
你是否遇到过这样的场景:刚下线的手机屏幕保护膜,裁剪后边缘莫名翘曲;食品包装用的保鲜膜,覆盖容器时总不服帖、易起皱;新能源电池的隔离膜,储存一段时间后竟出现细微裂纹…… 这些看似不起眼的问题,背后都指向同一个困扰行业数十年的“世界难题”——高分子薄膜内应力。
据行业数据统计,因内应力导致的薄膜报废率可达 5%-15%,每年给下游企业造成数亿元经济损失;更严重的是,若电池隔离膜因内应力开裂,还可能引发短路、起火等安全事故。今天,小玖从科学定义、核心成因、实用解决方案三个维度,用“专业 + 通俗” 的语言,彻底讲透内应力的“前世今生”。

什么是高分子薄膜的 “内应力”?
从力学本质来看,内应力是高分子薄膜内部存在的“附加内力”—— 当薄膜在加工或使用中,内部分子链的相对位置发生改变(如拉伸、收缩),但因运动受限无法恢复原有平衡状态时,分子链之间为 “回归稳定” 而产生的相互作用力。
它看不见、摸不着,却像“潜伏的弹簧”:一旦外部条件变化(如温度波动、外力触碰),就可能 “释放能量”,导致薄膜变形、开裂。
1、用 “生活例子” 理解内应力
我们可以把高分子薄膜的分子链比作“一团杂乱的毛线”:
未加工时,毛线(分子链)自由缠绕,彼此受力平衡,无内应力;
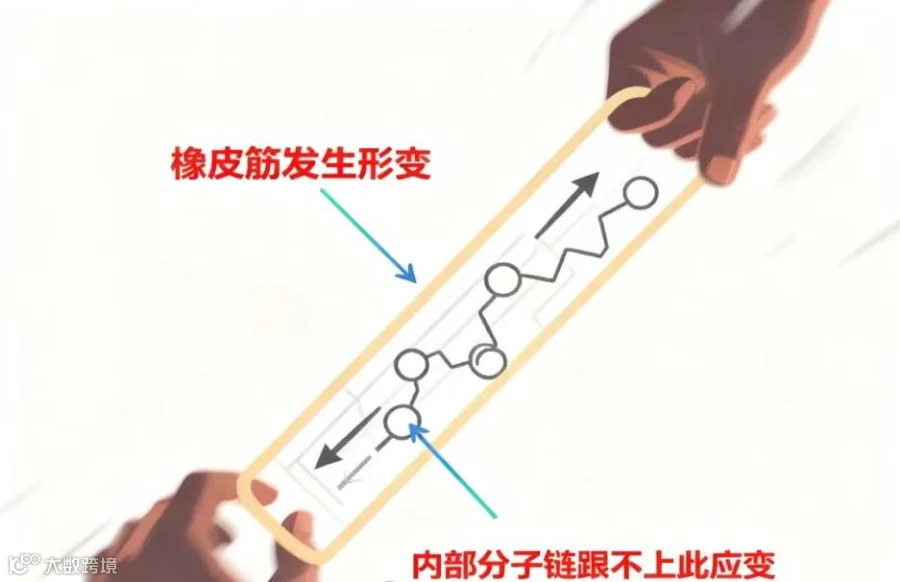
加工时,外力(如拉伸)将毛线强行“拉直并按同一方向排列”,就像把橡皮筋拉长;
加工结束后,毛线(分子链)想恢复成“杂乱状态”,但薄膜已冷却固化(相当于把拉直的毛线 “固定住”),无法自由回弹——此时,毛线内部“想缩回去”的力,就是内应力。
只不过,橡皮筋的应力会随时间慢慢释放,而高分子薄膜的分子链运动更缓慢(尤其温度低于“玻璃化转变温度 Tg”时),内应力可能长期“冻结”在内部,甚至几个月后才爆发。
2、从专业角度:内应力的两大类型
内应力并非单一形式,行业中通常分为两类,且大多同时存在、相互叠加:
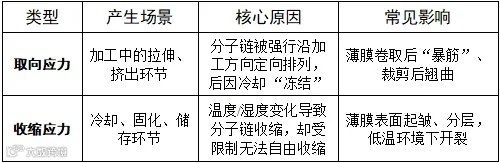
举个典型例子:PET(聚对苯二甲酸乙二醇酯)薄膜生产时,需经过 “纵向拉伸(MD)+ 横向拉伸(TD)” 的双向拉伸工艺。若拉伸速度过快(如纵向拉伸速度超过 50m/min),分子链被 “拉得太急”,来不及均匀排列;后续冷却时,分子链想收缩却被“固定”,就会同时产生取向应力和收缩应力 —— 最终薄膜可能出现“中间鼓包、边缘上翘”的问题。

内应力的 4 大核心成因,
从加工到使用全链条解析
内应力的产生不是单一环节导致的,而是从“材料选择 - 加工成型 - 后续处理 - 储存使用”全链条的“累积效应”。其中,以下 4 个环节是关键诱因:
1、加工成型:“强行塑形” 留下的 “先天隐患”
高分子薄膜的加工(如双向拉伸、挤出吹塑、流延成型)本质是“外力强制改变分子链排列” 的过程,若工艺参数控制不当,会直接埋下内应力隐患:
拉伸参数失衡:除了拉伸速度、拉伸比例(如 PET 双向拉伸的横向拉伸比例通常为 3-4 倍),拉伸温度也至关重要。若纵向拉伸温度低于 80℃(PET 的 Tg 约 70℃),分子链运动能力弱,易被 “拉断式排列”,内应力剧增;若温度高于 120℃,分子链过度流动,反而无法形成稳定取向,同样导致应力不均。
