

本文发表在第15期《梳理技术》杂志上,更多好文章期待您的投稿。投稿邮箱:shulijishu@geron-china.com

高速精梳机锡林梳理纤维的长度和次数
陆旦平、李华、顾丹青(上海一纺机械有限公司)
精梳机的主要功能之一是排除短纤维和清除纤维中的棉结杂质,其效果的好坏与纤维受锡林梳理的长度有密切的关系。
高速精梳机钳板的前摆杆,都采用中支点形式,即前摆杆的回转中心与锡林的回转中心相重合。又顶梳的安装与上钳板相对固定,因而与钳板同步往复运动。
1 锡林梳理纤维的长度(图1)
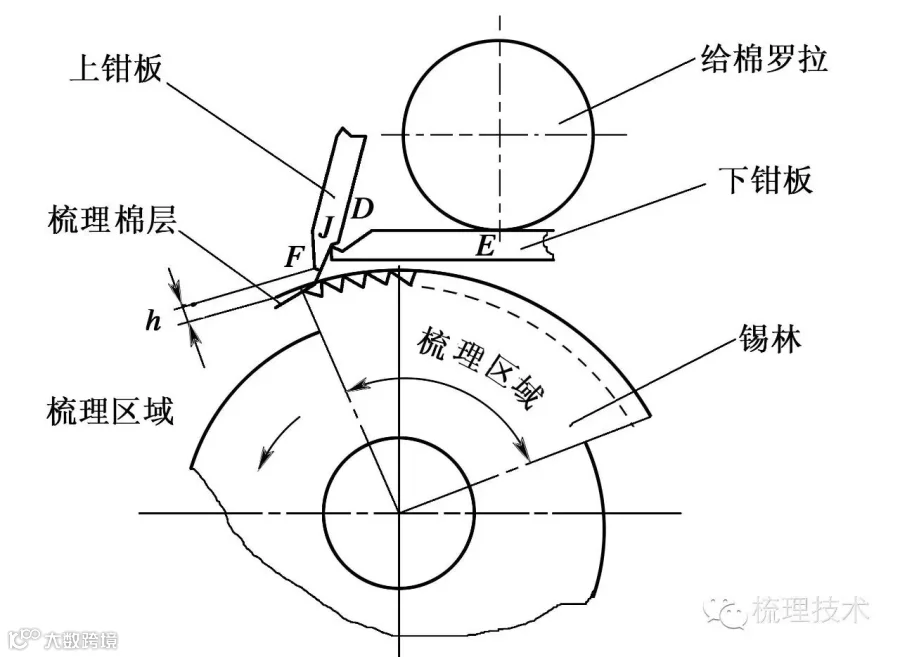
图1 锡林梳理时的截面示意
图1中:J为上下钳板的握持点(线);E为给棉罗拉的握持点(线);F为上钳板钳鼻与锡林针尖最近的点;h为钳鼻与锡林针尖的间距。设定:钳板握持点J外的棉层长度为L;钳板握持点J到钳鼻处F的棉层长度为f;棉层的受梳理长度为LS。
则 LS=L-f-h=L-(f+h) (1)
一般称f为钳隙长度,即梳理盲区或死区,其长度由钳板的结构所决定。h为梳理隔距,其未梳的棉层长度与梳理隔距有一定的差别,但梳理隔距一般很小,这里,未将差别考虑。
棉层的梳理长度为LS,受诸多工艺参数和结构特征的影响。
2 精梳机的给棉
钳板机构的往复运动,使上钳板产生开启与闭合的动作,上钳板的开启或闭合,又传动给棉机构进行给棉。
钳板机构后退运动中,即上钳板闭合过程中的给棉,称为后退给棉;钳板机构前进运动中,即上钳板开启过程中的给棉,称为前进给棉。
精梳机的给棉机构决定了在每一钳次的给棉过程中,采用后退给棉的给棉结束时间(位置)是在钳板咬合时;采用前进给棉的给棉结束时间(位置)是在钳板运行到最前位置,也即钳板开口最大时。而给棉的开始时间(位置)是由给棉长度的大小决定的。就是说,确定了给棉长度,则无论是后退给棉还是前进给棉,开始给棉的时间(位置)也就确定了。
一般说来精梳机每一钳次分离接合的棉层长度,也就是给棉长度。
3 后退给棉锡林的梳理长度与梳理次数
