
在BOPET功能膜(光学膜、离型膜、保护膜等)涂布生产领域,外观缺陷始终是制约良品率提升的核心瓶颈——而在众多缺陷中,有一种“磨人精”让从业者尤为头疼。
它不像漏涂那样一目了然,也不似晶点那般孤立存在,而是以沿涂布方向(MD)延伸的极细线状形态呈现,自带光泽或发白质感。用强光手电照射或在反射光下观察,这些线条宛如一根根银丝嵌在膜面,行业内俗称“亮白拉丝”“白条”或“流痕丝”。更棘手的是,这种缺陷一旦出现,往往呈连续性分布,严重时直接导致整卷膜报废,造成巨大的生产损失。
今天,小玖就以显微镜级的视角,从现象定义、深层归因到终极解决方案,全面拆解这一涂布顽疾,为大家提供可落地的排查与管控思路。

现象直击
精准定义“亮白拉丝”
解决问题的前提,是精准识别问题。很多人容易将“亮白拉丝”与普通划痕混淆,但二者核心差异显著:普通划痕是膜面“凹下去”的物理损伤,而“亮白拉丝”本质是涂料涂布过程中流体动力学失稳导致的形态缺陷,具体可从宏观与微观两个维度清晰区分。
1、宏观表现:3个核心特征
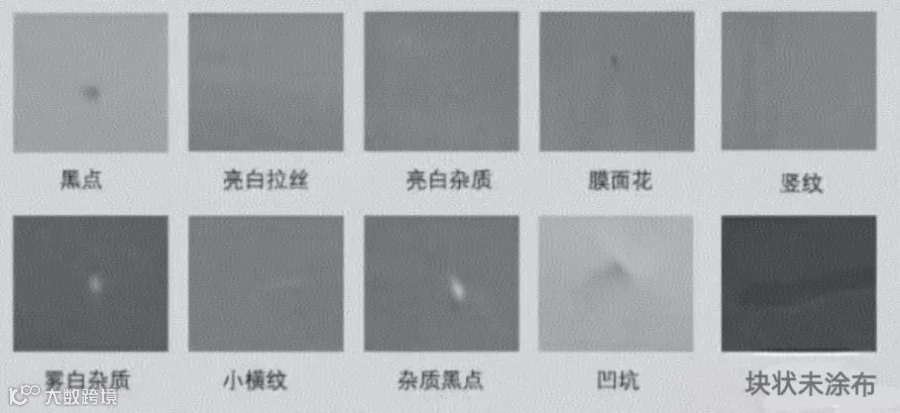
形态:以连续或断续的线状为主,严格平行于薄膜运行方向(MD),长度可从数厘米延伸至整卷膜,宽度多在微米级,肉眼需仔细观察或借助光线辅助识别;
颜色:正常自然光下可能不明显,甚至难以察觉,但在反射光(如阳光、强光手电)照射下,会呈现明显的亮白色或彩虹色——彩虹色源于涂层局部厚度突变产生的光学干涉效应;
位置:存在两种分布规律:一是固定在某一横向(TD)位置,多与涂头局部缺陷相关;二是随机游走,通常与料液杂质、基材污染等动态因素有关。
2、微观真面目:高倍镜下的两种核心形态
借助高倍显微镜(通常100倍以上)观察,“亮白拉丝”的微观形态可分为两类,直接对应不同的成因,是后续排查的关键依据:
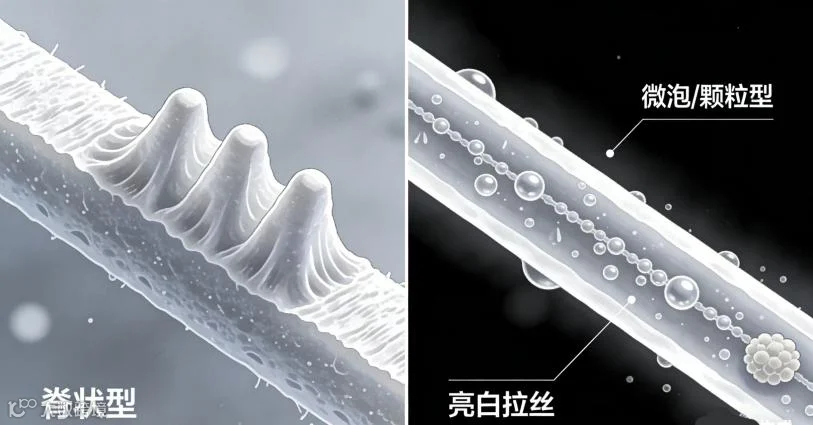
形态A(堆积型):凸起的“膜面脊线” 核心是涂料在局部区域堆积后未能完全流平,形成一道微小的凸起“脊线”。由于局部涂层厚度显著大于周边,光线穿过时折射率发生突变,肉眼呈现“亮线”特征——这也是“亮白拉丝”中“亮”的主要来源。
