


在高分子薄膜行业里,“双向拉伸与透明度” 始终是绕不开的热门话题。不少从业者都有过这样的困惑:明明是同一种原材料,只是经过一道拉伸工序,薄膜为何能从雾蒙蒙的状态变得晶莹剔透?这背后绝非简单的 “机械变形”,而是高分子材料在分子与微观结构层面发生的深刻重构。今天小玖就从材料微观结构到工艺参数控制,把这件事的底层逻辑彻底讲透 —— 不仅知其然,更知其所以然。
1
双向拉伸工艺到底是什么?
“双向拉伸”(Biaxial Stretching),顾名思义,是在薄膜的纵向(MD,Machine Direction,即设备运行方向) 和横向(TD,Transverse Direction,即垂直于设备运行方向) 两个维度上,对聚合物熔体或厚片进行有序拉伸的工艺。其本质是通过 “机械外力 + 温度调控” 的协同作用,强制高分子链段从 “无序纠缠” 向 “有序排列” 转变,最终锁定为稳定的微观结构。
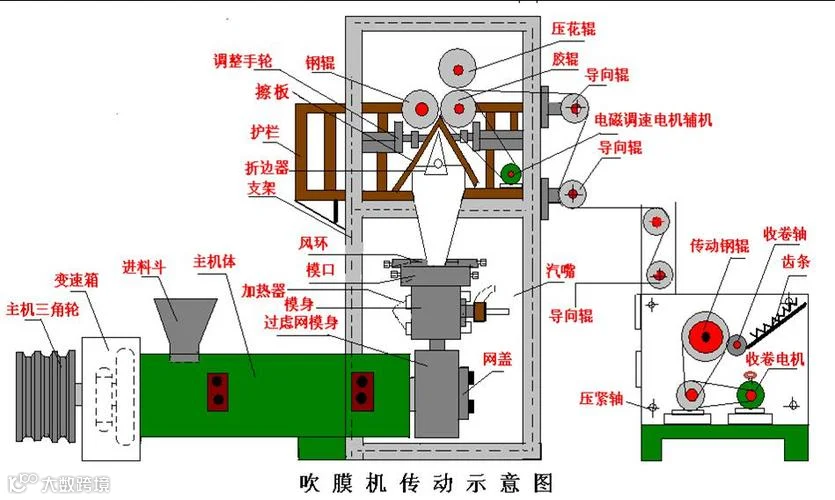
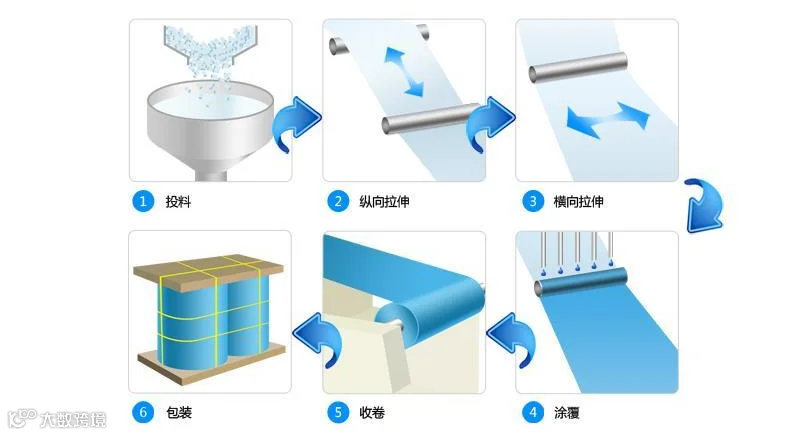
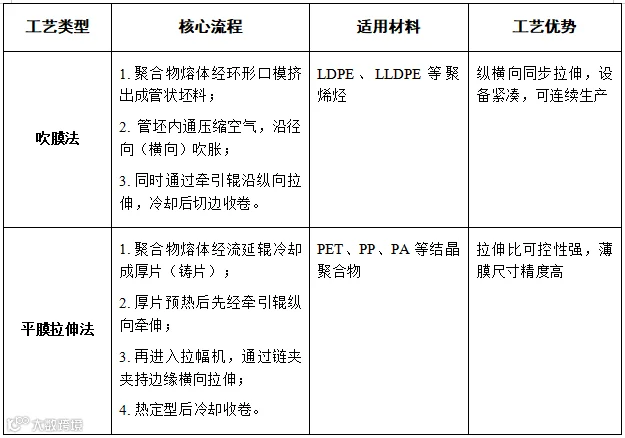
工业上主流的双向拉伸工艺主要分为两类,二者核心原理一致,但适用场景各有侧重:
