
在塑料加工产业链中,功能母粒是决定下游制品“特殊技能”的核心 —— 小到食品包装的抗菌性,大到新能源汽车部件的阻燃性,都依赖母粒的稳定表现。但不少企业在生产中常陷入困境:批次母粒分散差,制品满是斑点;色泽偏差导致客户拒收;MFR 波动让后续加工频繁卡壳…… 据行业数据统计,这类问题平均导致 12%-18% 的原料浪费,生产效率降低 30% 以上。
今天,小玖针对功能母粒生产中最高频的5大问题,从“现象识别→根源拆解→可落地解决方案” 全流程梳理,帮你精准打通生产堵点。

颜料 / 助剂分散不均:
母粒 “失效” 的头号杀手
1、常见表现
颗粒层面:母粒切开后肉眼可见颜料团聚块(直径超 0.5mm);
制品层面:注塑件表面出现“星点斑”、“流纹”(如家电外壳的阻燃母粒分散差,局部阻燃等级不达标),PET 薄膜出现“晶点”(直径 0.3-0.8mm),吹塑瓶身有“云雾状斑纹”;
性能层面:抗氧母粒制成的管材,部分区域易老化开裂;抗菌母粒的薄膜抑菌率忽高忽低(差值超 20%)。

2、问题成因
原料预处理“不到位”:颜料 / 助剂粒径过粗(如超过 10μm),未做细化处理 —— 颗粒间范德华力强,易“抱团”,无法与载体树脂(如 PE、PP)均匀融合;部分无机助剂(如滑石粉)表面亲水,与疏水树脂相容性差,进一步加剧团聚。
混合工艺“不合理”:
投加顺序错:先加树脂后加助剂,助剂被树脂颗粒包裹,无法渗透分散;
参数不匹配:高速混合机转速低于600r/min,或混合时间不足3min,物料未达到“软化融合点”就停机。
螺杆组合“不匹配”:双螺杆挤出机的“剪切 - 混炼段”配置薄弱(如仅用普通输送块),剪切力不足以打破助剂团聚体,导致分散效果差。
原料特性:PET 树脂熔体黏度高(250℃时黏度约 1000Pa・s),颜料颗粒(如钛白粉)易被包裹,难以渗透分散;
水解影响:PET 树脂吸潮后(含水率>0.05%),加工中会发生水解断链,生成低分子物质,阻碍助剂与树脂融合。
3、科学解决方案
原料预处理优化
粒径控制:对粒径>10μm 的颜料,用气流粉碎机(风压 0.6-0.8MPa)或湿法研磨(介质球径 0.8-1.2mm)处理至 3-5μm;
原料干燥:PET 树脂需在 120-150℃烘箱中干燥 4-6h,含水率控制在≤0.03%(用卡尔费休水分仪检测);
表面活化:添加 0.5%-1.2% 的偶联剂(硅烷偶联剂适合无机颜料,钛酸酯偶联剂适合填充型助剂),在高速混合机中 80-90℃下搅拌 3-5min,提升与树脂的相容性;
效果验证:用显微镜观察处理后颜料,团聚体占比需<5%。
混合工艺调整
投加顺序:先加颜料 / 助剂→再加分散剂(如聚乙烯蜡,添加量 2%-3%)→最后加载体树脂;
参数设定:高速混合机转速 800-1200r/min,混合时间 5-8min,待物料温度达到载体树脂软化点(PE 约 110℃、PP 约 140℃)时停机出料。
温度匹配:PET混合阶段温度设定 160-180℃(预热 PET 树脂,降低熔体黏度),高速混合机转速 1000-1300r/min,混合时间 8-10min。
螺杆组合升级
在喂料段后增加1-2 组“反向剪切块”(提升局部剪切力);
混炼段采用“错列盘 + 齿形盘”组合(扩大物料接触面积);
