在现代工业与生活中,塑料的光学性能早已突破 “简单透明” 的范畴 —— 小到手机屏幕的导光板、LED 灯的扩散罩,大到汽车激光雷达透镜、VR 设备的光学镜片,每一款优质产品的背后,都离不开对塑料光学特性的精准把控。
塑料的光学特征主要分为两大核心类别:光的传递特性(如光线的透过、反射、散射、折射,直接影响 “看得见” 的效果)与光的转换特性(如吸收、光热转化、光化学反应、光电效应及光致变色等,决定 “光的利用效率”)。
其中,光的传递特性是衡量透明塑料 “好不好用” 的关键,而透光率、雾度、折射率、双折射与色散这五大指标,更是评价其性能的核心标尺。今天,小玖就从原理到应用,全面拆解这五大指标,帮你彻底搞懂:什么样的透明塑料,才称得上 “优质”?

透光率(T):
透明材料的“光通过率”,越高越清晰
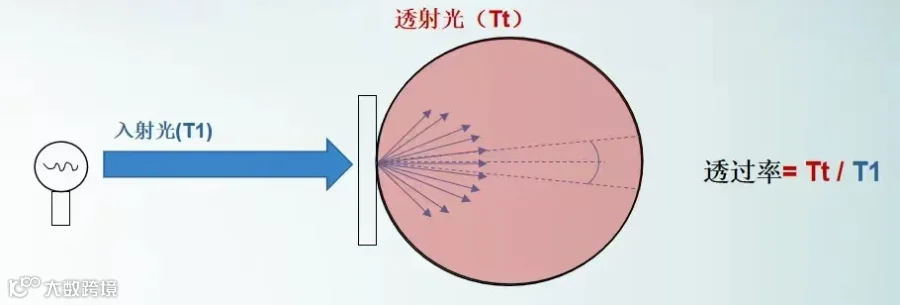
透光率,顾名思义,是指入射光线穿透材料后,透射光通量与入射光通量的百分比,它是评价树脂透明程度的 “第一指标”—— 数值越高,意味着越多光线能顺利穿过材料,视觉上就越通透。
要实现高透光率,塑料的内部结构需满足两大核心要求:
优先选择非结晶结构:结晶态聚合物中,晶区与非晶区的密度差异会导致光线散射,降低透光率(比如常见的聚乙烯 PE,未改性时呈乳白色,就是因为结晶度高);
若为部分结晶(如某些改性 PP),则需控制结晶颗粒尺寸小于可见光波长(可见光波长范围 380-780nm):当晶粒尺寸远小于波长时,光线散射作用会大幅减弱,材料才能保持透明(典型案例:通过急冷工艺制作的 “透明 PP”,就是通过细化晶粒实现透光)。
即便是光学玻璃,常规透光率也多低于 95%;而优质的透明塑料(如 PMMA、PC),透光率可接近甚至超越玻璃 —— 比如 PMMA(聚甲基丙烯酸甲酯,俗称 “亚克力”)的透光率可达 92%-93%,几乎与玻璃持平。
为什么再优质的透明材料,透光率也无法达到 100%?因为光线在穿透过程中,会不可避免地产生三种损失:
1、光的反射:表面“反弹”导致的损失
当光线从空气(折射率 n≈1)进入塑料(折射率 n>1)时,部分光线会在材料表面发生反射,无法进入内部。反射率(R)可通过折射率(n)用公式精确计算:
R = [(n - 1)/(n + 1)]² × 100%
以 PMMA 为例,其折射率 n=1.492,代入公式可得反射率约为 3.9%—— 这意味着,仅表面反射就会损失近 4% 的光线。而如果是双面透光的材料(如透镜),两面反射的总损失会达到 7.8% 左右,这也是为什么高端光学件会做 “增透膜” 处理(可将反射率降至 0.5% 以下)。
2、光的吸收:分子结构“吃掉”部分光线
光线穿过塑料时,会与聚合物分子发生作用 —— 若分子中含有π 键(如双键、苯环) ,就容易吸收可见光中的特定波长,导致透光率下降。
