

在PET、CPP、CPE流延膜生产车间,透明度是产品的“核心颜值指标”,更是决定订单生死的关键。无论是食品包装的直观展示、鲜花包装的保鲜通透,还是高端复合基材的层间适配,客户都对薄膜的晶莹度、光泽度有着严苛要求——雾度(Haze)超标哪怕0.5个单位,都可能导致整批货物被退货,直接造成经济损失。
生产中这类糟心事屡见不鲜:开机初期薄膜通透如水晶,连续生产一段时间后却逐渐发雾;同一批次原料、相同工艺参数,产出的薄膜透明度却参差不齐。不少技术人员陷入困惑:是急冷辊温度调控失当?气刀风压与角度不对?还是挤出温度未达标准?
今天,小玖从高分子结晶学与材料特性出发,精准揪出影响流延膜透明度的“幕后黑手”,拆解核心原理,并附上可直接落地的急救SOP,帮你稳定产出高透薄膜。

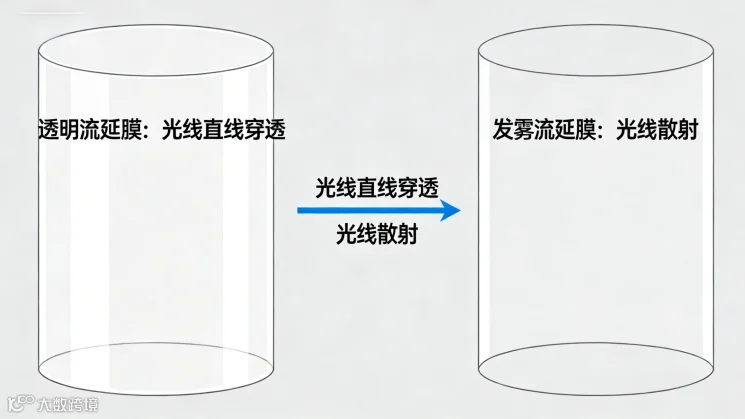
薄膜透明度的核心逻辑的是光线传播路径:当光线穿透薄膜时,若能沿直线传播,人眼感知为透明;若光线发生不规则散射,就会呈现雾蒙蒙的视觉效果,即雾度超标。导致光线散射的核心原因分为两类,不同流延膜的主导因素略有差异:
1. 内部散射(Internal Haze)—— 半结晶膜的核心症结
对于CPP(聚丙烯流延膜)、CPE(聚乙烯流延膜)这类半结晶聚合物,90%的透明度问题源于内部结晶失控。聚合物熔体冷却固化时,分子链会有序排列形成球晶(Spherulites),当球晶尺寸接近或超出可见光波长(380-780nm)时,光线会在球晶界面发生强烈散射,直接导致薄膜发雾。
而PET(聚对苯二甲酸乙二醇酯)流延膜虽结晶度较低,但若冷却过程中形成微小结晶或结晶不均,同样会引发内部散射,且PET对杂质、残留晶核更敏感,易因结晶差异导致透明度波动。
2. 表面散射(Surface Haze)—— 全品类膜的共性隐患
薄膜表面微观凹凸不平会导致光线漫反射,进而影响透明度。无论是CPP、CPE还是PET,模头缺陷、贴合不良等问题,都会造成表面粗糙度上升,叠加内部散射时,雾度会显著超标。