螺杆转速控制:根据树脂熔点调整,PE母粒350-450r/min,PP母粒300-400r/min,避免转速过高导致物料过热。
螺杆升级:PET母粒用双螺杆挤出机增设“高温混炼段”,配置 3 组“齿形盘 + 屏障型螺杆元件”,提升剪切分散力;

母粒色泽偏差:
下游拒收的 “重灾区”
1、常见表现
同批次母粒颜色深浅差超ΔE2.0(行业验收标准≤ΔE1.5);
与客户色卡比对,出现“偏红 / 偏黄”等色光偏差;
严重时出现“色迁移”:母粒与透明PE膜接触24h后,膜面被染色。
色光偏移:同批次 PET 母粒与色卡比对,易出现 “偏蓝”(因 PET 高温下轻微降解,生成微量羰基化合物);
色牢度差:PET 纤维用母粒制成面料后,经高温水洗(60℃以上),色牢度低于 4 级(标准≥4.5 级)。
2、问题成因
颜料配比“精度差”:
人工称重误差超 ±0.5%(如100kg物料中,颜料少加0.5kg就会导致颜色偏浅);
颜料受潮结块(如有机颜料吸潮后,实际投料量不足,且结块颗粒无法分散)。
温度控制“失准”:
温度过高:有机颜料(如偶氮类)在220℃以上易分解,导致颜色变浅、色光偏移;
温度过低:树脂塑化不完全(如PE塑化温度低于160℃),颜料无法均匀附着在树脂分子上,出现 “色花”。
高温降解:PET 加工温度(240-270℃)接近有机颜料(如酞菁蓝)耐受上限,长时间高温导致颜料分子结构破坏;
色迁移“隐患未规避”:
颜料与载体相容性差(如用油溶性颜料配水溶性树脂载体);
增塑剂添加过量(超过 8%),加速颜料分子迁移。
水洗迁移:PET 树脂极性强,若选用非极性颜料(如偶氮红),相容性差,水洗时易脱落。
3、科学解决方案
精准控制颜料配比:
设备升级:采用自动称重配料系统(精度 ±0.1%),每批次物料称重后二次复核;
颜料储存:开封后用密封罐保存,湿度控制在 40%-60%;若结块,用 100 目不锈钢筛网筛选后再使用;
小试验证:批量生产前先做 500g 小试,用色差仪(如美能达 CR-400)检测 ΔE 值,达标后再放大生产。
严格把控温度参数:
设备配套:在料筒 1-3 段加装温度传感器,实时监控并联动控温系统,避免局部过热。
规避色迁移风险:
颜料选择:PE 载体选聚乙烯蜡包覆的颜料,PP 载体选聚丙烯蜡包覆的颜料,PET载体优先用耐高温(≥280℃)的偶氮缩合类、酞菁类颜料,如酞菁蓝 15:3(耐温 280℃),提升相容性;
助剂控制:增塑剂添加量≤5%;生产浅色母粒时,添加 0.2-0.5% 硬脂酸钙(抗迁移剂);
迁移测试:将母粒与透明树脂按 1:10 混合注塑成样条,在 50℃烘箱中放置 48h,观察是否染色。
色牢度强化:PET母粒添加 0.3%-0.5% 的聚酰胺蜡(色牢度提升剂),在高速混合机中 90-100℃下搅拌 4-5min,增强颜料与 PET 的结合力。
MFR 不稳定:
后续加工的 “隐形障碍”
1、常见表现
同批次母粒 MFR 差值超 2g/10min(如标准要求 12±1g/10min,实际波动到 10-13g/10min);
下游影响:注塑时缺料(MFR 过低,流动性差)或飞边(MFR 过高,流动性过强);吹膜时薄膜厚度偏差超 10%。
2、 问题成因
树脂原料“波动大”:
