
在塑料薄膜生产与应用圈子里,有一个问题几乎是行业新人的“入门必考题”,也是很多采购与技术伙伴反复确认的核心疑问:同样是塑料薄膜,为什么流延膜的厚度均匀性,通常明显优于吹膜?
是设备更贵?工艺更复杂?还是有什么底层原理在起作用?
今天这篇文章,小玖不讲晦涩公式,不堆专业术语,从宏观表现、量化数据、微观原理、工艺本质四个维度,用通俗好懂的语言,把这件事彻底讲明白。
先看差距:
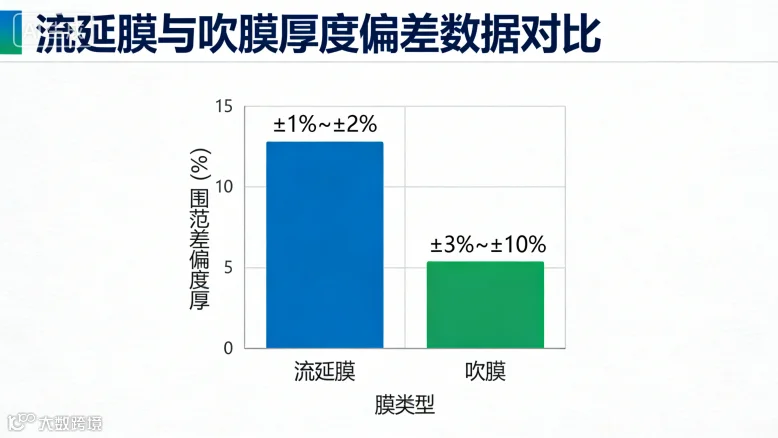
厚度均匀性差多少?数据会说话
在薄膜行业,厚度均匀性不是模糊的手感问题,而是有明确量化指标、直接决定产品等级与应用场景的关键参数。
流延膜:常规生产线厚度偏差可稳定控制在±2%以内;高端光学级、电子级生产线,精度能达到±1%甚至±0.5%,全幅宽度内厚薄差可控制在1μm以内。
吹塑膜:普通吹膜厚度偏差普遍在±5%~10%;即便配备自动风环、稳定架的高配设备,也大多只能做到±3%左右,很难突破流延的精度下限。
肉眼观察更直观:
流延膜表面平整如镜,无条纹、无厚薄起伏,高速印刷、精密复合不挂料、不起皱。
吹膜常常能看到纵向厚度条纹,像树木年轮一样一圈圈分布,这就是典型的厚薄不均痕迹。
这种差异,直接划分了两大应用阵营
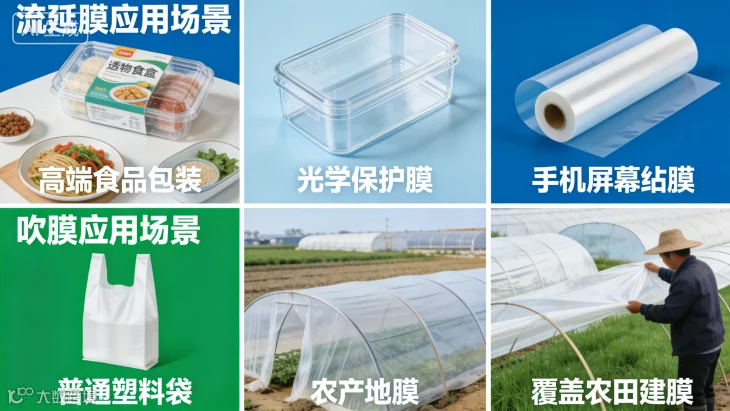
必须用流延的高精度场景:
高端食品包装、光学保护膜、电容薄膜、电子离型膜、医药包装膜。这些领域对厚度波动极其敏感,偏差超过2%就可能直接报废。
吹膜更具性价比的场景:
普通塑料袋、快递袋、民用保鲜膜、农用地膜、普通工业包装膜。这类场景对均匀性要求宽松,更看重成本与灵活性。
可以说,厚度均匀性,就是流延与吹膜最核心的“分水岭”。
核心解密:
四大根源,决定天生差距
为什么两种工艺会出现如此明显的精度差异?答案藏在冷却、拉伸、模头、运行稳定性四个最底层的环节里。
1. 冷却方式:接触式极速定型 vs 空气式被动冷却
流延膜的冷却逻辑,是“一秒锁形”:
熔体从模头挤出后,立刻紧密贴附在高精度镀铬冷却辊上,金属高导热效率让膜面瞬间、同步、均匀固化。
冷辊加工精度达镜面级,温度分区控制误差≤±1℃,相当于给薄膜提供了“绝对平整的定型模具”。
吹膜的冷却逻辑,是“随风慢冷”:
膜泡依靠环形风环吹出的空气冷却,天然存在三大短板:
空气导热效率远低于金属,冷却慢,结晶不均匀;
风环360°风速、风温很难完全一致,局部快冷、局部慢冷;
