
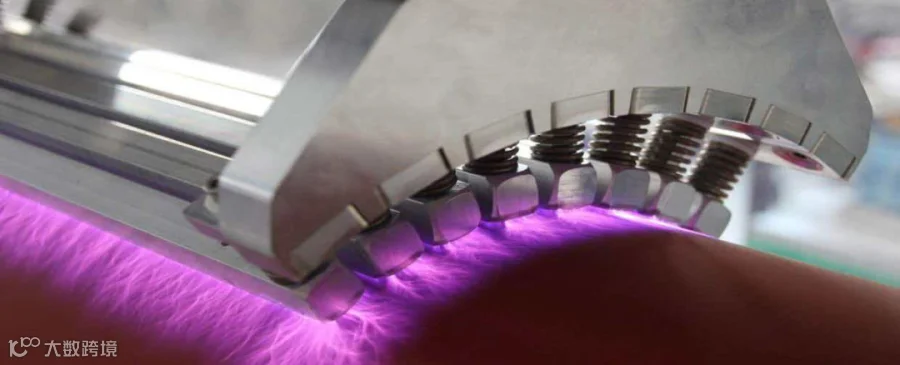
在BOPET或流延膜的生产线上,电晕处理机向来是“存在感拉满”的设备——全线噪音最刺耳、发光最夺目,正常工况下,它会透出均匀细腻的蓝紫色光晕,像给薄膜镀上一层隐形的能量层。但只要听到“啪、啪”的爆裂声响起,或是看到细碎火花在膜面飞溅,警惕心必须瞬间拉满:你的薄膜,正在遭遇电晕击穿的“致命攻击”。
电晕击穿从来不是“只留个小孔”的小问题:肉眼可见的针孔(Pinhole)会直接导致薄膜阻隔性崩塌,无论是食品包装的防潮防氧,还是电子膜的绝缘防护,都会彻底失效;更隐蔽的风险在于“反面电晕”(Backside Treatment)——电流穿透薄膜后,B面达因值意外升高,后续收卷时会出现严重粘连,制袋环节则会频繁发生热封失效,批量产品直接沦为废品。
“是不是电压调太高了?”“电晕辊的硅胶套是不是破了?”“还是薄膜跑偏了?”面对生产线的突发状况,很多运维人员都会陷入慌乱。今天,小玖就从高压电工程学视角,拆解这场发生在毫米级间隙里的“微型雷暴”,搭配真实案例与实操数据,给你一套可直接落地的防击穿终极指南,帮你避开生产坑、减少损耗。
透过现象看本质——
什么是“电晕击穿”?
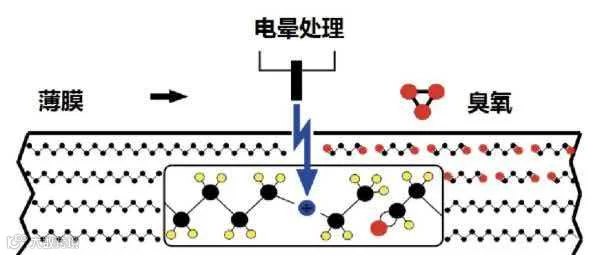
先搞懂核心原理,才能精准排查。电晕处理的本质,是利用10-20kV的高频高压电,将电极与薄膜之间的空气电离,产生高活性等离子体,通过等离子体轰击薄膜表面,打破分子链、增加极性基团,从而提升薄膜的表面张力(达因值),满足后续印刷、复合、制袋的需求。

正常情况下,高频高压电流会均匀分布在电极与薄膜的接触面上,等离子体轰击温和且全面,膜面不会出现任何损伤。而“电晕击穿”,就是电流的均匀分布被打破,所有能量集中在某一个或多个薄弱点,形成高强度电弧——这种电弧瞬间释放的能量极高,会直接烧穿薄膜,甚至破坏电晕辊的绝缘层。
✅ 电晕击穿的3大典型症状,一眼识别
1、听觉信号:电晕机不再是稳定的“嗡嗡”声,而是发出断续或连续的“啪啪”放电声,声音越频繁、越响亮,击穿越严重;
2、视觉信号:膜面上出现针尖大小的孔洞,孔洞边缘有明显的熔融烧焦痕迹,严重时会出现成片的破损点;同时电晕光晕不再均匀,会出现局部强光闪烁;
3、后续隐患:原本只计划处理A面,却发现B面达因值异常升高(通常超过38dyn/cm,甚至接近A面),导致薄膜收卷后粘连无法展开,或复合时出现分层、印刷时油墨附着异常,制袋热封时出现虚封、漏封。
据行业调研数据显示,电晕击穿是薄膜生产中表面缺陷的主要诱因之一,占比高达32%,平均每起击穿事故会造成100-500米的薄膜报废,对于高端PET膜、电子绝缘膜而言,损耗成本会翻倍——某PET薄膜生产企业曾因持续电晕击穿,单批次损失超10万元,还延误了客户交付。