3.1 后退给棉的工艺过程(图2)
当钳板运动至最前位置时,上一钳次的分离接合结束。之后钳板开始后退,到一定位置给棉开始;钳板继续后退,到一定位置,上下钳板咬合,给棉也就结束;此后钳板继续后退,到一定位置,锡林开始对钳板握持的棉层进行梳理;钳板退至最后位置,转而前进到一定位置,锡林梳理结束;再前进到一定位置,上钳板开始开启;再前进到一定位置,分离接合开始,同时棉层进入顶梳;钳板至最前位置,分离接合结束,上钳板开启运动也结束。
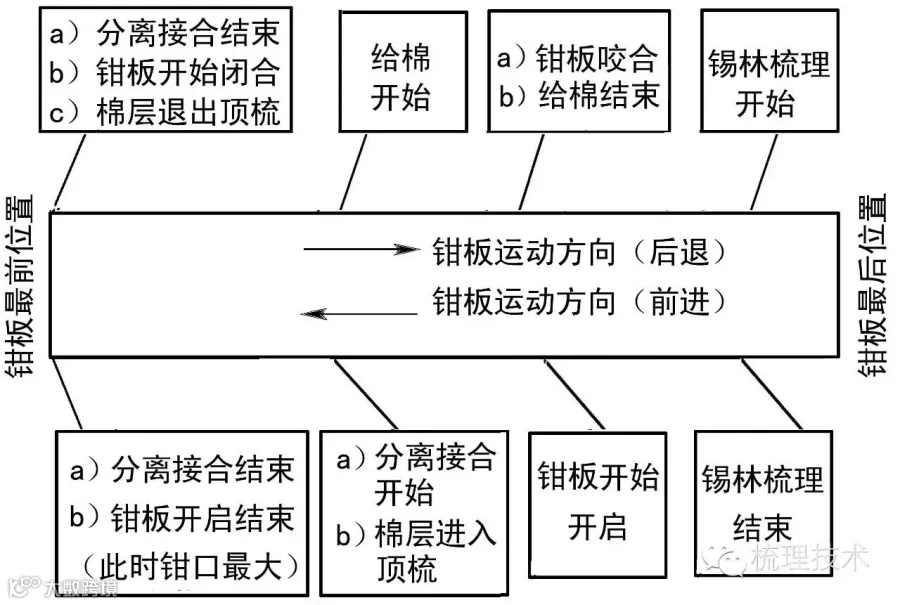
图2 后退给棉每一钳次的工艺过程
从以上工艺过程可知,采用后退给棉,每一钳次中各工艺过程均不在同一时段,因而相互间不会产生重叠干扰现象。也就没有给棉时棉层在顶梳后面的涌堵问题。
3.2 梳理长度与次数(图3)
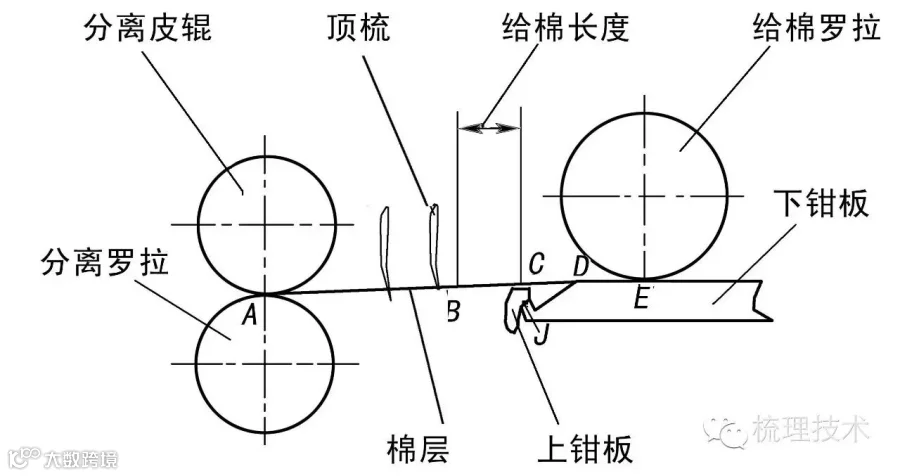
图3 分离结合开始时的截面示意
图中:A为分离钳口点(线);C、B分别为分离接合开始与结束时,棉层上本钳次中钳板握持点(线)的相应位置;D为棉层分离接合时的辅助支点,类似于牵伸机构中的压力棒,对纤维起到辅助握持作用;E为给棉罗拉的握持点(线);J为上下钳板的握持点(线)。
由此可知:在分离接合开始时棉层长度DC等于钳板咬合梳理时的棉层长度DJ;棉层长度AC,即钳板握持点(线)外棉层长度L;而长度BC即为给棉长度;棉层长度AB是钳板在最前位置时棉层的长度,也即平时所称的落棉隔距,它的大小,直接影响到落棉率。
因而钳板握持点(线)外的棉层长度(L)为:
L=AB+BC
设定:落棉隔距为a,给棉长度为b,则
L=a+b (2)
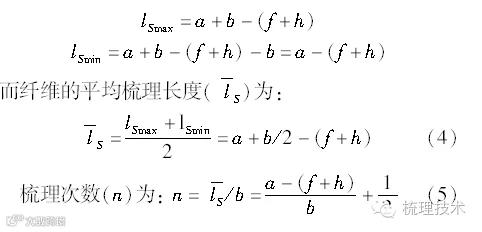
受锡林梳理的棉层长度(LS)为:
LS=a+b-(f+h) (3)
每次分离接合中,被分离接合的纤维受到梳理的最大长度与最小长度之差为一个给棉长度b。
设:受梳纤维的最大长度为lSmax,最小长度为lSmin,则