挤出压力波动:挤出成型时,若料筒压力从 15MPa 骤升至 20MPa,熔料在模头内的流动速度不均,靠近模头壁的熔料冷却快,中心熔料冷却慢,形成“内外层分子链排列差异”,进而产生内应力。
成型设备精度不足:比如双向拉伸机的牵引辊平行度偏差超过 0.1mm,会导致薄膜两侧受力不均,一侧被过度拉伸,另一侧拉伸不足,最终出现“单边翘曲”。
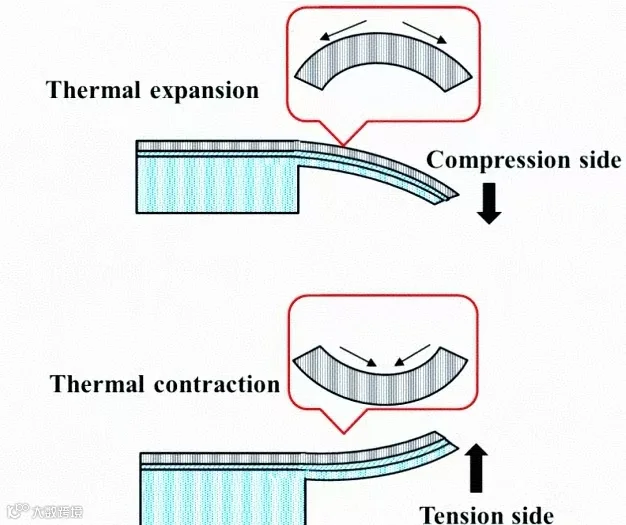
2、温度变化:“热胀冷缩” 引发的 “内部矛盾”
温度是影响分子链运动的核心因素,而高分子薄膜的加工、储存、使用过程中,温度变化几乎无处不在:
加工中的“急冷急热”:以 PP(聚丙烯)薄膜为例,挤出后熔料温度约 220℃,若直接接触 40℃的冷却辊,温度骤降 180℃,分子链来不及“松弛”就被冻结在“拉伸状态”—— 此时薄膜内部的“收缩势能”无法释放,全部转化为内应力。
储存中的“温度波动”:若薄膜存放在昼夜温差超过15℃的仓库,白天温度高时,分子链略有松弛;夜间温度低时,分子链收缩,却因白天的松弛状态受限,反复“拉伸 - 收缩” 后,内应力不断累积,最终导致薄膜边缘开裂。
使用中的“温度冲击”:比如手机保护膜在夏季暴晒后温度达 60℃,进入空调房后温度骤降至 25℃,薄膜基材与涂层的热膨胀系数不同(基材热膨胀系数约 7×10 -⁵/℃,涂层约 3×10 -⁵/℃),两者收缩程度差异大,相互拉扯产生内应力,导致涂层脱落。
3、材料本身:“先天属性” 决定的 “应力敏感度”
不同高分子材料的分子结构、分子间作用力不同,对内应力的 “耐受度” 也天差地别,这是内应力产生的 “先天因素”:
分子链刚性与 Tg:分子链越刚性、Tg 越高,内应力越易产生。比如 PS(聚苯乙烯)的分子链含苯环,刚性强(Tg 约 100℃),加工时分子链难调整;而 PE(聚乙烯)分子链为柔性碳链(Tg 约 - 120℃),分子链易运动,内应力更易释放 —— 因此 PS 薄膜比 PE 薄膜更易翘曲。
分子间作用力:分子间作用力越强,内应力越难释放。比如尼龙 6(PA6)薄膜的分子链含酰胺键,易形成氢键,分子间 “粘合力” 强,即使加工时产生内应力,分子链也难自由移动,导致尼龙薄膜储存时易出现 “分层”。
分子量与分布:分子量过大(如超过 100 万),分子链缠结严重,加工时难拉伸均匀;分子量分布过宽(如分布指数>3),低分子量部分易流动,高分子量部分易聚集,两者收缩率差异大,形成局部应力集中 —— 比如 PP 薄膜若分子量分布过宽,会出现 “斑点状应力缺陷”。
添加剂影响:增塑剂可降低分子链刚性(如 PVC 薄膜中添加 30% 邻苯二甲酸二辛酯,Tg 从 87℃降至 - 30℃),减少内应力;但若增塑剂与基材相容性差(如 PVC 中添加过量石蜡),会导致分子链间结合力下降,反而加剧应力开裂。
4、后续处理:“二次加工” 带来的 “额外负担”
多数薄膜生产后需经过印刷、复合、裁剪等二次加工,这些环节若操作不当,会给薄膜 “新增” 内应力:
