
在高分子材料加工的“装备矩阵”中,挤出机是当之无愧的“核心玩家”—— 从日常接触的塑料管材、食品包装薄膜,到工业领域的复合材料型材、汽车用改性树脂,几乎所有连续成型的高分子制品,都离不开它完成“物料塑化 - 稳定输送 - 模具成型”的关键流程。
而在挤出机家族里,单螺杆挤出机与双螺杆挤出机始终占据着“主力机型”的地位。但不少从业者都会有疑问:同样是挤出设备,为什么有的生产线坚持用单螺杆,有的却必须依赖双螺杆?是性能差距导致的选择,还是成本与效率的平衡结果?今天小玖就从结构本质、核心性能、场景适配三个维度,拆解这两种设备的“分工逻辑”,为你的生产选型提供专业参考。
两种挤出机的 “底层差异”
设备的性能与适用场景,从结构设计阶段就已“注定”。单螺杆与双螺杆挤出机的核心区别,集中体现在“螺杆 - 料筒”的组合形式上,这也是两者工艺特性差异的根源。
1、单螺杆挤出机:简洁高效的 “经典架构”
单螺杆挤出机的结构核心是 “单根螺杆 + 圆柱形加热料筒”,整体设计遵循“简洁化、易维护”原则,其结构演变始终围绕“提升单一物料塑化效率”展开:

基础款:采用等距等深或变距变深螺旋槽设计,通过螺杆旋转产生的摩擦力推动物料前进,结构简单、故障率低,适合入门级单一树脂加工;
进阶款:针对特定需求优化,如新增阻尼螺块(调节物料压力,解决低粘度物料“窜流” 问题,提升塑化均匀性)、排气式螺杆(在螺杆中段开设排气段,排除 PVC、PET 等树脂加工中产生的低分子挥发物,避免制品出现气泡);
特殊定制款:部分机型配备开槽料筒(在料筒进料段开设轴向槽,增强物料与料筒的摩擦力,解决聚乙烯、聚丙烯等粒料“打滑”问题,提升输送效率)、销钉料筒(在料筒内壁设置金属销钉,通过销钉切割物料团块,强化混合与塑化效果,适配中低粘度物料的加工)。
这种简洁的结构赋予单螺杆挤出机两大优势:一是占地面积小、安装调试便捷,适合车间空间有限的生产线;二是操作门槛低、维护成本少,日常只需定期检查螺杆磨损情况,无需复杂的部件校准,因此在 “单一物料连续成型” 场景中应用广泛,尤其在吹塑薄膜、普通塑料管材生产领域占据主导地位。
2、双螺杆挤出机:精密协同的 “复杂架构”
双螺杆挤出机的结构核心是“两根平行螺杆 +∞形加热料筒”,结构复杂度远高于单螺杆,但也正因如此,它具备了更强的工艺适应性。根据螺杆啮合方式、旋转方向等核心参数,双螺杆挤出机可细分为多类,不同类型对应不同的加工需求:

按啮合程度:分为全啮合型(两根螺杆的齿槽完全咬合,物料在啮合区被充分剪切、翻转,混合与自洁性能最优,适合多组分共混改性)和部分啮合型(齿槽仅部分重叠,物料输送通道更宽,输送效率高,适配高粘度、易团聚的物料);
按旋转方向:分为同向旋转(两根螺杆转向相同,剪切力温和且均匀,能减少物料降解,适合 PC/ABS 共混、玻纤增强尼龙等对混合精度要求高的工艺)和异向旋转(两根螺杆转向相反,挤压力大、塑化速度快,适合硬质 PVC 型材、高填充管材等需要高强度压实的成型场景);
按结构灵活性:主流机型采用积木式螺杆(螺杆由不同功能的螺块拼接而成,如输送螺块、混合螺块、剪切螺块,可根据物料特性灵活组合,更换工艺时无需更换整根螺杆,大幅降低设备成本)。
形料筒与啮合螺杆的组合,让双螺杆挤出机突破了单螺杆 “依赖摩擦输送” 的局限,具备了 “强制输送”“高效混合” 的核心能力,也因此成为多组分共混、高填充改性、反应挤出等复杂工艺的 “专属装备”。
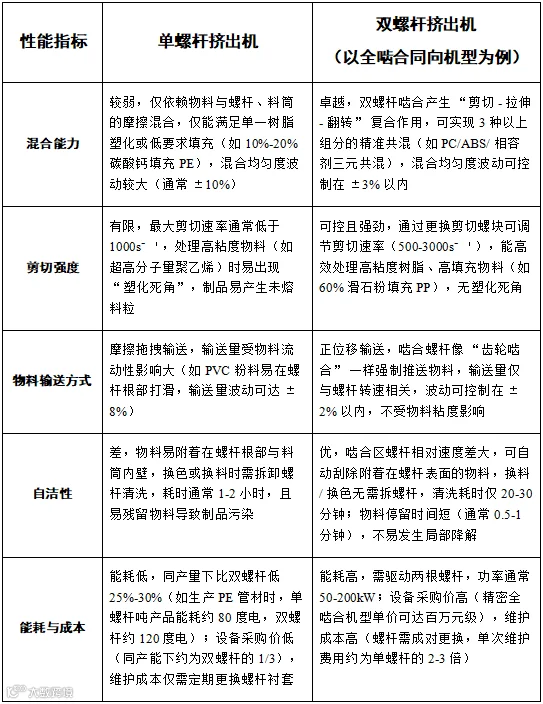
5 大维度看懂 “能力边界”
结构差异直接转化为性能差距。我们从行业最关注的 5 个维度,通过 “数据 + 案例” 的形式,对比两种设备的核心能力,帮你快速判断其适配场景。
3 类需求下的 “最优选择”
选型的核心不是“选性能最好的”,而是“选最贴合需求的”。结合行业实际应用案例,我们将常见生产需求分为 3 类,对应明确的设备选择逻辑。
1、优先选单螺杆挤出机的场景

