


什么是塑料母粒?
3 分钟看懂核心定义
塑料母粒本质是助剂浓缩体:通过特殊工艺将颜料、阻燃剂、抗静电剂等塑料助剂,以远超常规添加量的比例(通常是制品需求的 5-20 倍)负载在载体树脂中,制成颗粒状产品。
在实际生产中,厂家无需单独添加多种助剂,只需按比例混入相应母粒,就能一次性实现制品的功能升级。这种一站式解决方案,既避免了助剂分散不均的问题,又大幅提升了生产效率 —— 比如制作红色塑料盆时,加 10% 色母粒比直接加 0.5% 颜料更易混合均匀,废品率可降低 30% 以上。
目前已产业化的母粒细分品类超 50 种,按功能可分为六大类:
色母粒:给塑料“穿新衣”,涵盖单色、复合色、珠光 / 荧光等类型,广泛用于包装膜、玩具;
填充母粒:以碳酸钙、滑石粉为核心,降低原料成本同时提升制品刚性,常用于管材、注塑件;
阻燃母粒:赋予塑料防火性能,分为卤素型、无卤型,关键应用于家电外壳、电线电缆;
聚烯烃稳定化母粒:抵抗光、热老化,延长农膜、户外管材的使用寿命;
农膜专用母粒:含保温、流滴、抗老化等功能,是现代农业地膜的必备配方;
多功能复合母粒:集阻燃 + 抗静电、填充 + 耐磨等功能于一体,适配高端制造需求。

显微镜下的母粒:
四层结构藏着“功能密码”
优质母粒的性能,源于其精密的层状结构设计。就像一层一层包裹的功能胶囊,每一层都有明确分工:
1. 核心层:填料核(占比 50%-80%)
作用:决定母粒的基础性能,比如填充母粒的成本控制、阻燃母粒的防火效率。
常见原料:碳酸钙(性价比之选)、滑石粉(提升刚性)、硅灰石(增强耐候性)、玻璃微珠(轻量化)。
关键要求:粒度必须达到 1250 目以上(约等于头发直径的 1/10),否则会导致制品表面粗糙、力学性能下降。
2.粘结层:偶联层(占填料量 0.5%-3%)
作用:解决填料与树脂不兼容的痛点,就像“胶水”一样增强两者的结合力。
常用材料:钛酸酯(适配碳酸钙)、硅烷(适配玻璃微珠)、铝酸酯(低成本选项),有时会搭配双马来亚胺等交联剂增强效果。
工艺细节:需用乙醇、甲苯等稀释剂稀释后均匀包覆,否则会出现局部粘结不良。
3.分散层:(占比≤5%)
作用:防止填料抱团聚集,保证母粒在塑料中均匀分散。
典型成分:硬脂酸、硬脂酸锌、低分子量聚乙烯蜡,这类物质能降低物料间的摩擦力,提升加工流动性。
4. 兼容层:增混层(占比 15%-30%)
作用:让母粒与目标塑料无缝衔接,比如用于 PVC 制品的母粒,必须选 AMS 树脂作载体。
常用载体:
聚烯烃类(LDPE、LLDPE、PP):适配薄膜、注塑件;
接枝树脂(马来酸酐接枝 PE):适配高端复合材料;
共混载体(LDPE+LLDPE):兼顾流动性与相容性。