形态B(微泡/颗粒型):内嵌杂质的“空心/实心线” 线条内部并非单纯的涂料堆积,而是包裹着连续的微小气泡串,或分散不均的微米级团聚颗粒。光线照射时,会在这些微结构表面发生强烈散射,无法顺利穿透,肉眼呈现“白线”特征——这是“亮白拉丝”中“白”的核心成因。
3大核心维度,
揪出“银丝”制造者
从本质上讲,“亮白拉丝”的产生是涂料流体在涂布剪切力作用下发生失稳的结果。结合生产实际,我们可从“涂头、料液、基材”三个核心维度,精准定位问题根源。
1、涂布头:精密部件的“微观损伤”
涂布头是涂料与基材接触的核心部件,其表面精度直接决定涂层平整度,哪怕微米级的缺陷,都可能引发拉丝问题,不同涂布工艺的风险点略有差异:
微凹/网纹涂布:刮刀的“微小瑕疵” 刮刀(Doctor Blade)是控制涂层厚度的关键部件,若刃口存在微小缺口(Nick),或刮刀背面卡住了硬质颗粒(如颜料团聚体、环境灰尘),就会导致局部区域涂料无法被彻底刮除,多余的涂料会随薄膜运行方向形成一道凸起的亮线;
狭缝涂布(Slot Die):模头唇口的“细微积垢” 狭缝模头的唇口(Lip)是涂料挤出的关键通道,要求表面精度达到微米级。若唇口残留5-10μm的积碳、干结涂料,或存在微小毛刺,就会在涂料挤出过程中形成阻挡,导致局部流体湍流或膜面划伤,干燥后直接形成白线。
2、涂布液:流变学特性的“失控”
涂料的流变性能(如粘度、流动性、分散稳定性)直接影响涂布过程的流体稳定性,一旦失控,极易引发拉丝,核心问题集中在两点:
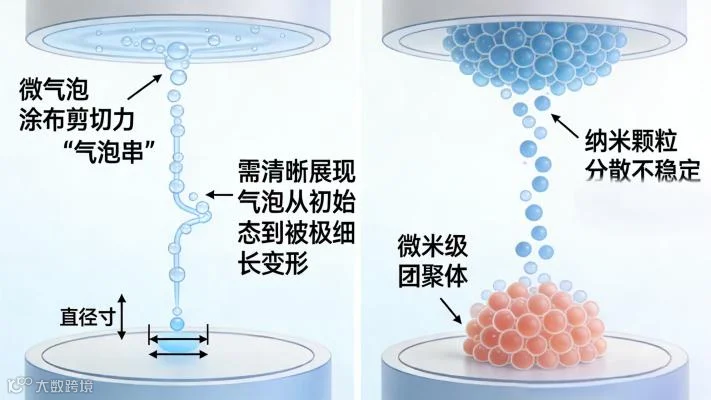
高剪切下的颗粒团聚 光学膜、离型膜等功能涂料中,常添加纳米级功能颗粒(如抗静电剂、耐磨粒子、遮光颗粒)。高速涂布过程中,涂料会承受极高的剪切力(剪切速率可达10⁴ S⁻¹),若颗粒分散体系不稳定,就会发生“剪切絮凝”,原本分散均匀的纳米颗粒聚集形成微米级团聚体。这些团聚体随涂料流经涂头时,极易卡在刮刀刃口或模头唇口,最终拖出连续的白丝。
数据支撑:行业研究表明,当团聚颗粒粒径超过涂布湿膜厚度的1/3时,产生拖痕、拉丝的风险将呈指数级上升;
微气泡(Micro-bubbles)的引入 涂料在制备或供料过程中,若密封不严(如供料泵漏气)、搅拌过度,或原料本身含气,会引入极其微小的气泡(直径通常小于10μm)。这些微气泡在流经涂头时,因压力、剪切力不足无法破裂,会被涂料裹挟并拉长成极细的“气泡串”,干燥后形成中空的白线,反射光下尤为明显。