比如 PS(聚苯乙烯)因含苯环,对蓝光有轻微吸收,长期使用后可能出现 “发黄”;而 PMMA 分子结构中无苯环,且双键被包裹在酯基中,吸收损失极小:其 93% 的透光率中,反射损失占 3.9%,剩余约 3.1% 的损失,就是吸收与散射的总和。
3、光的散射:内部“不均匀”导致的光线偏离
散射是指光线在材料内部遇到 “障碍物”(如表面粗糙、内部气泡、杂质颗粒、晶区与非晶区的界面)时,传播方向发生偏离,无法沿直线穿透。
对结晶类聚合物(如 PE、PP),可通过急冷(快速降温抑制晶粒长大) 或拉伸(细化晶粒并取向) 提升透明度;
而 TPX(聚甲基戊烯)是个特例:其分子结构对称,结晶区与非晶区的折射率差异极小,因此无论结晶度高低(即使结晶度达 60%-70%),都能保持优异的透明性,常被用于高温环境下的光学部件(如微波炉观察窗)。
雾度:透明材料的
“清晰度反向指标”,越低越通透
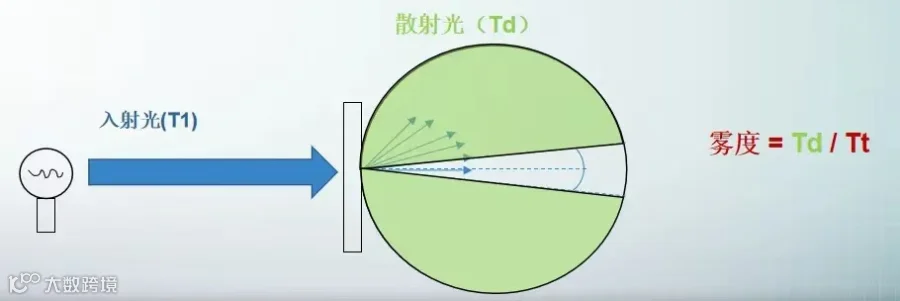
如果说透光率衡量 “光线能不能过”,那雾度衡量的就是 “光线过了之后,走得直不直”—— 它描述的是材料内部或表面因光散射,导致视觉上出现 “混浊、朦胧” 的现象,定义为散射光通量与总透射光通量的百分比。
1、透光率与雾度:不是“非黑即白”的反比关系
很多人认为 “透光率高,雾度就一定低”,但实际并非如此 —— 两者是既独立又关联的指标:
比如毛玻璃:透光率可达 70%-80%(光线能穿过),但雾度高达 90% 以上(光线穿过时发生强烈散射,无法看清背后物体),呈现 “透光不透明” 的朦胧效果;
再比如手机屏幕的盖板玻璃:透光率需≥92%,雾度需≤0.5%(光线几乎无散射,才能保证显示清晰)。
因此,评价一款透明材料的 “视觉效果”,必须同时看透光率和雾度:高透光率 + 低雾度,才能实现 “清晰通透”;而高透光率 + 高雾度,适合做扩散材料(如 LED 灯罩,让光线均匀发散,避免刺眼)。
2、雾度的主要来源:表面与内部的“不平整”
雾度的产生主要有两个原因:
表面粗糙:材料表面若有划痕、凹陷或加工纹路(如注塑时的浇口痕迹),光线在表面会发生漫反射,增加雾度;
内部不均:材料内部的气泡、杂质、未分散的助剂颗粒,或结晶聚合物中的粗大晶粒,都会成为 “散射中心”,导致雾度升高。
比如透明 PC 板材,若生产过程中混入微小气泡,雾度会从 0.3% 飙升至 5% 以上,直接影响使用效果。
折射率:决定光线
“拐弯程度”,越高越利于“轻薄化”
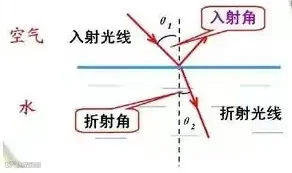
折射率(n)是描述光线在不同介质中传播速度的参数,具体定义为光在真空中的速度(c)与光在材料中的速度(v)之比,即 n = c/v。
当光线从空气(n≈1)进入塑料(n>1)时,会因传播速度变化而发生 “偏折”—— 折射率越大,偏折角度越大。这一特性对光学透镜的设计至关重要。