当你的生产符合以下特征时,单螺杆挤出机是“性价比最优解”,无需盲目追求双螺杆的高性能:
物料单一:加工纯树脂(如 PE、PP、PVC 粒料),无需添加填充剂、改性剂,仅需简单塑化成型(如普通 PE 农用薄膜、PP 打包带);
混合要求低:制品性能依赖树脂本身,对组分均匀性要求不高(如塑料垃圾桶、简易管材),混合波动在±10%以内可接受;
成本敏感:生产线产能中等(如年产量 5000 吨以下),需控制设备投资与运行成本,且车间空间有限(单螺杆占地面积仅为双螺杆的 1/2)。
行业案例:某塑料管材厂生产DN20-DN110的 PPR 给水管,采用 Φ65 单螺杆挤出机,配合真空定径装置,实现 24 小时连续生产,吨产品能耗 85 度电,设备投资仅30万元,完全满足国标要求。
2、必须选双螺杆挤出机的场景

当生产涉及以下需求时,双螺杆挤出机是“唯一可行解”,单螺杆无法满足工艺要求:
多组分共混改性:需将2种以上物料(如树脂+相容剂+功能助剂)精准混合,制备高性能材料(如 PC/ABS 合金、阻燃 PP),要求组分均匀度波动≤±5%;
高粘度/高填充加工:处理高粘度树脂(如超高分子量 PE)或高填充物料(如填充量≥50% 的滑石粉 / 玻纤增强材料),需强劲剪切力实现充分塑化;
热敏感物料加工:加工 PET、PBT 等高温易降解树脂,需短停留时间(≤1 分钟)减少降解,双螺杆的自洁性与短停留特性可避免物料变色、分子量下降;
复杂工艺需求:涉及多阶排气(如去除 PET 中的水分、PVC 中的 HCl)、反应挤出(如 POE 接枝马来酸酐),需灵活的螺杆组合与精准温控(温度波动≤±2℃)。
行业案例:某汽车材料厂生产玻纤增强 PA66(玻纤含量 30%),用于汽车连接器,采用Φ75 同向双螺杆挤出机,通过“输送段 - 混合段 - 剪切段 - 排气段” 的螺杆组合,实现玻纤均匀分散,制品拉伸强度达200MPa,批次波动≤3%,完全满足汽车级要求。
3、选型误区:避开 “唯性能论”
不少从业者认为 “双螺杆性能好,选双螺杆准没错”,但实际会导致成本浪费:
若生产纯PE薄膜,用双螺杆挤出机的话,吨产品能耗会增加40-50度电,年产能5000吨的生产线,每年多耗电费20万元以上;
若物料无填充/改性需求,双螺杆的“混合优势”无法发挥,反而因结构复杂增加维护难度(如每月需校准螺杆平行度,单螺杆无需此步骤)。
一句话搞定选型
最后用一句行业共识帮你快速记忆:
“简单成型选单螺杆,复杂改性选双螺杆;成本优先选单螺杆,性能优先选双螺杆”。
高分子材料加工的核心是“工艺适配设备”—— 单螺杆的优势在于“简洁高效、成本可控”,双螺杆的价值在于“复杂工艺、性能稳定”。只有结合自身物料特性、产能需求、成本预算选择设备,才能实现“产品质量 + 经济效益”的双赢。
你在实际生产中遇到过哪些选型难题?比如“高填充物料选哪种双螺杆”、“单螺杆如何提升塑化均匀性”,欢迎在评论区留言,我们一起探讨解决方案!
END
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!