深挖4大“击穿元凶”,
每个都藏着生产漏洞
电晕击穿看似是“突发事故”,实则都是长期忽视细节的必然结果。结合上千条生产线运维案例,我们梳理出4大核心元凶,每个都有明确的原理、案例佐证,帮你对号入座。
元凶一:介质辊的“内伤” (Dielectric Failure)——最常见的“隐形炸弹”
电晕辊(处理辊)是电晕处理的核心部件,表面通常覆盖一层硅胶套或陶瓷层,作用是绝缘、支撑薄膜,这层绝缘层的完好度,直接决定了电流是否均匀。而“内伤”,就是绝缘层出现了肉眼难察觉的缺陷,成为电流集中的突破口。
具体隐患分为两类:一是气泡与杂质——若硅胶套生产时工艺不达标,内部会残留气泡或导电杂质(如金属碎屑),这些杂质的介电常数远低于硅胶,在高压电场中会成为“薄弱点”,诱导电流集中轰击,最终击穿硅胶套,顺带烧穿薄膜;二是老化开裂——陶瓷辊或硅胶套长期处于高温、高压环境中,会逐渐老化、变硬,表面出现微裂纹,电流会顺着这些裂纹“钻”进去,形成固定位置的周期性击穿。
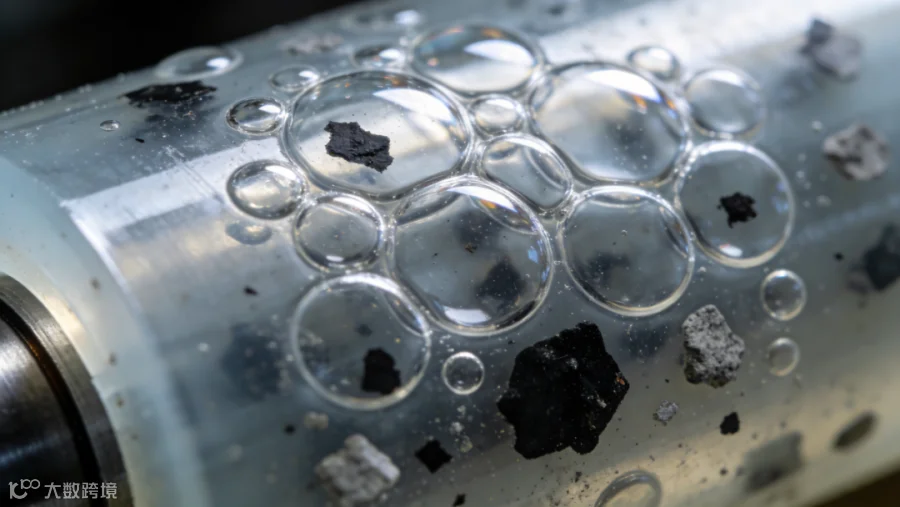
真实案例:某BOPET薄膜厂曾出现持续1周的间歇性击穿,运维人员反复调整电压、张力都无效,最终拆解电晕辊发现,硅胶套内部隐藏着多个微小气泡,气泡破裂后形成导电通道,导致每转一圈就出现一次击穿,更换优质硅胶套后,击穿问题彻底解决,薄膜针孔率从0.8个/平方米降至0.05个/平方米以下。
这里提醒一句:硅胶套的使用寿命通常为6-12个月,陶瓷辊为2-3年,超过使用寿命后,即使没有明显破损,也建议及时更换,避免因老化引发批量故障。
元凶二:薄膜的“皱纹” (Wrinkles)——操作不当引发的“人为事故”
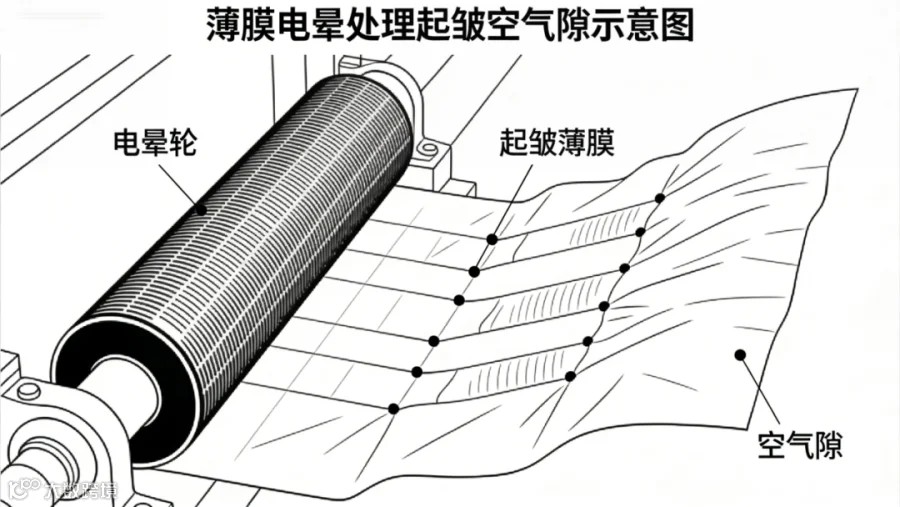
很多时候,击穿不是设备问题,而是薄膜运行时的平整度出了差错。当薄膜在电晕辊上起皱(尤其是死褶)时,膜与辊之间会形成微小的空气隙(Air Gap),这个气隙就是击穿的“导火索”。
从物理机制来看,空气的介电强度约为3kV/mm,远低于聚合物薄膜(通常为10-20kV/mm)——在相同的高压电场中,空气会先被电离,产生“气隙放电”,这种局部强烈放电会瞬间产生高温,直接熔穿薄膜,形成针孔。更关键的是,这种击穿通常是无规律的,容易被误以为是设备故障,增加排查难度。
实操提醒:薄膜起皱多发生在换卷、引膜阶段,或因张力调整不当、展平辊角度偏差导致。某流延膜企业曾因引膜时张力不足,薄膜出现大面积皱纹,引发连续击穿,仅1小时就报废了300多米薄膜,调整张力并校准展平辊角度后,故障立即消除。
元凶三:环境湿度 (High Humidity)——被忽视的“隐形推手”