1、高折射率 = 透镜更轻薄
在设计相同焦距的透镜时,折射率越高的材料,所需的透镜曲率越小、厚度越薄。
比如传统光学玻璃的折射率约为 1.5-1.6,而高端光学塑料(如 ZR-1000,一种环烯烃共聚物)的折射率可达 1.65—— 用它制作手机镜头,可将镜片厚度减少 20% 以上,同时保证成像质量。
2、折射率与材料成分:结构决定性能
塑料的折射率主要由分子结构中的 “极性基团” 和 “芳香环” 决定:
含芳香环的塑料(如 PS、PC):折射率较高(PS≈1.59,PC≈1.58);
不含芳香环的塑料(如 PMMA、PP):折射率较低(PMMA≈1.49,PP≈1.49);
若在分子中引入卤素(如氟、氯),可进一步调节折射率(如 CR-39,含氯的碳酸酯类塑料,折射率≈1.50,且耐冲击性优异,常用于制作眼镜镜片)。
双折射:光学均匀性的
“敌人”,越低越能避免“图像畸变”
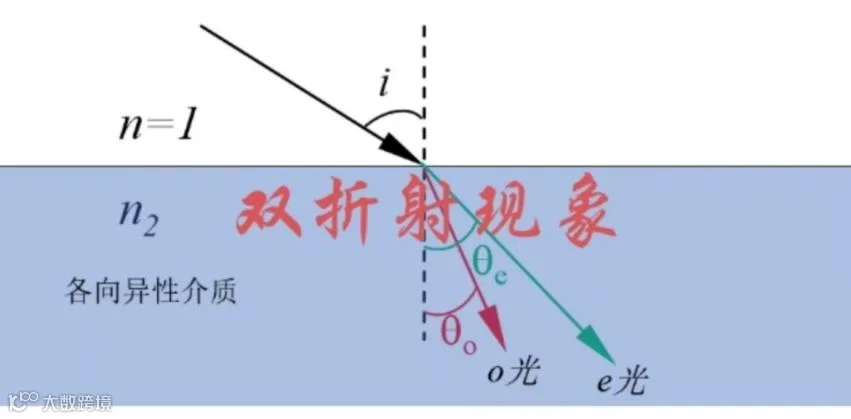
双折射是指材料在不同方向上具有不同折射率的现象 —— 当光线穿过这类材料时,会被分解为两束传播方向不同的光,导致图像出现重影、歪曲、清晰度下降(比如透过某些塑料片看直线,会发现线条 “变弯”)。
1、双折射的 5 大成因:从结构到加工的“全面影响”
(1)化学结构:芳香环是“主要推手”
含苯环的聚合物(如 PS、PC),分子链刚性较强,易在空间中形成 “各向异性” 结构,导致双折射显著。
PS 的双折射率(最大折射率与最小折射率之差)可达 0.8%,属于高双折射材料;
而 CR-39(不含苯环的碳酸酯类塑料),分子链柔性好,几乎无双折射(双折射率 < 0.01%),是制作高精度光学件的理想材料。
(2)共聚组分差异:比例决定平衡
若塑料为共聚物(如苯乙烯 - 丙烯腈共聚物 SAN),不同共聚单元的折射率不同(苯乙烯单元 n≈1.59,丙烯腈单元 n≈1.52)—— 若两者比例失衡,会导致分子链排列不均,加剧双折射。因此,共聚光学塑料需精确控制各组分比例,实现 “折射率均一”。
(3)助剂添加:匹配是关键
若在塑料中添加增塑剂、抗氧剂等助剂,且助剂的折射率与基体树脂不匹配(比如助剂 n=1.55,树脂 n=1.49),助剂颗粒会成为 “双折射中心”,导致整体双折射升高。因此,光学级塑料的助剂选择需满足 “折射率匹配” 原则。
(4)加工取向:注塑是“主要诱因”
注塑、挤出等加工工艺中,塑料熔体在模具内流动时,分子链会沿流动方向取向(即 “排列整齐”),导致材料在 “流动方向” 与 “垂直流动方向” 的折射率出现差异 —— 这是工业生产中双折射的主要来源。
为减少取向,高端光学件(如镜头、棱镜)常采用浇铸成型(缓慢固化,分子链自由排列)或注塑 - 退火工艺(成型后加热消除内应力,减少取向)。
(5)结晶行为:晶区与非晶区的“折射率差”