3、基材(BOPET):表面的“脏污隐患”
BOPET基材表面的洁净度,是涂布质量的“第一道防线”,其表面的污染物会直接引发拉丝问题,核心污染源有两类:
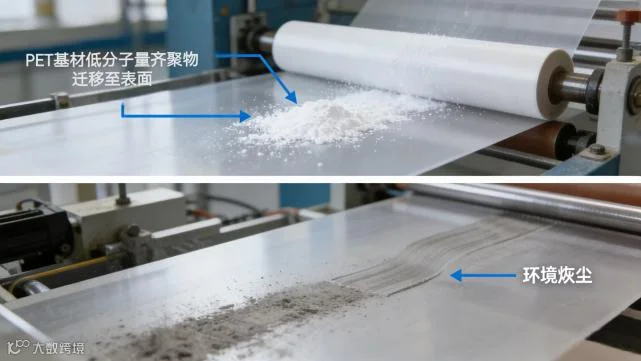
基材析出物(Oligomer齐聚物) BOPET薄膜在生产过程中,内部的低分子量齐聚物会随时间迁移至表面,形成一层白色粉末状物质。这些析出物若未被及时清理,会在涂布前堆积在涂头部件表面,积少成多后形成硬块,既可能划伤涂层,也可能阻碍涂料流平,引发拉丝;
环境与过程异物 生产环境中的灰尘、纤维,或基材在运输、存储过程中沾染的杂质,若在涂布前未被去除,会随基材进入涂布头。这些异物被涂料和涂头挤压、拖拽,会在膜面形成“流星划过”般的拖尾拉丝,且位置随机,难以控制。
4大核心方案,
根治拉丝顽疾
解决“亮白拉丝”问题,切忌盲目排查,需结合前文的形态识别与成因分析,采用“精准定位+系统管控”的思路,从以下4个维度构建解决方案:
1、料液净化:从源头控制“杂质与气泡”
若拉丝以“白色”为主,大概率与料液中的颗粒团聚或微气泡有关,核心措施是强化料液的净化处理:
多级精密过滤 摒弃单一滤网的过滤方式,采用“粗滤+精滤”的多级过滤体系:前端用10-25μm的袋式过滤器,去除原料中的大颗粒杂质;后端用1-5μm的芯式过滤器(光学级涂布建议选用0.5-1μm),拦截细微的团聚颗粒。核心原则:过滤精度需小于湿膜厚度的1/5,确保未被过滤的颗粒不会对涂层造成影响;
彻底脱泡处理 在上机前对涂料进行真空脱泡(真空度建议≥-0.09MPa,脱泡时间30-60min),去除搅拌过程中引入的气泡;对于高粘度涂料或连续生产场景,可在供料管路中加装在线脱泡机,实时消除供料过程中产生的微气泡。
2、涂头维护:保障“精密部件无暇”
若拉丝以“亮线”为主,且位置固定,需重点检查涂头部件的洁净度与精度:
狭缝模头维护
① 唇口清洁:停机后用软铜刮刀或无尘布蘸取专用溶剂(如乙酸乙酯、丙二醇甲醚醋酸酯)轻轻擦拭唇口,严禁使用硬金属工具,避免划伤唇口;对于顽固积碳,可采用超声波清洗;
② 间隙检查:定期检查模头垫片(Shim)的边缘平整度,确保无毛刺、无变形,避免因间隙不均导致涂料流动异常;
网纹/刮刀维护