水是导体,这一点在电晕处理中尤为关键。当车间湿度过高(超过75%),或薄膜表面因温度变化受潮结露时,水分子会附着在电极、辊面和薄膜表面,形成隐形的导电通道。
这种情况下,即使没有调高电压,电流也会沿着水膜“爬行”,造成“闪络(Flashover)”——也就是电流绕过绝缘层,直接在表面放电,最终导致大面积的斑点状击穿,膜面会出现成片的微小针孔,损耗极大。
据行业数据统计,当车间湿度超过80%时,电晕击穿的发生率会提升4倍以上。某PET膜企业曾在雨季遭遇批量击穿,排查后发现是车间除湿设备故障,湿度过高导致薄膜表面结露,修复除湿设备、将车间湿度控制在50%-65%后,击穿事故彻底杜绝。
元凶四:低速高压 (Low Speed, High Power)——认知误区导致的“能量过载”
很多运维人员存在一个误区:为了追求更高的达因值,在生产线低速运行时(如引膜、换卷、设备调试),没有及时降低电晕功率。殊不知,这种操作会直接导致能量过载,引发击穿。
核心逻辑是:电晕处理的能量密度(Watt Density)= 电晕功率/薄膜运行速度。当速度降低、功率不变时,单位面积薄膜接收的能量会大幅增加——就像把薄膜放在火上慢慢烤,热量无法及时散发,最终会被熔化、穿孔。
比如,某BOPP薄膜生产线正常运行速度为120m/min,电晕功率设定为8kW,能量密度处于合理范围;当换卷时速度降至30m/min,若功率仍保持8kW,能量密度会提升4倍,此时薄膜极易被击穿。正确的做法是,开启“速度-功率比例控制”,让功率随速度同步调整,避免能量过载。
排查与解决 SOP——
遇到击穿,按步骤“排雷”
一旦发现电晕击穿,切记不要盲目调整参数,否则可能加重故障、扩大损耗。正确的做法是:立即停机或关闭电晕功能,按照以下4步逐一排查,高效解决问题,快速恢复生产。
策略一:检查辊筒 (Check the Roller)——第一要务,优先排查
如前文所述,介质辊绝缘层破损是最常见的击穿原因,因此排查需从辊筒开始,做到“目视+听声”结合。
1、目视检查:将电晕辊缓慢转动,仔细观察表面是否有黑点、针孔、裂纹或碳化痕迹——这些都是绝缘层破损的明显信号;同时检查硅胶套是否有鼓包、脱落,陶瓷辊是否有掉块、崩边。
2、听声辨位:若击穿声有规律(每转一圈响一次),大概率是辊筒上某一点绝缘失效,电流每次经过该点都会引发击穿,可标记该位置,进一步确认破损情况。
3、修补或更换:硅胶辊若发现小型破损点,可用专用绝缘修补胶(红胶)挖补,固化后打磨平整,确保表面光滑;若破损面积较大、老化严重,直接更换硅胶套,避免反复故障;陶瓷辊一旦击穿,很难彻底修补,通常需要返厂重喷陶瓷层,或直接更换辊筒。
策略二:抚平皱纹 (Flatten the Web)——消除空气隙,杜绝人为故障