印刷环节:溶剂型油墨中的溶剂(如乙酸乙酯)会渗透到薄膜内部,破坏分子链原有排列 —— 比如印刷 PET 薄膜时,若溶剂挥发过快(烘干温度超过 80℃),薄膜表面分子链快速收缩,内部溶剂未及时挥发,形成 “表面收缩、内部膨胀” 的应力差,导致薄膜 “起皱”。
复合环节:若复合的两种材料热膨胀系数差异大(如 PET 薄膜与铝箔复合,PET 热膨胀系数约 7×10⁻⁵/℃,铝箔约 2.3×10⁻⁵/℃),后续熟化时(通常 50℃熟化 24 小时),两者收缩程度不同,PET 收缩多、铝箔收缩少,相互拉扯产生内应力,严重时导致 “复合层分层”。
裁剪环节:若裁剪刀具不够锋利(刃口圆角超过 0.1mm),裁剪时会对薄膜边缘产生 “挤压拉伸”,导致边缘内应力集中 —— 比如手机保护膜裁剪后,边缘易出现 “翘边”。

4 个实用方案,
从源头减少内应力
内应力虽 “顽固”,但通过科学的工艺优化、材料选择和后处理,可有效减少甚至控制。以下 4 个方案经过行业验证,实用性强:
1、优化加工工艺:“温柔塑形”,减少应力累积
加工是内应力产生的 “源头”,通过调整工艺参数,可从根本上减少应力:
精准控制拉伸参数:根据材料特性设定拉伸温度、速度和比例。以 PET 双向拉伸为例,纵向拉伸温度设定为 90-100℃(略高于 Tg),横向拉伸温度设定为 120-130℃,拉伸速度控制在 30-40m/min,拉伸比例纵向 3-3.5 倍、横向 3.5-4 倍 —— 让分子链 “有节奏地排列”,避免过度拉伸。
采用梯度冷却技术:避免“急冷”,让薄膜逐步降温。比如 PP 薄膜挤出后,冷却辊温度分 3 段设置:第一段 80℃(初步定型),第二段 60℃(逐步降温),第三段 40℃(最终固化),每段温差控制在 20℃以内 —— 减少内外层温差,避免收缩应力。
稳定挤出压力:通过精密注塑系统(如伺服电机控制的挤出机),将料筒压力波动控制在 ±0.5MPa 以内,确保熔料在模头内均匀流动 —— 减少因流动不均导致的应力差。
提高设备精度:定期校准拉伸机的牵引辊、冷却辊平行度(偏差≤0.05mm),确保薄膜各部位受力均匀 —— 避免单边拉伸过度。
2、精选并改性材料:“先天优化”,降低应力敏感度
选择合适的材料,或通过改性提升材料抗应力能力,是减少内应力的“基础”:
优先选低应力敏感材料:对平整度要求高的场景(如手机保护膜),优先选 PE、PP 等柔性材料;若需高强度(如电池隔离膜),可选用改性 PET(如添加 5% 的聚乙二醇,提高分子链柔性)。
材料改性:增强分子链流动性:对刚性材料(如 PC、PS)进行改性。比如在 PC 中添加 10%-15% 的 ABS 树脂,ABS 的柔性链段可“缓冲”PC 的刚性,降低 Tg(从 150℃降至 130℃),让分子链更易运动;在 PS 中添加 3%-5% 的 SEBS(苯乙烯 - 乙烯 - 丁二烯 - 苯乙烯嵌段共聚物),可减少分子链缠结,降低内应力。
控制分子量与分布:选择分子量适中(如 PP 分子量控制在 30-50 万)、分布窄(分布指数 1.5-2.5)的材料 —— 让分子链缠结均匀,收缩率一致,避免局部应力集中。