结晶聚合物中,晶区的折射率通常高于非晶区(如 PP 的晶区 n≈1.52,非晶区 n≈1.48),两者的界面会产生双折射。因此,优质光学塑料多为非晶态(如 PMMA、PC、环烯烃共聚物),从根本上避免结晶带来的双折射问题。
2、双折射的危害:从日常到高端的“全面影响”
日常应用:透明塑料杯若双折射高,装满水后看杯壁会有 “扭曲感”;
高端应用:VR 设备的透镜若双折射超标,会导致画面重影、眩晕;汽车激光雷达的光学窗若双折射高,会影响激光信号的传播精度,导致探测误差。
色散:阿贝数决定
“色彩分离”,越低越易出现“彩虹效应”
色散是指不同波长的光线(即不同颜色的光)在材料中具有不同折射率的现象 —— 比如白光穿过棱镜后会分解为红、橙、黄、绿、蓝、靛、紫七色光,就是典型的色散效应。
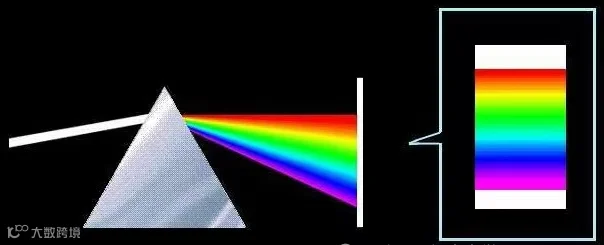
在光学应用中,色散会导致 “色彩分离”(如镜头边缘出现彩虹纹),影响成像质量,而衡量色散程度的核心指标是阿贝数(Vd) 。
1、阿贝数:色散的“量化标尺”
阿贝数的计算公式为:
Vd = (nd - 1)/(nf - nc)
其中:
nd:光线在氦灯 d 线(波长 589.3nm,黄光)下的折射率;
nf:光线在氢灯 F 线(波长 486.1nm,蓝光)下的折射率;
nc:光线在氢灯 C 线(波长 656.3nm,红光)下的折射率。
阿贝数与色散呈反比关系:
阿贝数越高,色散越弱(色彩分离不明显);
阿贝数越低,色散越强(易出现彩虹效应)。
2、折射率与阿贝数:“鱼与熊掌”的平衡
在塑料材料中,折射率与阿贝数通常呈 “负相关”—— 折射率越高,阿贝数越低:
低折射率、高阿贝数:PMMA(n≈1.49,Vd≈57),色散弱,适合做要求色彩还原的部件(如 LED 导光板);
高折射率、低阿贝数:PS(n≈1.59,Vd≈30),色散强,不适合高精度光学件;
平衡选择:环烯烃共聚物(如 COP,n≈1.54,Vd≈56),兼顾高折射率与高阿贝数,是高端镜头的常用材料。
优质光学塑料的“五大核心标准”
综合以上五大指标,一款能满足高端应用(如透镜、镜头、光学窗)的优质光学塑料,需同时具备以下特性:
高透光率:确保更多光线穿透,提升成像亮度;
低雾度:减少光线散射,保证视觉清晰度;
高折射率:实现器件轻薄化,降低设计难度;
低双折射:避免图像畸变、重影,提升成像精度;
低色散(高阿贝数):减少色彩分离,保证色彩还原度。
理解这五大指标,不仅能帮助我们在选材时 “有的放矢”(比如做眼镜镜片选低双折射的 CR-39,做手机镜头选高折射率的 COP),更能在研发与加工中精准控制性能 —— 毕竟,真正的 “透明品质”,从来都不是 “看起来通透” 那么简单。
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!