生产工艺全解析:
从原料到母粒的 7 步变身
塑料母粒的生产,核心是均匀混合 + 精准造粒。目前主流工艺以挤出法为主,传统的两辊开炼法、密炼法因效率低、分散差已逐渐被替代。下面重点拆解挤出法的完整流程、核心设备及操作要点。
7 步标准工艺流程
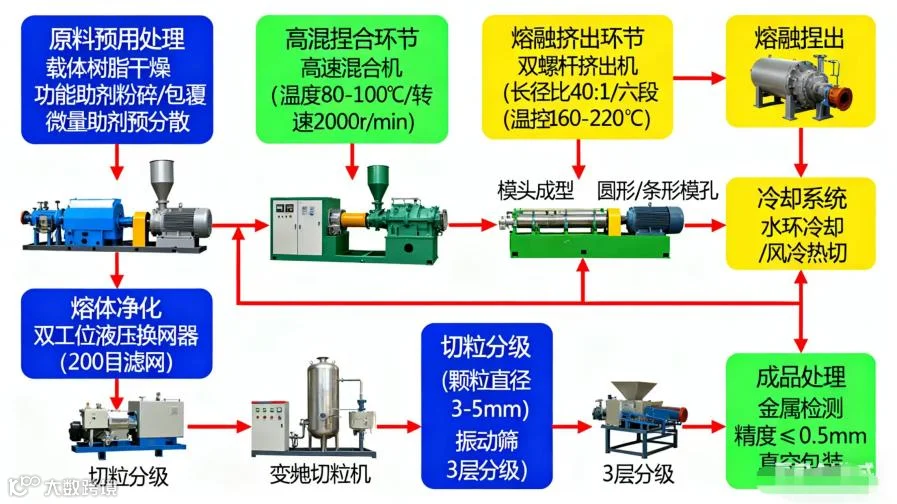
1. 原料精准称量
按照预设配方对填料、功能助剂及载体树脂进行精准称量操作,称量误差严格控制在≤0.1% 。此精度要求是保障最终产品功能稳定性的核心前提 —— 原料配比偏差超出阈值时,易导致助剂有效浓度不足、填料分散失衡或树脂基体相容性下降,直接影响产品的力学性能、功能性指标及批次一致性。

2. 高温预混合
将称量完成的所有原料一次性投入高速混合机,启动设备后控制腔体内温度维持在 80-100℃ ,同时以高速搅拌模式运行 5-10 分钟 。该工序的核心作用是借助高温环境加速助剂分子活化,配合高速搅拌产生的离心力与剪切力,促使液体或粉末状助剂均匀附着于载体树脂颗粒表面,形成初步包覆结构,为后续挤出过程中的深度分散奠定基础,可有效避免后续工序中出现助剂局部团聚现象。

3. 挤出塑化与分散
预混合物料经喂料装置连续送入双螺杆挤出机,机筒通过分段控温系统形成梯度温度场,使体系内载体树脂、热敏性助剂等不同原料在各自对应的熔融温度区间内依次完成熔融塑化。随后,螺杆组件通过正向输送与反向啮合产生的强力剪切、混炼与输送作用,将 “助剂 - 树脂 - 填料” 三相组分的物理混合状态转化为分子级别的均一分散体系,确保填料颗粒被树脂基体充分包覆,助剂分子均匀溶解于树脂熔体内,最终形成性能均一的熔融料流。
4. 低温冷却定型
挤出机模头挤出的连续熔融条料,直接进入水温控制在 20-30℃ 的冷却水槽中进行快速降温。采用中低温水浴冷却的目的是通过快速带走条料热量,使熔融态树脂迅速固化定型,避免因冷却速度过慢导致树脂分子链有序排列形成粗大结晶颗粒,进而引发后续切粒过程中出现颗粒开裂、表面粗糙等问题,同时保障颗粒内部结构的致密性。

5. 精准切粒加工
冷却至室温的固化条料经牵引装置输送至切粒机,通过高速旋转的切刀与定刀的精密配合,将条料切割为长度 3-5mm 的圆柱形颗粒,且长度误差严格控制在≤0.2mm 。该精度控制可确保颗粒的堆积密度均一,减少后续包装与运输过程中的颗粒分级现象,同时保障注塑、吹膜等下游加工时的喂料稳定性。