合理选择添加剂:根据材料选择相容的添加剂。比如 PVC 薄膜选用邻苯二甲酸二辛酯(与 PVC 相容性好)作为增塑剂,添加量控制在 20%-30%;在 PA6 薄膜中添加 0.5%-1% 的二氧化硅(分散剂),避免分子链过度聚集。
3、退火处理:“释放压力”,消除已有应力
对于已产生内应力的薄膜,通过退火处理可“激活”分子链,释放应力:
确定退火参数:退火温度需高于材料 Tg,但低于熔融温度(避免薄膜变形),保温时间根据厚度调整。常见材料退火参数如下:
PET 薄膜:退火温度 80-120℃,保温 1-2 小时(厚度 25μm 以下选 80℃、1 小时,厚度 50μm 以上选 120℃、2 小时);
PP 薄膜:退火温度 60-80℃,保温 0.5-1 小时;
PC 薄膜:退火温度 120-140℃,保温 2-3 小时。
控制冷却方式:退火后需缓慢冷却至室温(冷却速度≤5℃/ 小时),避免再次产生应力 —— 比如 PET 薄膜退火后,先在 100℃保温 1 小时,再降至 80℃保温 1 小时,最后自然冷却至室温。
选择合适的退火设备:大规模生产用连续退火炉(可实现“加热 - 保温 - 冷却”连续作业),小批量生产用间歇烘箱(精准控制温度和时间)—— 确保薄膜受热均匀。
4、改进后续处理工艺:“轻拿轻放”,避免额外应力
后续加工是内应力“新增”的关键环节,需通过工艺优化避免额外负担:
印刷环节:低应力操作:
选水性油墨(溶剂渗透弱)替代溶剂型油墨,若用溶剂型油墨,烘干温度控制在 50-60℃,烘干时间延长至 30 分钟(让溶剂缓慢挥发);
印刷后进行“熟化处理”:印刷后的薄膜在 50℃熟化 24 小时,释放溶剂引发的应力。
复合环节:匹配特性 + 控制张力:
选择热膨胀系数相近的复合材料(如 PET 薄膜与 BOPP 薄膜复合,两者热膨胀系数均约 7×10⁻⁵/℃);
控制复合张力:放卷张力 50-100N,收卷张力 100-150N,避免薄膜过度拉伸;
选用低收缩胶黏剂(如改性丙烯酸胶,收缩率<1%)。
裁剪与储存:减少外力影响:
用锋利刀具(刃口圆角≤0.05mm)裁剪,避免边缘挤压;
储存环境:温度控制在 20-25℃,湿度 50%-60%,昼夜温差≤5℃,避免阳光直射和风吹雨淋 —— 减少温度 / 湿度波动引发的应力累积。

内应力控制,
从 “被动应对” 到 “主动预防”
高分子薄膜内应力,曾是制约行业发展的“卡脖子”难题,但随着工艺技术的进步和材料改性的突破,如今已从“被动修复”(如退火处理)转向“主动预防”(如加工参数精准控制、材料先天优化)。
未来,随着在线应力检测技术(如激光偏光应力仪,可实时监测薄膜内应力分布)与智能制造的结合,内应力控制将更精准、更高效 —— 或许不久的将来,“薄膜翘曲、开裂” 将成为历史。
如果你在生产或使用中遇到过内应力难题,或有独特的解决经验,欢迎在评论区分享,一起推动高分子薄膜行业的技术升级!
END
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!