4 前进给棉锡林的梳理长度与梳理次数
4.1 前进给棉的工艺过程(装有顶梳)(见图4)
当钳板运动至最前位置时上一钳次的分离接合结束。之后钳板开始后退,到一定位置,上下钳板咬合;钳板继续后退到一定位置,锡林开始对钳板握持的棉层进行梳理;钳板退至最后位置,转而前进到一定位置,锡林梳理结束;再前进到一定位置,上钳板开始开启;再前进到一定位置,给棉开始,而后分离接合开始,同时棉层进入顶梳,顶梳开始影响之后的给棉;再前进到最前位置,给棉与分离接合同时结束,上钳板开启运动也结束。
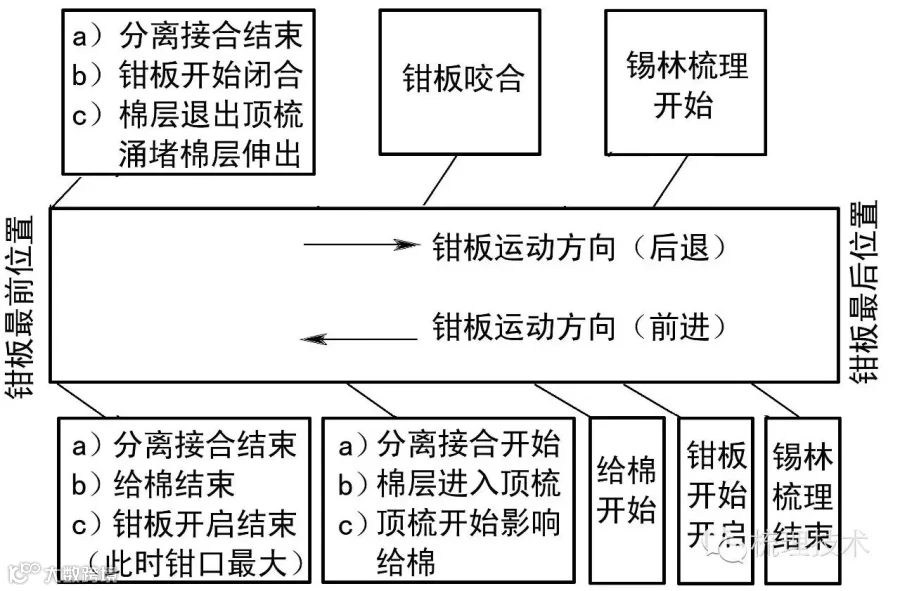
图4 前进给棉每一钳次的工艺过程
从以上工艺过程可知,采用前进给棉,每一钳次中给棉与分离接合,在一定时段内同时进行。分离接合开始,棉层即进入顶梳,因而以后的给棉受顶梳干扰。相对而言,较采用后退给棉来得复杂。
4.2 梳理长度与次数
4.2.1 无顶梳时的梳理长度与次数
由于无顶梳,也即没有了对给棉的干扰。当分离接合结束时,也即钳板在最前位置时,留在钳板握持点(线)外的棉层长度,就是落棉隔距的长度。从前进给棉的工艺过程,我们知道锡林梳理在给棉之前,因而受锡林梳理的棉层长度(LS1)为:
LS1=a-(f+h)
受梳纤维的最大长度(lS1max)与最小长度(lS1min)分别为:
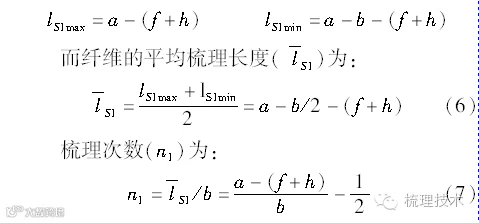
4.2.2 有顶梳时的梳理长度与次数
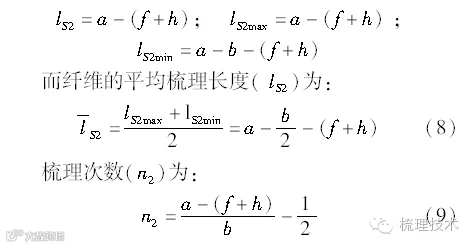
在有顶梳的情况下,分离接合开始后,也即棉层进入顶梳后的给棉受到顶梳的干扰。其情况分别讨论如下。
(1)棉层进入顶梳后的给棉,棉层能完全通过顶梳。如果是这样,则与无顶梳时的状况完全一样。受锡林梳理的棉层长度LS2、受梳纤维的最大长度lS2max与最小长度lS2min,纤维的平均梳理长度及梳理次数n2分别为:
(2)棉层进入顶梳后的给棉,棉层不能通过顶梳。当精梳机的给棉长度确定后,给棉的起始位置(时间)也就确定了。采用前进给棉,给棉的结束位置是钳板运行到最前位置,而它的给棉位置(时间),由给棉长度确定在某一位置(时间)。
棉层进入顶梳后的给棉,如果棉层不能通过顶梳,钳板握持线外棉层长度的变化如图5所示。
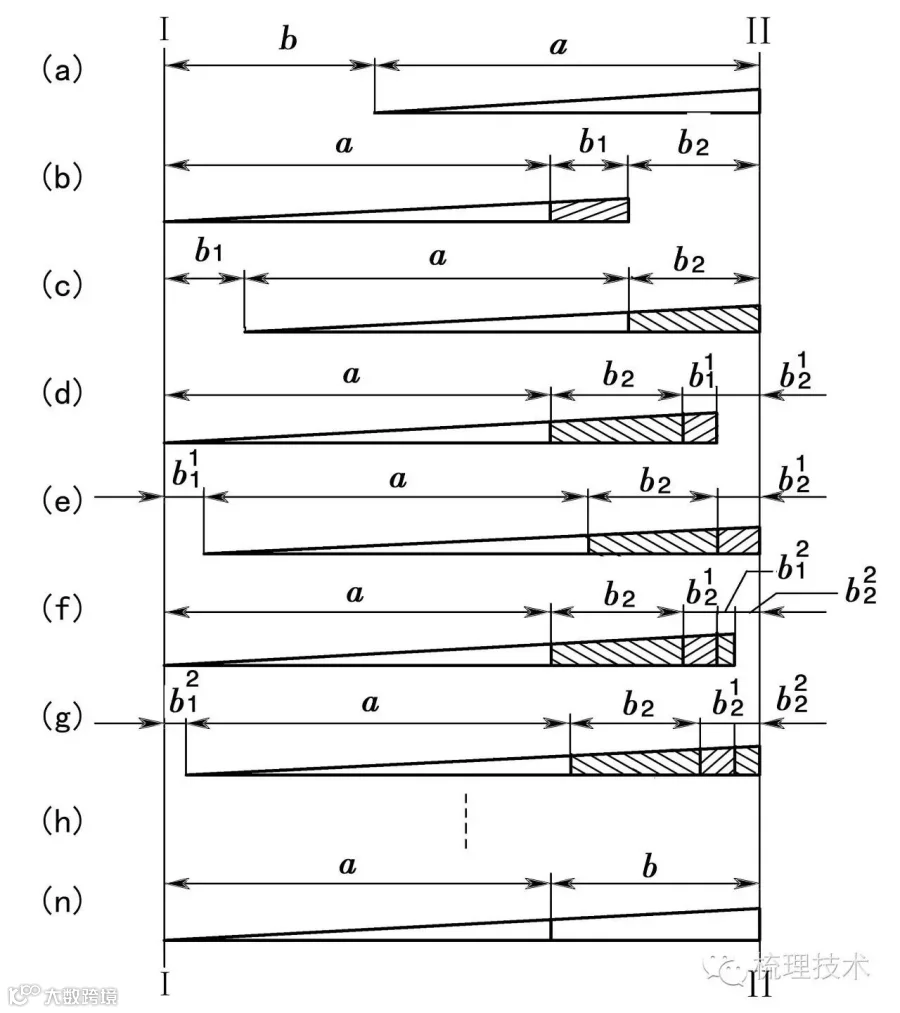
图5 钳板握持线外棉层长度变化示意
说明:前进给棉中,棉层进入顶梳后的给棉,棉层不能通过顶梳,其钳板握持线外棉层长度变化。
图5中Ⅰ-Ⅰ为分离钳口线位置;Ⅱ-Ⅱ为给棉开始时,棉层上最后的钳板握持线位置。
(a)为了分析方便,将精梳机启动后,钳板后退时的钳板握持线外的棉层长度设定为落棉隔距a。给棉开始时,棉层前端到分离钳口线的距离为给棉长度b。
(b)当给棉了b1长度,以及在钳板向前运动的共同作用下,开始分离接合,同时棉层进入顶梳,而以后的给棉长度b2(等于b-b1)不能通过顶梳,使得长度为b2的棉层涌堵在顶梳后面。由于钳板的继续向前运动,也使得棉层继续向前输送,进行分离接合。
(c)钳板后退,棉层退出顶梳,涌堵的棉层伸出后钳板咬合,再经过锡林梳理。这时,在钳板握持线的棉层长度为a+b2。当钳板继续向前到给棉位置时,棉层前端到分离钳口线的距离为b1。
(d)当给棉了 长度之后,开始分离接合,同时棉层进入顶梳,以后的给棉长度b-
长度之后,开始分离接合,同时棉层进入顶梳,以后的给棉长度b- =b2+
=b2+ 不能通过顶梳,并涌堵在顶梳后面。
不能通过顶梳,并涌堵在顶梳后面。
(e)与(c)过程相似,这时在钳板握持线外的棉层长度为a+b2+ ,到给棉位置时,棉层前端到分离钳口线的距离为
,到给棉位置时,棉层前端到分离钳口线的距离为  。
。
(f)当给棉了 长度之后,开始分离接合,同时棉层进入顶梳,以后的给棉长度b-
长度之后,开始分离接合,同时棉层进入顶梳,以后的给棉长度b- =b2+
=b2+ +
+ ,不能通过顶梳,并涌堵在顶梳后面。
,不能通过顶梳,并涌堵在顶梳后面。