① 刮刀更换:一旦发现固定位置的拉丝,立即停机检查刮刀刃口,若存在缺口或磨损,及时更换刮刀;建议选用陶瓷涂层刮刀,其表面光洁度高、耐磨性强,可显著降低刃口缺陷风险;
② 背刀清洗:定期清理刮刀背面的积料,避免积料干结后掉落,卡在刃口与基材之间引发拉丝。
3、工艺优化:调整“流体流变状态”
通过调整涂布工艺参数,优化涂料的流变性能,提升流平性,减少拉丝风险:
调整粘度与固含 在不影响涂层性能的前提下,适当降低涂料粘度(可通过升温或添加溶剂实现),提升涂料的流平能力,让涂布过程中产生的微小拉丝在干燥前能够自行“愈合”;同时控制涂料固含,避免固含过高导致流动性下降;
优化润湿流平剂 检查配方中润湿流平剂的添加量,确保其能有效降低涂料表面张力,提升涂料在BOPET基材表面的润湿性能,避免因基材局部污染导致涂料缩边,形成拉丝。
4、环境与基材治理:切断“源头污染”
构建“基材洁净+环境洁净”的双重保障,从源头减少异物引入:
基材预处理 在涂布头前方加装接触式清洁辊(如Teknek/Web Cleaner),通过粘性辊面将BOPET基材表面的齐聚物析出物、灰尘、纤维等杂质粘除;对于高洁净要求的光学膜生产,可在清洁辊后增设等离子处理装置,进一步提升基材表面洁净度与润湿性能;
环境管控 涂布车间需维持洁净室标准(建议Class万级以上),控制车间内的温湿度(温度23±2℃,湿度50±5%),减少灰尘漂浮;同时定期清洁生产设备、管路,避免积尘掉落污染料液或基材。
三位一体管控,
告别拉丝顽疾
BOPET涂布中的“亮白拉丝”,看似是简单的外观缺陷,实则是对生产过程中“洁净度”与“精密加工”的综合考验。解决这一问题,核心在于建立“精准识别-靶向排查-系统管控”的逻辑。
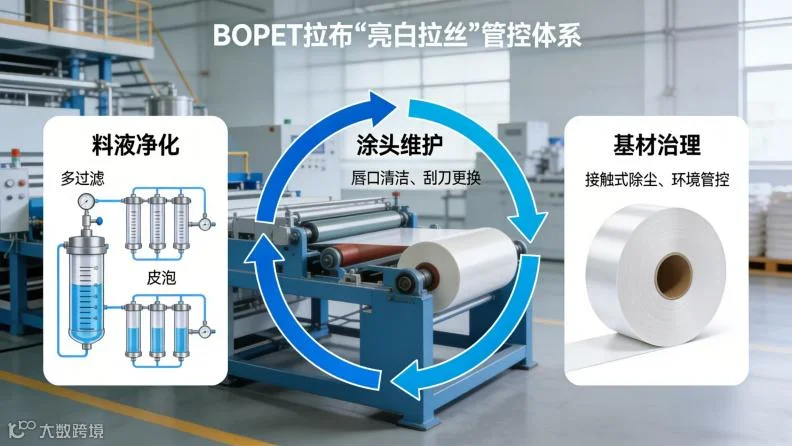
看见“白丝”,优先排查料液(微气泡、颗粒团聚)与过滤系统;看见“亮丝”,重点检查涂头(刮刀刃口、模头唇口)的洁净度与精度;而无论哪种拉丝,都离不开基材预处理与生产环境的洁净管控。
归根结底,只有建立起“料液纯净、刀口无暇、基材无尘”的三位一体管控体系,才能从根本上告别“亮白拉丝”这一涂布顽疾,稳定生产出如镜面般完美的BOPET功能膜,实现良率与品质的双重提升。
END
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!