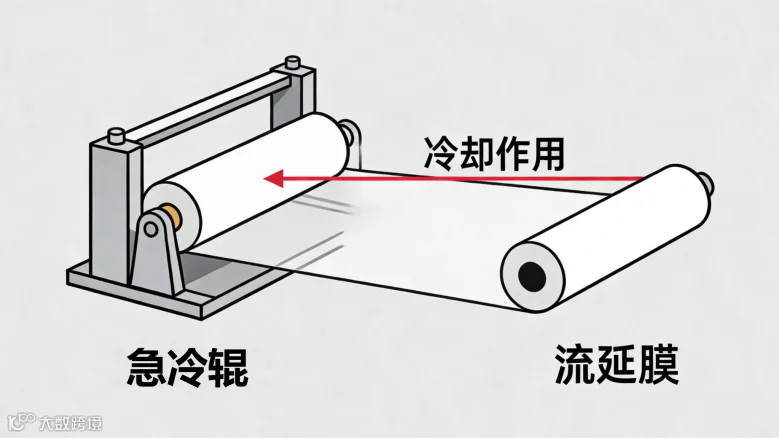
元凶一:冷却速率不足 —— 半结晶膜的首要杀手
核心原理:CPP的结晶速度极快,CPE结晶速度次之,熔体从模头挤出后,需在毫秒级时间内完成“快速冻结”,阻止分子链有序排列形成大尺寸球晶。若冷却速率不足,分子链有充足时间聚集结晶,球晶尺寸超标,直接引发发雾。
PET流延膜虽结晶倾向较弱,但冷却缓慢会导致分子链局部有序排列,形成微小结晶区,同时伴随表面流平性下降,双重加剧雾度。
高发场景:急冷辊温度设定过高(CPP常规控制在20-30℃,CPE控制在15-25℃,PET控制在30-40℃);膜片与急冷辊贴合不紧密,中间形成空气层(空气导热系数极低,阻碍热量传递,降低冷却效率);急冷辊表面结垢、水路不畅,导致辊面温差超过±1℃,冷却不均。
元凶二:气隙(Air Gap)过大 —— 全品类膜的共性隐患
定义:模头唇口至急冷辊切点之间的垂直距离,是流延工艺中调控冷却节奏的关键参数。
核心原理:熔体挤出后,在气隙段处于“熔融-冷却过渡态”,若气隙过大,熔体在空气中停留时间过长,CPP、CPE会发生预冷结晶,表面率先雾化;PET则会因表面散热不均,导致流平性下降,同时伴随边缘颈缩、厚度不均,间接提升雾度。此外,气隙过大还会增加熔体氧化风险,形成微小杂质,进一步加剧散射。
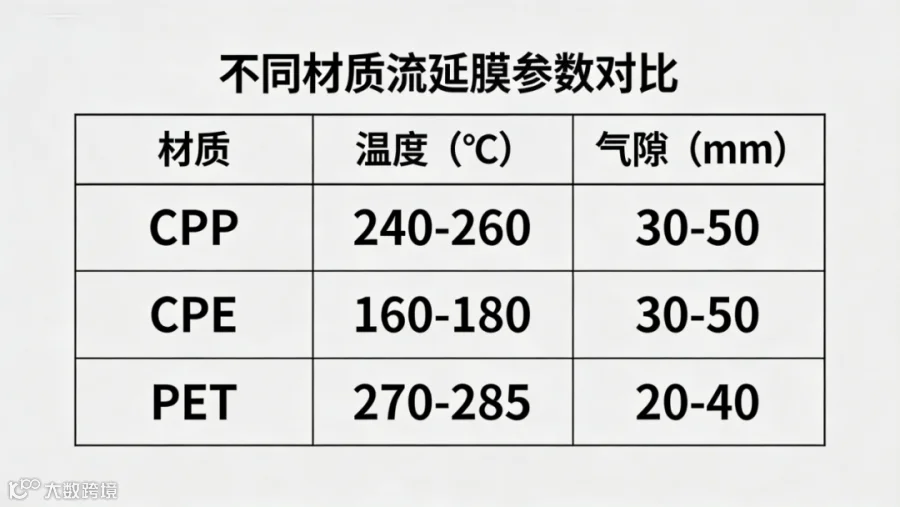
临界值参考:CPP/CPE气隙建议控制在30-50mm,PET气隙建议控制在20-40mm,需根据生产线速度微调,原则上“能近勿远”,避免模头与辊面碰撞即可。
元凶三:挤出温度偏低 —— 晶核残留引发的连锁反应
核心原理:挤出温度不足时,聚合物熔体中的残留晶核无法完全熔融消除,这些残留晶核会成为异相成核中心,加速CPP、CPE的结晶速度,形成大量细小但密集的晶体,晶体界面散射叠加,导致雾度上升;同时熔体粘度偏高,流动性不足,表面流平性差,加剧表面散射。
PET对挤出温度更敏感,温度偏低不仅会残留晶核,还会导致熔体塑化不均,形成微小团聚体,这些团聚体既是结晶中心,也是光线散射点,双重影响透明度。
参数参考:CPP挤出机计量段温度建议240-260℃,模头温度250-270℃;CPE计量段温度160-180℃,模头温度170-190℃;PET计量段温度270-285℃,模头温度275-290℃。
元凶四:模头与模唇缺陷 —— 表面散射的直接诱因
核心原理:模唇是薄膜成型的“最终模具”,若模唇光洁度不足(Ra值超过0.2μm)、存在积碳(Die Lines)、划痕或缺口,会在薄膜表面压出微观沟槽或凸起,增加表面粗糙度,引发漫反射。对于PET流延膜,模唇缺陷的影响更显著——PET薄膜表面张力较大,微小瑕疵会被放大,雾度上升幅度高于CPP/CPE。
高发场景:长期生产后模唇积碳未及时清理;模唇磨损、修复后光洁度不达标;模头内部流道结垢,导致熔体出料不均,表面形成波纹。