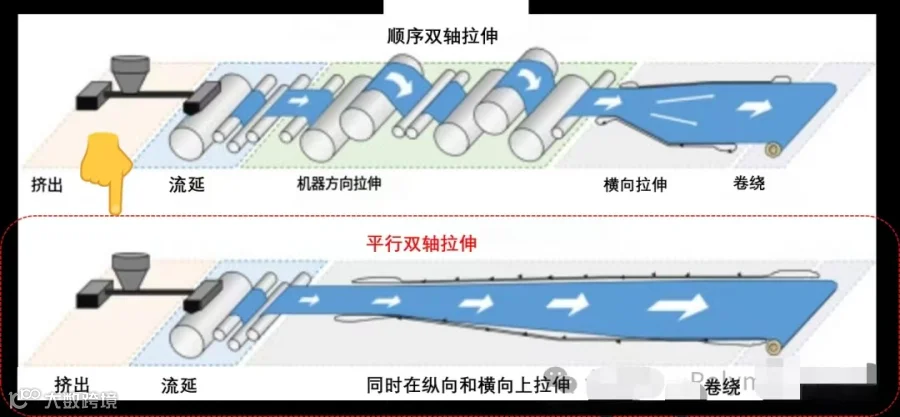
无论采用哪种工艺,都离不开三个关键步骤,这三步是实现结构重构的核心:
预热塑化:将厚片或管坯加热至 “高弹态区间”—— 即温度介于玻璃化温度(Tg)与熔点(Tm)之间。此时高分子链段具备一定流动性(可滑动),但分子链整体未完全解缠(不熔融),为拉伸提供了 “可变形性”;
双向拉伸:在纵向和横向施加预定拉力,将基材拉伸至原尺寸的 3-10 倍(具体倍数依材料特性和产品需求而定);
热定型锁定:拉伸后迅速升温至接近 Tm 的温度,短暂保温使分子链结构稳定,再快速冷却,将取向的结构 “冻结”,避免回弹。
很多人误以为这只是 “简单的机械拉伸”,但实际上,拉伸过程中分子层面的重构才是改变薄膜性能(尤其是透明度)的关键。

2
薄膜“透明”或“浑浊”的核心原因
要理解拉伸对透明度的影响,首先得明确 “透明” 的科学定义:当可见光(波长 400-700nm)穿过材料时,几乎不发生吸收或散射,能保持原有传播方向,即为 “透明”。
决定薄膜透明度的核心因素有两个,其中散射是导致薄膜 “不透明” 的主要元凶:
1、光的吸收:影响极小的 “次要因素”
