
你可能从未听过“离型膜”这个词,但每天都在和它打交道:撕快递单时扔掉的滑腻背纸、贴钢化膜前揭下的衬纸、创可贴的透明底膜——这些被随手丢弃的“塑料片”,有个专业名字:离型膜。
工业界称其“最昂贵的废弃物”:看似是辅材,却撑起半个高端制造圈——没有它,半导体MLCC、碳纤维复合材料、手机屏幕光学胶贴合都无法实现。
今天小玖从定义原理、制造工艺、应用场景到行业门槛,全面拆解这一“幕后大佬”。
本文核心看点:
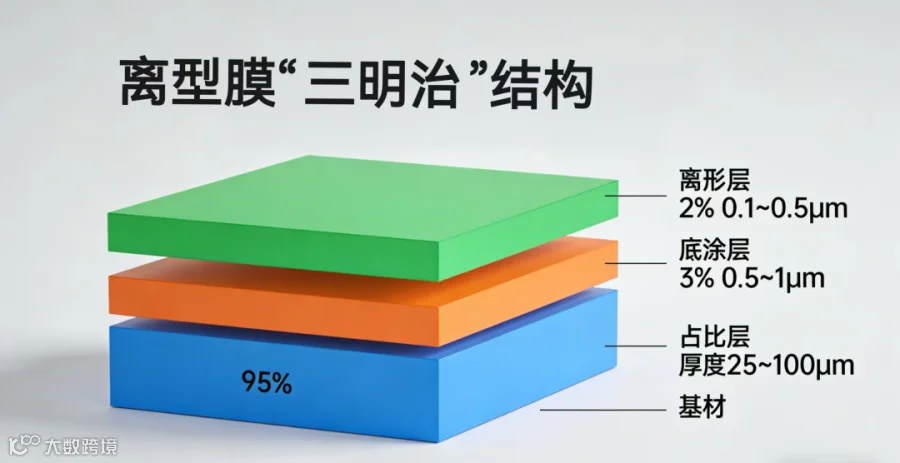
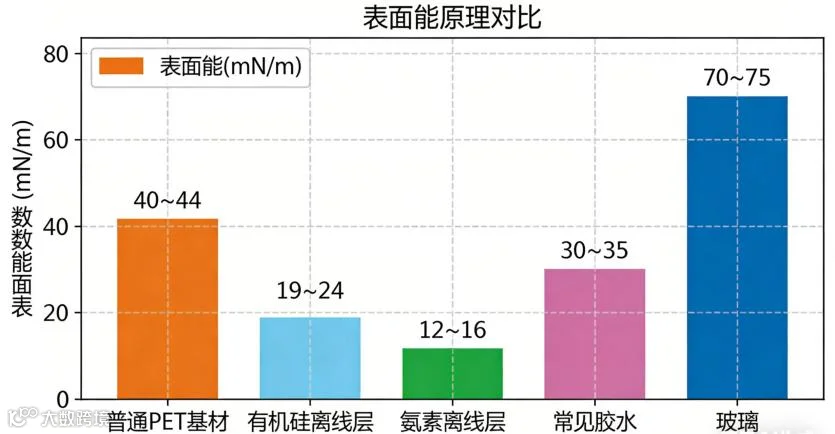
• 3分钟看懂“三明治”结构与表面能原理
