

逛超市时,你有没有发现:有的真空包装袋手感软韧不易破,能牢牢锁住鲜肉的新鲜;有的却一扯就裂,还容易漏气串味;汽车窗膜更是如此,优质膜清晰透亮、抗刮耐晒,劣质膜用不了半年就分层、起雾、褪色。
其实,这背后没有什么玄学,全靠多层共挤技术的“层间魔法”——就像搭积木,选对积木(材料)、摆对顺序(层序)、找对衔接方式(融合工艺),才能搭出稳固又好用的“成品”;反之,哪怕差一步,效果都会天差地别。
今天小玖就带大家彻底解锁多层共挤的核心逻辑,从功能层搭配到工艺细节,一文看懂专业级知识,以后选膜再也不踩坑!
多层共挤的“层”,
到底藏着哪些玄机?
多层共挤的核心,是“分工明确、协同发力”——一张看似单薄的膜,内部可能藏着2-7层甚至更多不同材质的功能层,每层都有专属使命,互不干扰又紧密融合。不像单层膜,受材料限制只能“顾此失彼”:PE膜柔韧易热封,却阻隔性差;PET膜阻隔性好,却难热封、易脆裂。
按功能划分,这几个“核心层”缺一不可,材料、厚度、位置的细微差异,都会直接影响最终效果,用一组数据更直观理解:
核心功能层详解:
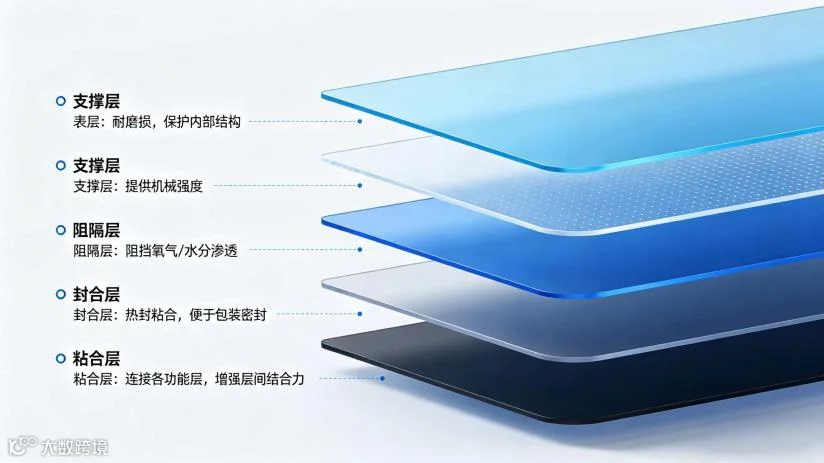
表层:负责“颜值+防护”,多选用PET、PP或PA,提升膜的光泽度、印刷性和抗刮性,厚度通常控制在5-15μm,能有效抵御外界摩擦和紫外线侵蚀,让膜的外观更持久。
支撑层:相当于“骨架”,决定膜的强度和韧性,常用高密度聚乙烯(HDPE)、聚丙烯(PP),拉伸强度可达20-35MPa,断裂伸长率≥300%,能避免膜轻易撕裂、变形,比如汽车内饰膜的支撑层,就需要足够强韧来应对日常摩擦磕碰。
阻隔层:核心“防护盾”,负责阻挡气体、水汽、异味,主流材料有PA(尼龙)和EVOH(乙烯-乙烯醇共聚物)——其中EVOH的阻隔性堪称“王者”,阻气性比PA高约100倍、比PE高1万倍,氧透过率可低至1cc/(m²·24h·atm),是单层PE膜的1/100以上,常用于食品高阻隔包装和汽车燃油管内衬;PA则擅长阻氧兼抗穿刺,适合真空保鲜包装。
封合层:负责“粘合固定”,多选用PE(聚乙烯),热封温度在120-160℃,热封强度≥15N/15mm,能让包装袋轻松密封,不易漏液漏气,是食品包装的“核心保障”。
粘合层:隐藏的“粘合剂”,当相邻两层材料不相容(比如PA与PE)时,必须插入粘合树脂作为过渡,否则成品分层率会高达80%以上;优质粘合层能让层间剪切强度提升30%以上,确保各层牢牢“粘”在一起,长期使用也不会剥离。
简单说,多层共挤的“层”,就像一支配合默契的团队:表层负责“门面”,支撑层负责“筋骨”,阻隔层负责“防护”,封合层负责“衔接”,粘合层负责“团结”,只有各司其职、完美配合,才能做出手感软韧、性能稳定的膜。
多层共挤5大关键环节,
每一步都不能错!