光的吸收由聚合物分子的化学结构决定。如果分子中含有共轭双键、羰基等能吸收可见光的 “发色基团”,会直接 “吃掉” 部分光线,导致薄膜着色。但工业中常用的聚烯烃(PP、PE)、聚酯(PET)、聚酰胺(PA)等材料,在可见光区的吸收系数极低,因此吸收对透明度的影响可忽略不计。
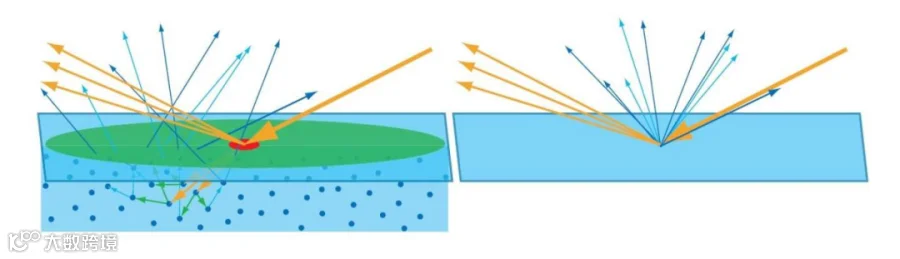
2、光的散射:导致 “雾蒙蒙” 的 “核心凶手”
散射是指光线穿过材料时,遇到内部不均匀结构,传播方向发生偏离的现象。我们常说的 “雾度”(Haze),本质就是 “散射光占总透射光的比例”—— 雾度越高,薄膜越浑浊。
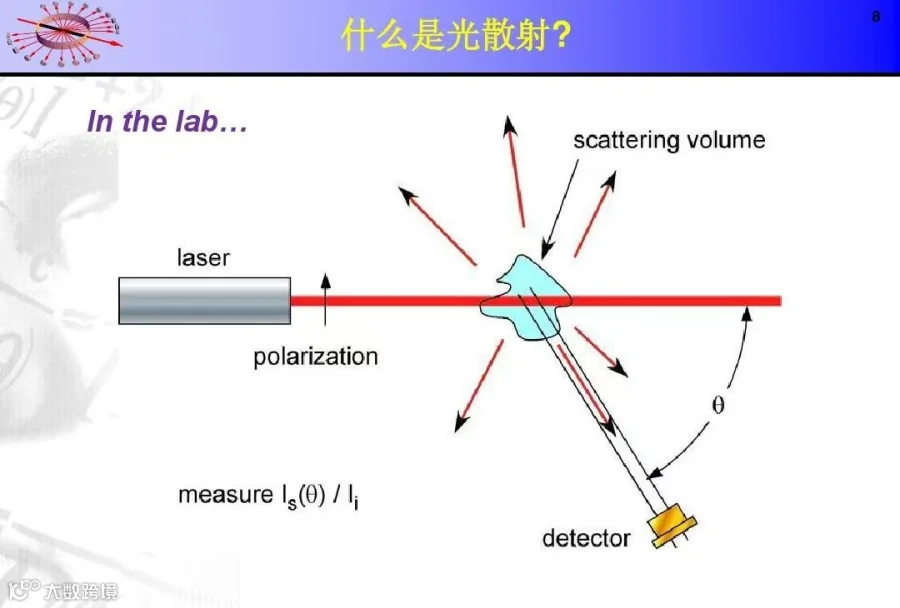
散射的强弱由两个关键条件决定,缺一不可:
结构尺度匹配:当材料内部存在尺寸与可见光波长(400-700nm)相当或更大的结构(如微米级球晶、微孔、填料颗粒)时,这些结构会像无数个小镜子,将光线 “拆解得七零八落”,成为强烈的散射源;
折射率差异:材料内部不同相区(如晶区与非晶区、基体与填料)的折射率差越大,相界面越清晰,光线在界面处的折射与反射就越剧烈,散射强度也越高。
简单来说:当材料内部结构尺寸远小于光波长、且各区域折射率均匀时,光线能 “顺畅穿过”,薄膜才会真正透明。

3
双向拉伸如何实现“减散射增透明”?