6. 筛分检验与质控
切割完成的颗粒首先通过振动筛进行物理筛选,利用不同目数的筛网去除加工过程中产生的粉末杂质及超长、畸形颗粒,降低下游加工时的设备堵塞风险。筛选后的合格颗粒需抽样进行关键指标检测,核心检测项目包括:通过显微镜观察填料与助剂的分散均匀性、采用熔融指数仪测定熔体流动速率(MFR)、结合红外光谱检测助剂含量等,确保产品各项指标符合质量标准后方可进入下一工序。
7. 真空包装与仓储
合格颗粒采用多层复合膜进行真空包装,通过抽真空去除包装内空气,可有效隔绝水分与氧气,避免助剂氧化失效或树脂颗粒吸潮。包装完成后按生产批号进行分类标识,送入温度控制在 25℃以下 的恒温仓储区存放,同时需保障仓储环境相对湿度≤60%,进一步防止颗粒吸潮导致的加工性能下降,确保产品在保质期内保持稳定的品质状态。
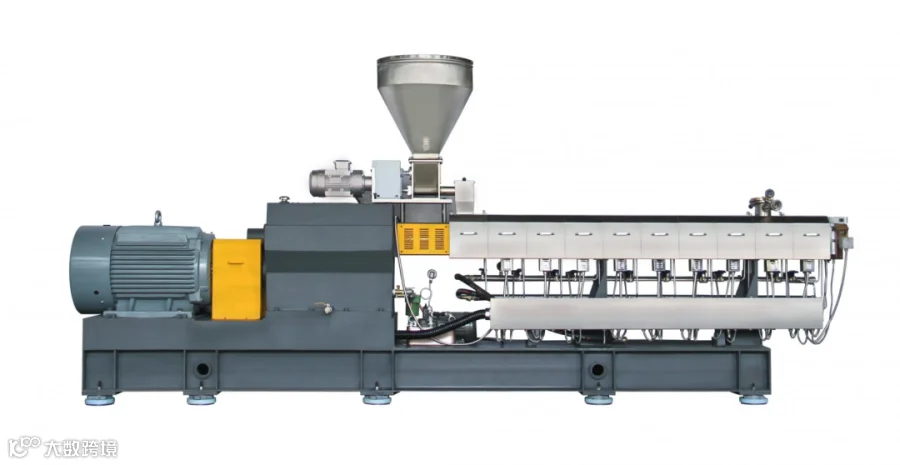
核心设备:挤出机的选型与构造
挤出机是母粒生产的“心脏”,目前主流使用双螺杆挤出机,相比单螺杆挤出机,其剪切混合能力提升 40% 以上,是高端母粒的必备设备。
1. 双螺杆挤出机的关键构造
螺杆组件:由输送块、捏合块、反向螺纹块组成,通过不同组合实现“输送 - 混合 - 剪切”的精准控制(比如阻燃母粒需增加捏合块数量增强分散);

机筒:采用分段加热,根据设备大小决定加热段的数量,温度从进料口到机头逐步升高;
机头与滤网:机头装有 200 目滤网,过滤杂质和未分散的填料,保证颗粒光滑;
驱动系统:电机功率根据产能选择(变频电机可以节约能耗),转速可调节。
2. 设备操作 3 大核心注意事项
开机前检查:
① 确认螺杆、机筒内无残留物料(尤其是换色母粒时,需用 PE 树脂清洗 3 次以上);
② 检查冷却水循环是否正常(水温超过 35℃需更换,否则会导致条料冷却不足);
③ 空载启动电机,确认螺杆转向正确(反向会损坏设备)。
运行中监控:
① 实时观察电流变化(正常范围 50-80A,突然升高可能是滤网堵塞,需立即停机更换);
② 检查条料外观(出现毛刺可能是温度过高,表面发黏则是冷却不足);
③ 每 30 分钟取样检测熔融指数(MI 值波动≤0.5g/10min 为合格)。
停机后维护:
① 先关闭喂料机,待机筒内物料排空后再停机;
② 用专用工具清理机头和滤网,避免残留物料碳化(下次开机易产生黑点);
③ 每周检查螺杆磨损情况(捏合块磨损超过 0.5mm 需更换,否则影响混合效果)。
新技术突破:解决传统工艺痛点
传统挤出法存在助剂分散不均、载体粘结差等问题,近年来新技术不断涌现:
聚合物包裹技术:用 LDPE 先包覆填料,再与载体混合,分散性提升 20%;
液相共混法:将助剂溶解后与填料混合,适用于难分散的纳米级助剂;
分子自组装技术:让助剂在载体中形成有序结构,功能效率提升 30% 以上。

结语:
母粒产业的未来已来
随着塑料工业向轻量化、功能化、环保化转型,母粒的角色愈发关键:既能通过填充母粒降低塑料用量(每万吨填充母粒可减少 2000 吨树脂消耗),又能通过无卤阻燃母粒助力“双碳”目标。从日常用品到高端制造,这颗小小的功能颗粒,正在撑起万亿塑料产业的创新升级。
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!