不同批次载体树脂黏度差异大(如 PP 树脂 MFR 从 10g/10min 跳到 15g/10min);
树脂中低分子挥发物多(如 PE 树脂含蜡量超标),加工时挥发导致 MFR 不稳定。
挤出机压力“失控”:
喂料速度波动超 ±5%(如喂料机转速忽快忽慢,导致料筒内物料量不均);
螺杆背压调整不当(如背压低于 1MPa,塑化不充分;高于 3MPa,物料过度剪切导致 MFR 升高)。
冷却定型“不及时”:
冷却水温超 40℃,母粒未完全固化就切粒,后续储存中易二次熔融;
冷却时间不足 2min,母粒内部余热未散,导致 MFR 检测值偏高。
3、科学解决方案
统一树脂原料标准:
采购要求:固定同一厂家、同一牌号的载体树脂(如 PP 选均聚级 HHP4250);
入厂检测:每批次树脂到货后,用熔体流动速率仪(190℃/2.16kg)检测 MFR,差值需≤1g/10min;
预处理:若树脂挥发物高,在混合前于 80-100℃烘箱中干燥 2-3h,去除低分子物质。
稳定挤出机压力:
喂料控制:采用变频喂料机,转速波动≤±2%,并与挤出机螺杆转速联动(如螺杆转速 300r/min 时,喂料转速设定 15r/min);
背压调整:根据树脂塑化情况设定,PE 母粒 1-2MPa,PP 母粒 2-3MPa,通过料筒末端压力传感器实时监控,波动超 ±0.5MPa 时自动调整。
优化冷却定型工艺:
冷却水温:20-30℃(用冷却塔循环控温,避免水温波动);
冷却时间:母粒在冷却水中停留≥3min,确保中心温度降至室温;
干燥处理:切粒后用风选干燥(风速 1.5-2m/s),母粒含水率需≤0.1%(用水分测定仪检测)。
功能性不达标:
母粒“名不副实”的核心问题
1、常见表现
阻燃母粒:按 1:20 添加到 PP 中,无法通过 UL94 V0 级(燃烧时间超 10s);
抗氧母粒:制成的 PE 管材在 80℃老化试验中,断裂伸长率保留率低于 50%(标准≥70%);
抗菌母粒:抑菌率低于 90%(国标要求≥99%)。
2、问题成因
功能助剂“活性差”:
储存不当:阻燃剂(如氢氧化镁)吸潮结块,活性降低;抗氧剂(如 1010)遇光分解,有效成分减少;
纯度不足:采购工业级抗菌剂(纯度<95%),含杂质多,影响抑菌效果。
助剂添加“量不足”:
为降成本少加助剂:如阻燃母粒中阻燃剂添加量低于 50%(UL94 V0 级需 60-70%);
计算错误:将“母粒添加比例”误算为“助剂添加比例”(如客户要求制品中阻燃剂含量 3%,母粒需添加 60%,而非 3%)。
加工过程“损耗大”:
温度过高:溴系阻燃剂在 250℃以上分解,失去阻燃效果;
排气失效:真空排气系统真空度低于 -0.07MPa,挥发性助剂(如部分抗菌剂)流失。
3、科学解决方案(附检测标准)
选用高活性助剂:
阻燃剂:选十溴二苯醚(纯度≥98%)或氢氧化镁(粒径≤2μm,活化度≥95%);
抗氧剂:选 1010(纯度≥99%)+168(纯度≥99%)复配(比例 1:2),提升抗老化效果;
储存条件:避光、干燥、通风,保质期≤12 个月,超期需重新检测活性。
精准控制助剂添加量:
计算公式:母粒中助剂添加量 =(制品要求助剂含量 ÷ 母粒添加比例)×100%;
示例:制品需阻燃剂含量 3%,母粒添加比例 5%,则母粒中阻燃剂添加量 =(3%÷5%)×100%=60%;