双向拉伸对透明度的提升,本质是一场 “全方位减散射” 的微观结构优化。通过拉伸,聚合物的分子排列、结晶形态、相区界面等关键特征被重构,从根源上削弱了散射源。
1、分子链取向:让折射率从 “混乱” 到 “均匀”
未拉伸的厚片中,高分子链呈 “无规线团” 状纠缠,分子链段的排列方向杂乱无章。这种无序结构导致电子云的极化方向随机,材料内部的折射率呈现 “局部起伏”—— 光线穿过时,会在无数个 “折射率差异点” 发生散射,就像在 “乱石堆” 中找路,方向不断偏移。
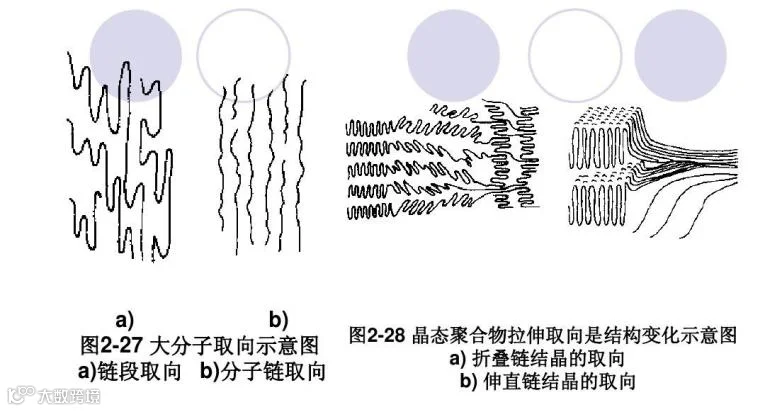
伸过程中,外力强制将乱卷的分子链拉直,并沿拉伸方向(纵向 + 横向)取向排列。此时,分子链段的排列方向趋于一致,电子云的极化方向也变得规整,材料内部的折射率分布从 “混乱不均” 转为 “整体均匀”。光线传播时遇到的 “折射率障碍” 大幅减少,散射自然随之降低。
这里需要澄清一个常见误区:取向与结晶并非 “同步增益”,二者对透明度的影响存在 “拉锯战”。
若拉伸条件控制得当(如温度略高、拉伸速率较快),分子链被拉直取向,但尚未有足够时间规整堆叠形成晶体,此时 “取向带来的均匀化效应” 占主导,透明度显著提升;
若拉伸温度过低或速率过慢,分子链在拉力作用下有充足时间规整排列,结晶度会升高 —— 一旦形成尺寸接近光波长的晶粒,反而会成为新的散射源,导致透明度下降。
因此,轻度取向(无明显结晶)是提升透明度的关键,过度结晶则会 “反向拖累”。
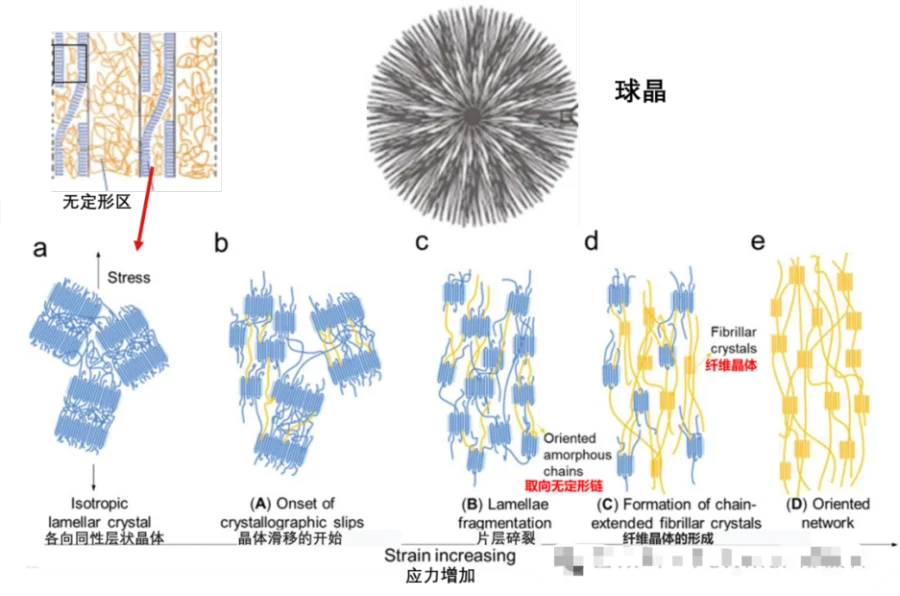
2、结晶形态重构:把 “大球晶” 拆成 “小纤维晶”
对于 PP、PET 等半结晶聚合物,未拉伸时的结晶形态以 “球晶” 为主。球晶是高分子链从晶核向四周辐射生长形成的球状结构,直径通常可达几微米甚至十几微米 —— 这个尺寸恰好与可见光波长匹配,是最强的散射源,也是未拉伸薄膜雾度高的核心原因。
双向拉伸的关键作用之一,就是将这些 “大块头” 球晶彻底 “撕裂重构”:
在拉伸力与热作用下,球晶的径向生长被强制打断,原本辐射排列的片晶被拉断、取向,最终转变为尺寸极小(通常小于 100nm)的 “纤维晶” 或 “取向片晶”。这些细小晶体的尺寸远小于可见光波长,无法形成有效散射 —— 就像 “大镜子换成了小尘埃”,对光线的阻碍作用几乎消失。
3、相区界面优化:缩小晶区与非晶区的折射率差
半结晶聚合物中,晶区(分子链规整排列)与非晶区(分子链无序排列)的折射率存在固有差异(如 PP 的晶区折射率 1.525,非晶区 1.490),这种差异是相界面散射的根源。