膜泡悬空无依托,轻微抖动就会改变冷却效果。
打个比方:
流延冷却=煎饼精准贴在恒温铁锅上,厚薄一致;
吹膜冷却=用吹风机吹悬空的气球,很难做到各处均匀。
2. 分子取向:单向稳定拉伸 vs 双向自由拉伸
流延工艺只做纵向稳定牵引,横向几乎不拉伸:
分子排列有序、内应力均匀,牵引速度波动可控制在0.1%以内,从源头保证厚度一致。
吹膜是纵向牵引+横向吹胀的双向同步拉伸:
既要向上拉,又要向外吹,两个方向的张力平衡极难控制。膜泡就像一个“摇摆的软气球”,气流、温度、张力稍有波动,就会出现局部偏薄、偏厚。
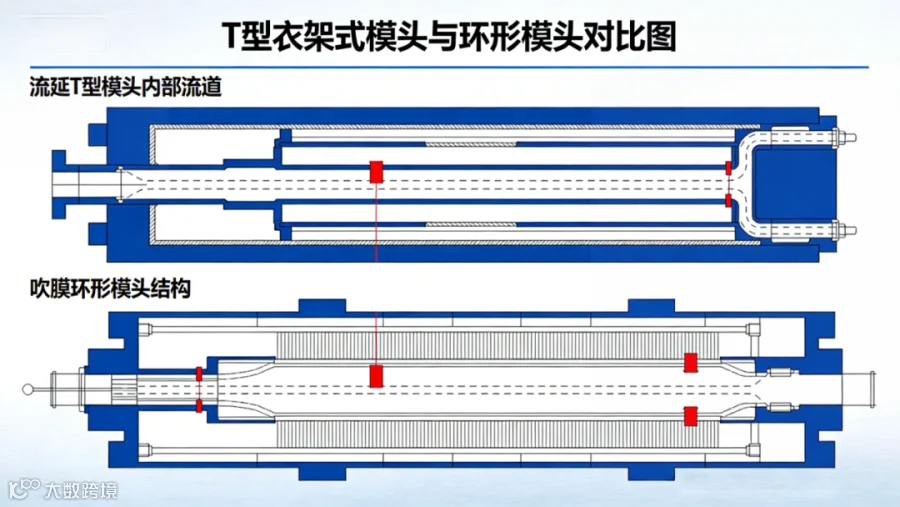
3. 模头设计:T型平模精准调控 vs 环形模全周均衡难题
流延采用T型衣架式模头:
熔体流道设计成熟,配备热螺栓、自动柔性模唇,可在线实时微调局部出料量,自动补偿厚度偏差,实现微米级精准控制。
吹膜采用环形模头:
需要保证360°圆周方向出料完全均匀,对加工精度、装配精度、温度均匀性都是极限挑战。哪怕模唇缝隙只有几微米偏差,最终都会被放大成膜泡上明显的厚薄差。
4. 运行状态:轨道式稳定运行 vs 悬空式易受干扰
流延膜全程由导辊支撑,紧贴辊面行走,路径固定、张力稳定,不受车间环境影响,像高铁在轨道上平稳行驶。
吹膜膜泡全程悬空悬浮:车间微风、门窗开关、人员走动、设备振动,都可能引发膜泡摆动、抖动,直接造成厚度波动。这也是高端吹膜车间必须密闭、稳风的原因——但即便如此,也只能降低干扰,无法彻底消除。
客观总结:
没有绝对好坏,只有场景适配
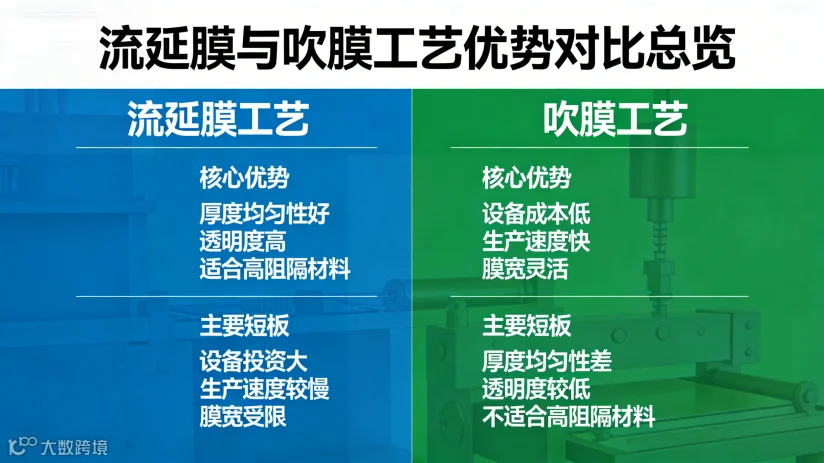
总结下来,流延膜厚度均匀性领先,是工艺路线决定的天然优势,而非单纯靠“堆设备”。
流延:接触式极速均匀冷却+单向稳定拉伸+精密模头调控=高可控、高均匀、高精度
吹膜:空气非接触冷却+双向自由拉伸+悬空运行=高灵活、低成本、均匀性有限
但这绝不代表吹膜“落后”:
吹膜投资低、换料灵活、适合小批量多规格;
随着自动风环、内冷系统、膜泡稳定架、AI厚度闭环控制的普及,吹膜均匀性正在快速提升,已能满足绝大多数民用与普通工业需求。
一句话总结:
追求极致均匀、高端精度,选流延;追求性价比、通用场景,选吹膜。
两者各有所长,共同支撑起塑料薄膜行业的完整版图。

END
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!