这种影响更为显著。
1、PE与PP的差异:两种截然不同的降解结果
PP的断裂:氧自由基最爱攻击PP上的叔碳氢原子,一旦被攻击,PP分子链会快速断裂,分子量急剧下降,产品发脆、黄变。数据显示,PP在220℃、氧气存在的条件下,停留5分钟,分子量下降35%,抗冲击强度下降45%。
PE的“毒瘤”交联:氧自由基攻击PE后,反应截然相反——游离的PE链不会断裂,反而会互相“牵手”,形成复杂分支甚至三维网络,这些交联后的PE团块无法再熔化,挤出后就会形成顽固的“晶点”。
2、PET的热氧降解:晶点与黄变的“罪魁祸首”
PET对氧气的敏感度远高于PE、PP,在高温(260℃以上)、氧气存在的条件下,会快速发生热氧降解:氧自由基攻击PET分子链中的酯键,导致分子链断裂,同时产生羧基和乙醛,不仅会让产品黄变,还会引发部分分子链交联,形成无法熔化的凝胶团——这些凝胶团就是PET产品中“晶点”的主要来源。
关键数据:PET在260℃、氧气浓度5%的环境下,停留8分钟,凝胶含量会从0.1%升至1.2%,晶点数量从2个/㎡升至15个/㎡,黄度值(YI)从2.0升至6.5,完全不符合高端PET产品要求。
3、唯一解药:抗氧化剂——PET加工的“保护神”
为对抗氧气的破坏,树脂厂家在造粒时都会添加抗氧化剂(如受阻酚类、亚磷酸酯类),它们就像“替死鬼”,主动吸收自由基,保护分子链不被破坏。但要注意:抗氧化剂会被消耗殆尽,尤其PET加工中,消耗速度更快。
警示数据:PET加工中,若使用30%以上的回收料,或同批料反复挤出2次以上,抗氧化剂会消耗80%以上,热氧降解会如雪崩般爆发,产品凝胶、黑点无法控制;即使是新料,若挤出温度超过270℃,抗氧化剂消耗速度也会提升3倍,持续加工1小时后,就会出现明显降解迹象。
PET专属提醒:加工PET时,建议选用专用抗氧剂(如PET专用受阻酚+亚磷酸酯复配体系),同时控制回收料比例不超过20%,避免同批料反复挤出。
致命“死角”——时间是降解
的催化剂,PET更怕“长时间停留”
很多车间都会遇到一个困惑:仪表温度设置明明没有超标,为什么料还是焦了?这就涉及降解动力学的核心:降解程度 = 温度×停留时间。
正常情况下,塑料在挤出机中停留时间仅3-5分钟,抗氧剂足以保护分子链;但如果挤出机内部存在“停滞区”(死角),塑料停留时间会从几分钟变成几小时、甚至几天,抗氧剂耗尽后,深度降解就会发生——对PET而言,这种“长时间停留”的危害更为致命,因为PET的热稳定性在长时间高温下会急剧下降。
常见“死角”大盘点,PET加工重点排查
螺槽未充满:固体喂料不稳、屏障段设计不良,会导致计量段螺槽未被熔体完全充满,靠近螺棱拖曳面的熔体处于停滞状态。对于PET,停滞时间超过15分钟,就会发生深度降解,产生黑点和凝胶——实测显示,螺槽充满度低于80%时,PET降解率会提升60%以上。
不合理的螺棱圆角:螺棱圆角过小(小于0.5毫米),会让塑料死死粘在角落无法流动,形成死角。PET熔体粘度较高,更容易附着在死角处,长时间停留后会碳化,最终被冲刷下来,形成产品中的黑点。
连接体与转接头:挤出机到模头的管道、90度弯头,若内壁加工不流线型,会形成死水区。PET熔体流动性较差,在死角区停留超过20分钟,就会出现黄变、碳化,尤其弯头处,是PET加工中黑点的高发部位。
停机操作不当:挤出机停止转动后,机筒仍保持高温超过30分钟,残留在机筒内的聚合物会发生灾难性热降解。对于PET,高温停机超过20分钟,机筒内残留的PET就会碳化,即便使用清洗料,也难以彻底清除,后续加工会持续出现黑点——这是PET加工中最常见、最易忽视的问题。
总结:挤出机降解避坑指南
挤出机从来不是简单的“融化塑料的加热炉”,而是一台充满极端应力、复杂热力学挑战的“生化反应器”。掌握以下要点,就能有效规避降解问题:
热降解规避:不轻易逼近材料上限温度,PP控制在250℃以下,PS控制在200℃以下,PET控制在280℃以下,避免长时间高温停留;PET加工需额外控制原料纯度,杜绝PVC等杂质混入。
机械降解规避:合理设置螺棱间隙(不小于0.12毫米),选用适配PET的混炼元件,避免过度剪切;PET加工时,可适当降低螺杆转速(控制在80-120r/min),减少分子链撕扯。
热氧降解规避:控制回收料比例(PET不超过20%),避免同批料反复挤出;选用专用抗氧剂,定期检查抗氧剂消耗情况;料斗可采用氮气保护,减少氧气进入机筒。
死角排查:定期检查螺槽充满度、螺棱圆角、连接体内壁,规范停机操作——PET加工停机后,需立即降低机筒温度至200℃以下,或及时用清洗料清理机筒,避免残留料碳化。
END
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!