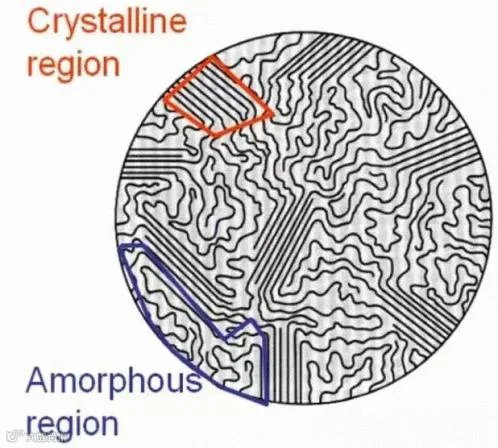
拉伸过程中,除了结晶形态的改变,非晶区的分子链也被强制取向、压实。一方面,取向的非晶链段排列更规整,其折射率会向晶区靠拢;另一方面,拉伸使晶区与非晶区的界面从 “清晰锐利” 变得 “模糊过渡”。两者共同作用,使得晶区与非晶区的折射率差(Δn)大幅缩小,相界面的散射强度显著降低。
4、缺陷抑制:减少微孔与表面散射
拉伸工艺若控制不当,容易产生微观缺陷,但合理的拉伸参数能反向抑制缺陷:
避免微孔:在适宜的温度区间拉伸时,分子链段具有良好的流动性,可通过链段滑动释放局部应力,避免因应力集中形成大于 200nm 的微孔(微孔是极强的空气 - 聚合物界面散射源);
降低表面粗糙度:双向拉伸后的薄膜经热定型辊压实,表面平整度显著提升,减少了光线在薄膜外表面的反射与散射,进一步优化了视觉上的 “通透感”。
综上,双向拉伸通过 “大结构拆小、折射率差缩小、空洞抑制、表面平整” 四大路径,实现了 “全方位减散射”,这就是薄膜变透明的核心逻辑。

4
哪些情况会让透明度“不升反降”?
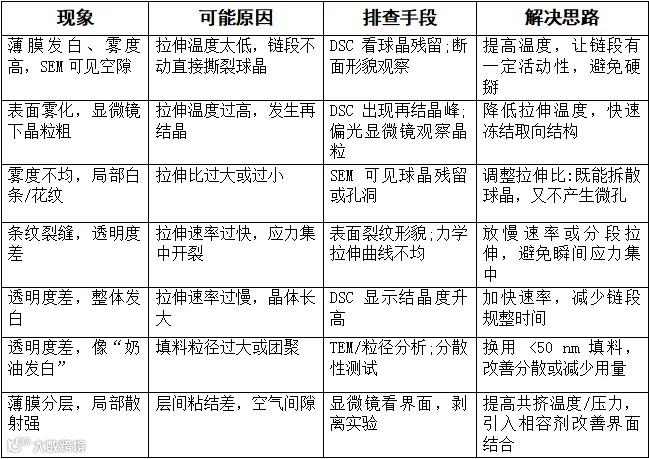
双向拉伸并非 “万能透明剂”,其对工艺窗口的要求极高。一旦参数失控或配方不当,反而会强化散射源,导致透明度下降。常见的 “踩坑点” 包括:
1、拉伸温度异常
温度过低:低于 Tg 附近的高弹态区间,分子链段流动性差,无法随拉伸滑动,球晶被强行拉裂形成微小空隙,雾度骤升;
温度过高:接近 Tm 时分子链过度自由,拉伸后易发生 “粗大再结晶”,重新生成大尺寸晶体,成为新的散射源。
2、拉伸比失控
拉伸比过小:拉力不足,球晶未彻底撕裂,残留的大球晶仍会导致高雾度;
拉伸比过大:拉力超过材料承受极限,局部被硬生生扯出微孔,散射增强。
3、拉伸速率不当
速率过快:分子链来不及响应外力,易发生应力集中,形成微裂缝;
速率过慢:分子链有充足时间规整排列,结晶度升高,晶粒粗大。
4、配方与界面问题
填料尺寸超标:若加入直径几百纳米的抗氧剂、开口剂等填料,即使基体透明,也会像奶油一样发白;
层间粘结不良:多层共挤膜的层间若存在微小空气间隙,会成为强散射源,导致薄膜浑浊。
针对这些问题,我们可以通过 “三步排查法” 快速定位根源:
1. 若薄膜有明显空隙、裂缝 → 优先检查拉伸温度、速率、拉伸比是否匹配;
2. 若薄膜无明显缺陷但雾度高 → 重点排查是否因温度过低 / 速率过慢导致了粗大晶体;
3. 若配方含填料或为多层膜 → 需确认填料尺寸是否超标、层间粘结是否良好。

5
厘清5个关键误区,避免“想当然”