如果说功能层是“基础原料”,那多层共挤设备的5个关键环节,就是“加工工艺”——从原料输送到成品成型,每一步都有严格的配置逻辑,哪怕一个参数出错,都可能导致产品报废。
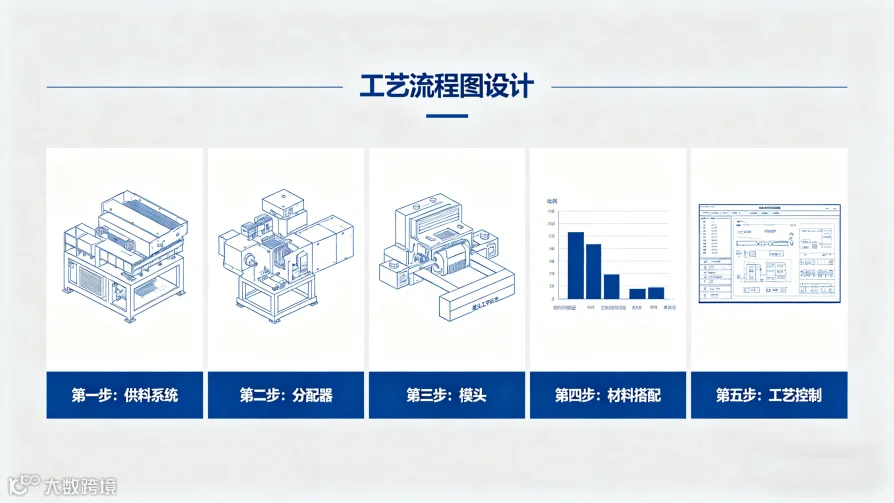
第一站:供料系统——精准“配料”,拒绝“比例失调
供料系统的核心任务,是将不同种类的塑料原料,以精准到0.1%的比例,输送到对应的挤出机中。因为不同材料的熔融温度、流动性差异极大:比如PE的熔融温度的130-180℃,EVOH的熔融温度是160-190℃,PA的熔融温度则高达220-260℃。
为此,供料系统会为每一层材料配置独立的挤出机,就像调配一杯多层次的鸡尾酒,每种酒液的“流速”(原料输送速度)和“注入顺序”都要精准控制——若比例偏差0.5%,就可能导致层厚不均,最终影响膜的强度和阻隔性;若挤出机温度控制不当,原料熔融不充分,还会出现“颗粒状杂质”,破坏膜的平整度。
第二站:分配器——决定“层序”,掌控“层厚”
原料经各自挤出机熔融后,会汇聚到分配器中,这是多层共挤的“核心指挥中心”——决定了各层的排列顺序和厚度比例,直接影响膜的整体性能。
分配器内部的流道经过精密设计,能将不同熔体按预设顺序叠加成多层结构,比如食品包装常用的A/B/A对称结构(表层/阻隔层/表层)、汽车窗膜常用的A/B/A(或A/B/C)多层结构。流道的几何形状和排列方式,直接决定了层与层之间是否均匀、界面是否清晰——就像裱花蛋糕,只有让不同颜色的奶油按设计层层堆叠,才能做出美观又均匀的造型;若流道设计不合理,熔体就会出现“混层”,导致膜的性能不稳定。
通常,阻隔层会放在中间(避免被外界摩擦破坏),支撑层放在表层或次表层,封合层则放在最内层,层厚误差需控制在±1μm以内,否则会出现“局部薄弱”,比如食品包装的阻隔层过薄,会导致保鲜期缩短50%以上。
第三站:模头——完美“塑形”,避免“瑕疵”
多层熔体在分配器中完成层序排列后,会进入模头,完成最后的展宽与复合,挤出成薄膜或片材——这一步,是决定膜的外观和成型质量的关键。
模头的核心要求,是保证各层熔体的流动速度一致、温度分布均匀:若流速不匹配,挤出后会出现“波浪边”、“厚薄不均”,甚至层间卷曲;若温度不均,层与层之间可能提前融合(导致功能层失效),或融合不牢(埋下分层隐患)。
这就像用千层饼机压面,必须确保每层面团的温度和厚度一致,才能烤出层次分明、不分离的酥皮;而模头的温度控制精度,需达到±2℃,流速偏差不超过5%,才能确保挤出的膜平整光滑、无瑕疵。
第四站:材料搭配——按需“定制”,拒绝“一刀切”