提升流延膜透明度的核心逻辑的“高温塑化、快速定型”,即通过强化熔体熔融均匀性,缩短分子链结晶时间,同时优化表面成型质量,从根源上抑制光线散射。具体操作如下:
策略一:极限冷却强化 —— 立竿见影的核心手段
1、精准调控急冷辊温度:CPP控制在20-30℃,CPE控制在15-25℃,PET控制在30-40℃。温度越低透明度越优,但需规避极端风险——CPP/CPE温度过低易导致模头结露滴水,PET温度过低易出现薄膜脆化、析出物堵塞气刀,需通过小批量试验找到平衡点。
2、强化膜辊贴合度:调节气刀风压(CPP/CPE建议0.3-0.5MPa,PET建议0.4-0.6MPa),调整气刀角度至与辊面呈30-45°,确保熔体被紧密“压合”在急冷辊表面,消除微观空气层;高速生产线(线速>150m/min)需开启真空箱,从辊面背面吸气辅助贴合,进一步提升冷却均匀性。
3、优化急冷辊维护:定期清理辊面结垢、划痕,确保表面光洁;检查内部水路,疏通堵塞流道,保证辊面温差≤±1℃,避免局部冷却不足引发结晶不均。
策略二:挤出工艺优化 —— 从源头消除晶核与不均
1、提升熔体塑化温度:在设备承受范围内,适当提高挤出机计量段和模头温度——CPP计量段提至240-260℃、模头250-270℃;CPE计量段170-185℃、模头180-195℃;PET计量段275-290℃、模头280-295℃。实验数据表明,熔体温度每提升10℃,同等冷却条件下雾度可降低0.5%-1.0%,同时能彻底消除残留晶核,降低熔体粘度,提升表面流平性。
2、缩短气隙距离:CPP/CPE控制在30-50mm,PET控制在20-40mm,线速越快气隙应越短。调整模头位置时,需确保唇口与急冷辊平行,避免单侧气隙过大导致薄膜单边发雾。
3、优化螺杆转速与背压:适当提高螺杆转速(CPP/CPE 80-120r/min,PET 60-100r/min),增加背压(CPP/CPE 1.5-2.5MPa,PET 2.0-3.0MPa),强化熔体混合均匀性,避免塑化不足引发的结晶不均。
策略三:原料与配方微调 —— 工艺极限后的补充方案
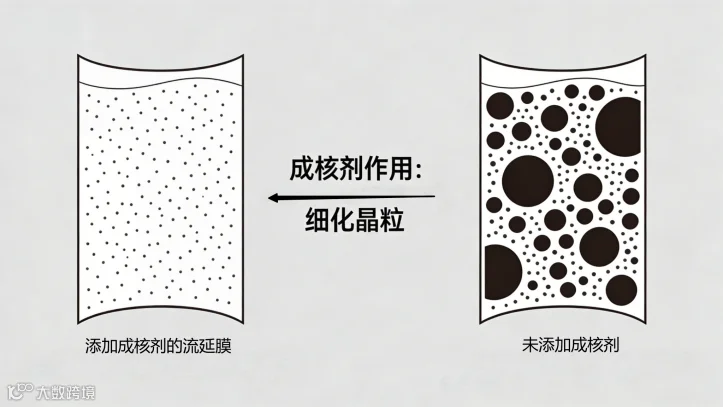
1、添加专用透明助剂:CPP/CPE可添加山梨醇类、磷酸酯类透明成核剂,添加量0.1%-0.3%,通过提供海量微小晶核,抑制大尺寸球晶形成,让结晶结构更细密均匀;PET可添加成核剂与消雾剂复合体系,不仅优化结晶,还能改善表面亲水性,减少雾化。
2、优选原料型号:CPP/CPE选择高熔融指数(MFI)原料(CPP MFI 8-15g/10min,CPE MFI 5-10g/10min),流动性更优,易流平且表面光泽度高;PET选择低结晶度、高纯度原料,规避杂质引发的散射。
3、控制原料含水率:PET吸湿性强,原料含水率需控制在50ppm以下,否则高温挤出时会发生水解,产生微小杂质,降低透明度;CPP/CPE含水率需控制在100ppm以下,避免气泡形成。
策略四:模头精细化维护 —— 消除表面散射根源
1、定期清理模唇:每生产8-12小时,停机清理模唇积碳,使用专用刮刀(避免划伤模唇)配合无水乙醇擦拭,确保唇口锐利、光洁;长期生产后,对模唇进行抛光处理,保证Ra值≤0.1μm。
2、检查模头流道:定期拆解模头,清理内部流道结垢、残留物料,确保熔体出料均匀;对于PET生产线,需额外检查模头加热圈,避免局部温度不足导致熔体冷却结块。
3、优化模唇开度:根据薄膜厚度微调模唇开度,避免单侧过厚或过薄,同时确保唇口与急冷辊平行度误差≤0.02mm,防止薄膜表面出现波纹。

流延膜透明度的控制,本质上是一场“与分子链结晶速度的赛跑”——必须在分子链完成有序排列前,通过快速冷却将其“冻结”,同时确保表面成型无缺陷。核心口诀可概括为:料要热、辊要冷、气隙短、风要猛、模要净。
需特别注意:不同材质的调控重点不同——CPP/CPE聚焦“抑制大球晶”,核心是强化冷却与成核;PET聚焦“均匀塑化与表面成型”,核心是精准控温与模头维护。生产中可通过“单一变量法”排查问题:先调整冷却参数,再优化挤出温度,最后检查模头与原料,逐步锁定致雾根源。
掌握这套逻辑与SOP,无论是CPP、CPE还是PET流延膜,都能稳定产出晶莹剔透、雾度达标的产品,彻底告别“磨砂玻璃”困境,守住订单品质底线。


END
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!