1、透明度≠透过率,雾度才是 “清晰度” 的核心
透过率衡量的是 “光线穿过材料的总量”,而透明度(视觉清晰度)的核心决定因素是 “雾度”。例如,未拉伸的 PP 膜透过率可能达 85%,但雾度超过 60%,看起来发白;双向拉伸后的 BOPP 膜透过率升至 90% 以上,雾度可降至 2% 以下,才显得透明。
2、散射的关键是 “尺度”,而非 “结晶本身”
很多人认为 “结晶就会降低透明度”,但事实是:结晶是否影响透明度,关键看晶粒尺寸。若晶粒尺寸远小于光波长(如拉伸后的纤维晶),即使结晶度较高,薄膜仍可保持透明;若晶粒尺寸接近光波长(如未拉伸的球晶),即使结晶度不高,雾度也会很高。
3、材料特性决定 “拉伸效果”,非晶与结晶材料差异显著
双向拉伸对透明度的提升并非 “普适性”:
对于 PMMA、PC 等完全非晶聚合物,未拉伸时无球晶等大尺寸散射源,透明度本就很高,拉伸后取向对透明度的改善微乎其微;
对于 PP、PET 等半结晶聚合物,未拉伸时的大球晶是主要散射源,拉伸后球晶被拆碎,雾度大幅下降,透明度提升效果极为显著。
4、工艺参数需 “适配材料”,不能 “照搬经验”
拉伸温度、拉伸比等参数的选择,必须结合材料本身的特性:
对于结晶速度快的 PP,需控制较高的拉伸速率,避免拉伸过程中结晶度过高;
对于结晶速度慢的 PET,可适当降低拉伸速率,确保分子链充分取向。
脱离材料的 Tg、Tm、结晶速度谈工艺参数,都是 “纸上谈兵”。
5、拉伸会引入 “双折射”,高光学要求场景需警惕
双向拉伸虽提升透明度,但会导致分子链取向,引入 “光学各向异性”(即双折射)—— 不同方向的折射率存在差异,光线穿过时会发生偏振态变化。对于显示屏偏光片、光学膜等对光学精度要求极高的场景,需通过后续工艺(如热定型优化、添加剂调控)平衡双折射,否则可能影响显示效果。

6
从微观到宏观的“透明密码”
双向拉伸让薄膜变透明,绝非简单的 “机械拉长”,而是通过链段取向(均匀折射率)、球晶向纤维晶重构(减小散射源尺寸)、减小折射率差(弱化界面散射)、缺陷抑制(消除额外散射)四大核心机制,从根源上削弱了光的散射。这一过程本质是 “工艺参数” 与 “材料特性” 的精准匹配 —— 控制得当,就能实现从 “雾蒙蒙” 到 “晶剔透” 的质变;参数失控,则会陷入 “越拉越浑” 的困境。
理解了这背后的微观逻辑,我们就能跳出 “单纯调参数” 的局限,将材料结构与工艺原理结合,更精准地解决透明度问题。对于高分子从业者而言,这不仅是 “知其然”,更是 “知其所以然” 的核心竞争力。

免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!