针对薄膜起皱引发的击穿,核心是让薄膜紧贴电晕辊,消除气隙,可从3个方面调整:
1、调整张力:适当增加进入电晕站前的薄膜张力,确保薄膜平整贴合电晕辊,无气泡、无皱褶;注意张力不可过大,避免薄膜拉伸变形,反而引发新的问题。
2、校准展平辊:检查电晕前的展平辊(弧形辊)角度是否正确,确保薄膜在进入电晕区前被充分展平,尤其要避免边缘起皱。
3、利用压辊:高端电晕设备通常配有压辊(Nip Roll),可开启压辊功能,强制排出薄膜与电晕辊之间的空气,从根源上避免气隙放电。
策略三:工艺匹配 (Process Matching)——优化参数,避免能量过载
工艺参数不匹配是引发击穿的重要诱因,重点做好“功率随动”和“环境调控”:
1、开启功率随动:确认电晕机控制系统开启“速度-功率比例控制”,设定合理的比例参数——当生产线减速时,电晕功率自动线性下降;当速度恢复正常,功率同步回升,确保单位面积薄膜接收的能量稳定。
2、加强排风除湿:检查臭氧排风机是否正常工作,强力排风不仅能带走生产过程中产生的臭氧(保护设备和操作人员),还能带走电极和膜面的热量、水汽,降低闪络风险;同时确保车间除湿设备正常运行,将湿度控制在50%-65%的最佳范围。
策略四:清洁电极 (Clean Electrodes)——定期维护,避免放电不均
长期生产后,放电电极(排刀或陶瓷棒)上会附着油污、粉尘、薄膜低聚物等杂质,这些污垢具有导电性,会导致电流分布不均,引发局部击穿,因此需定期清洁:
1、停机后,关闭电源并等待电极冷却,用蘸有酒精的抹布,轻轻擦拭电极表面,彻底清除污垢;
2、清洁后,检查电极是否有变形、破损,若有需及时调整或更换,确保电极与薄膜的间隙均匀(通常为1-3mm);
3、建议制定定期清洁计划,每周至少清洁1次,避免污垢堆积。
记住这4个关键点,
彻底杜绝电晕击穿
电晕击穿的本质,是电极与薄膜之间的介电强度防线被突破,核心诱因无外乎“绝缘失效、薄膜不平整、环境潮湿、能量过载”四大类。结合实操经验,记住以下4点,可大幅降低击穿发生率:
1、若击穿声有规律 → 优先查辊筒,大概率是绝缘层破损;
2、若击穿无规律 → 查薄膜平整度(是否起皱)或车间湿度(是否过高);
3、若低速时频繁击穿 → 查功率随动功能,避免能量过载;
4、定期维护是关键 → 按时更换绝缘层、清洁电极、调控环境,比事后排查更高效。
最后提醒一句:电晕处理的核心是“均匀轰击”,而非“高压强轰”。追求达因值的同时,更要兼顾设备状态、工艺参数与环境条件,只有让薄膜像皮肤一样紧紧贴在辊筒上,让电子流温和地作用于膜面,才能避免“暴躁击穿”,守住生产效率与产品品质的底线。

END
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!