材料搭配是决定成品性能的“核心密码”,不同用途的膜,搭配逻辑完全不同——核心原则是“按需定制”,用最少的成本实现最优的性能,这也是多层共挤的一大优势:通过精准用料,可减少高价材料(如EVOH)的用量,同时省去胶粘剂等环节,让单位成本降低15-25%。
举3个常见场景,一看就懂:
食品真空包装膜:重点需求是阻氧、抗穿刺、易热封,常用4层搭配“PA/PE/EVOH/PE”——PA提升抗穿刺性,EVOH增强阻隔性,PE负责热封与柔韧性,能让鲜肉、熟食的保鲜期从3天延长至15天以上。
普通保鲜膜:重点需求是柔韧、易贴合、无毒,常用2-3层搭配“PE/PP”,无需复杂的阻隔层,兼顾性价比和实用性,拉伸强度≥15MPa,能轻松贴合各种容器。
PET汽车窗膜:重点需求是清晰、抗刮、防紫外线、隔热,搭配逻辑更复杂,且需结合专属的双向拉伸流延工艺,常用5层以上结构“PET/抗刮层/隔热层/阻隔层/粘合层”,能实现紫外线阻隔率≥99%,隔热率≥70%,同时保证清晰度,不影响驾驶视线。
这里要重点提醒:材料搭配的关键的是“相容性”——若相邻两层材料不相容(如PA与PE),又不添加粘合层,成品分层率会高达80%以上;而加入粘合层后,层间结合力会提升30%以上,哪怕反复弯折、拉伸,也不会出现分层。这就像盖房子:外墙(阻隔层)负责防水防风,承重墙(支撑层)负责稳固,水泥砂浆(粘合层)负责将不同材料牢牢粘合,缺一不可。
第五站:工艺控制——全程“调控”,保证“稳定”
工艺控制相当于多层共挤的“总调度”,核心是控制各环节的温度、转速、压力,确保各层熔体黏度匹配、层间界面稳定——哪怕一个参数失控,都可能导致产品报废。
关键控制要点:
温度控制:各层挤出机温度需匹配材料熔融需求,比如EVOH挤出温度控制在170-185℃,温度过高会导致阻隔层降解失效,温度过低则熔融不充分;模头温度控制在180-200℃,温差不超过±2℃。
转速控制:挤出机转速需与原料流动性匹配,偏差不超过5%,否则会导致层厚不均,浪费材料的同时,还会让膜的性能不达标(比如支撑层过薄,强度不足)。
压力控制:模头压力需稳定在10-15MPa,压力不稳定会导致熔体流动不均,出现“气泡”“针孔”等瑕疵,影响膜的阻隔性和强度。
实验数据显示,经过优化的工艺控制,能让产品合格率从85%提升至99%以上,同时让每卷产品的性能偏差控制在5%以内,确保稳定如一。
PET汽车窗膜的“专属工艺”
——双向拉伸流延工艺
很多人好奇,为什么优质PET汽车窗膜能做到清晰透亮、抗刮耐晒,还不易分层?除了科学的多层搭配,核心还在于它的专属工艺——双向拉伸流延工艺,这也是多层共挤技术在汽车膜领域的“进阶应用”。
PET(聚对苯二甲酸乙二醇酯)本身是一种高强度、高透明的材料,但未拉伸的PET膜脆性大、易开裂,而双向拉伸流延工艺,能通过“微观结构重构”,让PET膜的性能实现质的飞跃,具体流程分为5步,精准又严苛:
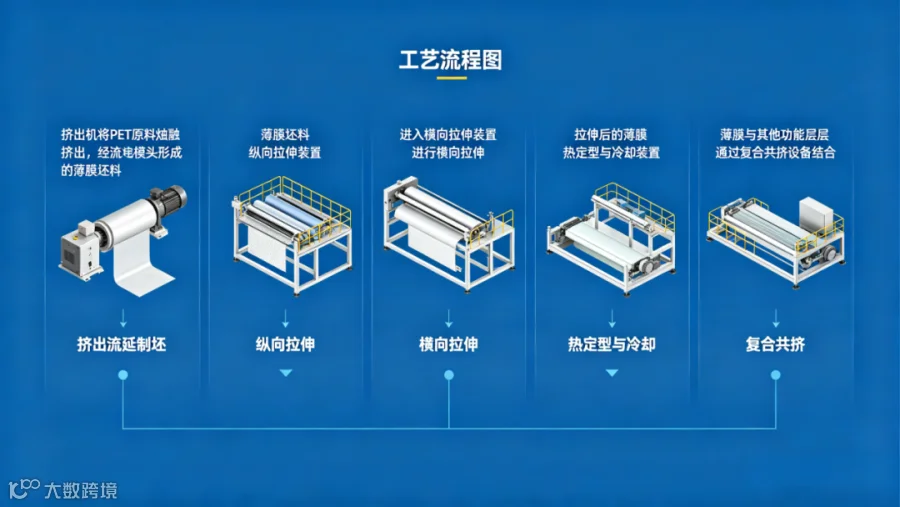
PET汽车窗膜双向拉伸流延工艺详解:
1、挤出流延制坯:将PET原料与抗刮剂、隔热剂等添加剂混合,经挤出机熔融后,通过平膜模头挤出,均匀流延到冷却辊上快速冷却,形成厚度均匀的“厚膜坯”(此时薄膜多为非晶或低结晶状态),厚度控制在50-100μm。
2、纵向拉伸(MD):将厚膜坯送入加热区,温度控制在100-120℃(PET的玻璃化温度约80℃、熔点约260℃,此温度区间能让PET处于“高弹态”),通过前后两组牵引辊的速度差,将薄膜沿机器方向拉伸3-5倍,完成纵向取向,让分子链沿纵向拉直,提升膜的纵向强度。
3、横向拉伸(TD):纵向拉伸后的薄膜进入“拉幅机”,两侧由链条夹具固定,在120-140℃的加热环境下,向两侧同步拉开,实现3-8倍的横向拉伸,让分子链沿横向取向,进一步提升膜的横向强度和韧性。
4、热定型与冷却:横向拉伸后,薄膜进入热定型区(温度控制在220-240℃,略高于拉伸温度、低于熔点),保持一定时间以锁定分子取向,避免后续收缩;随后快速冷却至室温,防止再结晶影响透明度和性能。
5、复合共挤:将经过双向拉伸的PET基膜,与抗刮层、隔热层、阻隔层、粘合层等,通过多层共挤设备完成复合,最终形成优质的PET汽车窗膜。
双向拉伸流延工艺的核心优势,在于能让PET膜的微观结构更均匀:未拉伸的PET膜中,分子链呈“乱卷”状态,还会形成几微米的“球晶”(强散射源),导致膜雾蒙蒙;而双向拉伸会将球晶“撕裂”成细小的片晶,让分子链取向均匀,不仅能让膜的透明度提升至90%以上,还能让拉伸强度提升50%以上,抗刮性也大幅增强——这就是优质PET汽车窗膜,既能清晰透亮,又能抗刮耐晒的关键。
对比来看,劣质PET汽车窗膜,要么省略双向拉伸工艺,要么拉伸比例不足(低于2倍),不仅透明度差、易开裂,还容易出现分层、起雾的问题,用不了半年就需要更换。
多层共挤的核心逻辑
1、层是基础:根据产品需求,选对功能层材料、设计合理的层序和层厚,避免“错配”;
2、工艺是关键:供料、分配、模头、工艺控制,每一步都要精准,确保层间融合紧密,无瑕疵;
3、定制是核心:不同用途的膜,搭配逻辑和工艺不同(如PET汽车窗膜需结合双向拉伸流延工艺),拒绝“一刀切”。
其实,多层共挤技术离我们并不远——从日常的包装袋、保鲜膜,到汽车窗膜、内饰膜,再到医药包装、电子元件包装,都离不开它的身影。它的核心价值,就是用“分层协作”的方式,打破单层膜的性能局限,实现“1+1>2”的效果:既保证性能达标,又能控制成本,还能兼顾环保。

END
免责声明 | 部分素材源自网络,版权归原作者所有。
如涉侵权,请联系我们处理!
如有错误,欢迎指正!