小试验证:每批次生产前做 1kg 小试,按下游工艺制成样品,检测功能指标(如阻燃性送第三方检测机构测 UL94 等级)。
减少加工损耗:
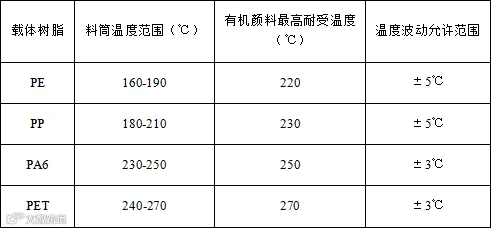
温度控制:溴系阻燃母粒≤230℃,磷系阻燃母粒≤240℃,抗氧母粒≤220℃;
排气优化:开启二级真空排气,真空度-0.08~-0.09MPa,及时排出挥发物;
助剂保护:对易分解助剂(如某些抗菌剂),添加0.5-1% 硬脂酸锌(热稳定剂),减少高温损耗。
母粒颗粒不规则:
包装与投料的 “细节难题”
1、常见表现
连粒:每批次中≥3颗颗粒粘连的“连粒”占比超 5%;
碎粒:颗粒破碎率超5%(过20目筛网时,筛下碎粒重量占比高);
异形粒:颗粒呈椭圆形或扁平状(标准为圆柱形,直径2-3mm,长度3-4mm)。
2、问题成因
切粒工艺“参数错”:
切粒机转速与挤出速度不匹配:转速过快(如挤出速度 50kg/h,切粒转速 1500r/min)导致碎粒;转速过慢(如 800r/min)导致连粒;
切刀间隙过大(超 0.1mm),切割时颗粒边缘不整齐。
冷却“不当”:
冷却水温过低(<15℃):母粒脆化,切割时易破碎;
冷却不及时:挤出料条未完全冷却(表面温度>40℃)就进入切粒机,导致连粒。
设备“维护差”:
切刀磨损:刀刃变钝(使用超 50 吨母粒后未更换),切割时挤压颗粒而非切断;
切刀安装偏差:切刀与模板不垂直(偏差超 0.02mm),导致颗粒形状不规则。
3、科学解决方案
匹配切粒与挤出速度:
计算公式:切粒机转速(r/min)=(挤出量 kg/h × 1000)÷(颗粒重量 g / 粒 × 60);
示例:挤出量 50kg/h,颗粒重量 0.05g / 粒,则转速 =(50×1000)÷(0.05×60)≈1667r/min;
切刀间隙:调整为 0.05-0.1mm,每 2h 检查一次间隙是否偏移。
优化冷却参数:
冷却水温:普通 PE/PP 母粒 20-25℃;高熔点树脂(如 PA6)30-35℃;
冷却路径:料条从挤出机模头出来后,先经过 3-5m 长的冷却水槽(水位没过料条),再进入切粒机,确保料条冷却至室温。
定期维护设备:
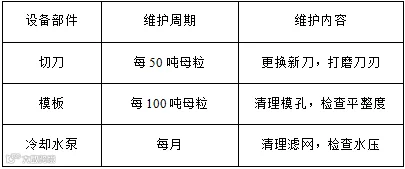
筛选处理:切粒后通过 10-20 目振动筛,分离碎粒和连粒,碎粒可按≤10% 比例回炼(需重新检测性能)。
高品质母粒,
始于“细节管控”
功能母粒的生产没有“捷径”,从原料入厂检测到成品出库复核,每一个参数的偏差都可能导致 “千里之堤,溃于蚁穴”。建议企业建立“工艺参数记录表 + 问题追溯台账”:
记录每批次的原料型号、混合参数、挤出温度、成品性能;
遇到问题时,通过台账快速定位根源(如某批次 MFR 波动,可回溯是否更换了树脂批次);
定期组织员工培训,确保操作符合工艺标准(如称重、控温等关键环节)。
如果你的生产中还遇到 “特殊树脂母粒(如 PET、PVC)加工难题”“功能助剂复配冲突” 等问题,欢迎在评论区留言,我们将为你提供定制化技术方案!
- END -
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!