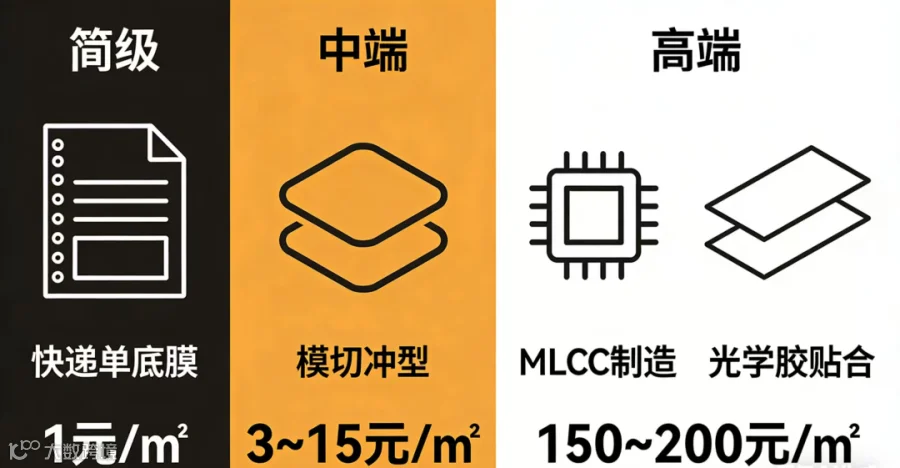
• 拆解三大场景:从几毛到几百元的价值分级
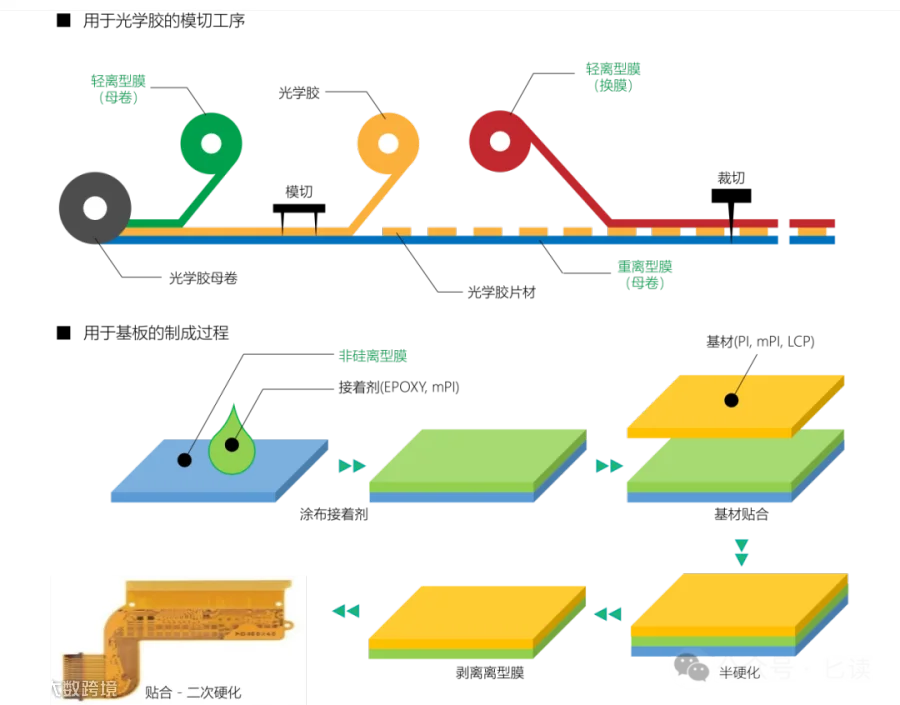
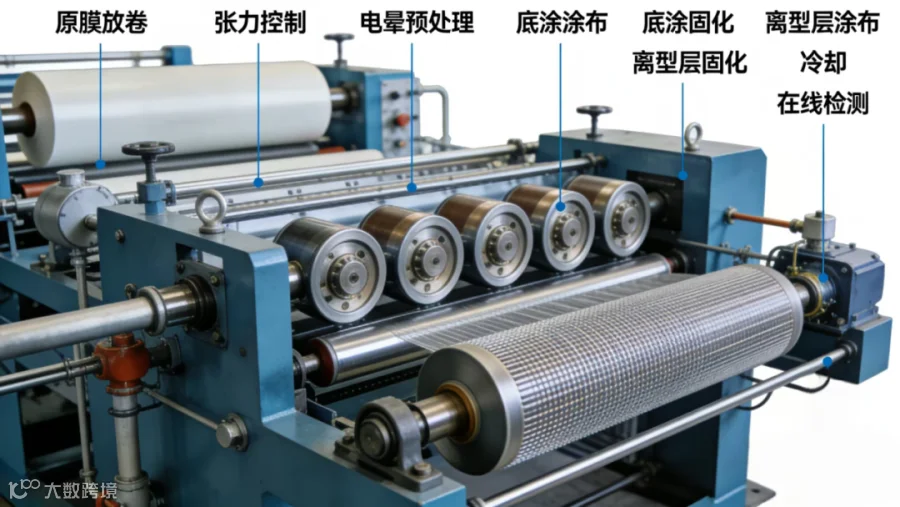
• 解析涂布工艺:微米级涂层的实现逻辑
避坑+入局:致命缺陷破解与方向指南
01
02
03
04
05
05
互动提问:你还见过哪些“隐形”工业辅材?欢迎评论区分享!
END
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!