(g)与(c)过程相似,这时在钳板握持线外的棉层长度为a+b2+  +
+ ,到给棉位置时,棉层前端到分离钳口线的距离为
,到给棉位置时,棉层前端到分离钳口线的距离为 。
。
(h)经过若干钳次后,涌堵在顶梳后面的棉层长度b2+  +
+ +…+
+…+ ,逐渐向给棉长度b逼近。
,逐渐向给棉长度b逼近。
(i)最终被顶梳涌堵的棉层长度达到极限长度,即给棉长度b。这时给棉与分离接合同时进行,在钳板握持线外的棉层长度为a+b。
精梳机启动后,无论钳板握持线外的棉层长度如何,经过若干钳次的运行之后,顶梳后面涌堵的棉层长度均到达极限长度,即给棉长度。
此时受锡林梳理的棉层长度(LS3)为:
LS3=a+b-(f+h)
受梳理纤维的最大长度(lS3max)与最小长度(lS3min)分别为:
lS3max=a+b-(f+h);lS3min=a-(f+h)

梳理次数(n3)为:

此时与采用后退给棉的情况完全一样。
(3)棉层进入顶梳后的给棉,棉层部分通过顶梳。精梳机进入正常运行,棉层进入顶梳后的给棉能使棉层通过顶梳的长度为t。
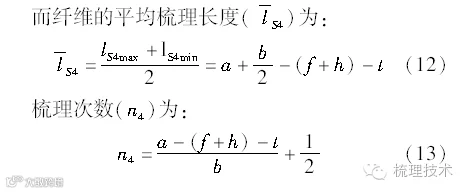
此时受锡林梳理的棉层长度(LS4)为:
LS4=a+b-(f+h)-t
受梳理纤维的最大长度(lS4max)与最小长度(lS4min)分别为:
lS4min=a+b-(f+h)-t ;lS4min=a-(f+h)-t
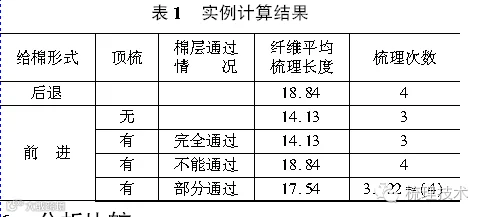
5 实例计算
设:a=22.485 mm、b=4.71 mm、f=5.6 mm、h=0.4 mm、t=1.3 mm分别代入关系式(4)~(13),计算结果见表1。
6 分析比较
6.1 后退给棉
采用后退给棉,在每一钳次过程中,由于给棉、锡林梳理、分离接合与棉层进入顶梳都在各自时段进行,相互间不重叠干扰,相对而言,处于理想状态下运行。
从关系式(4)、(5)和实例可知,在相同条件下,采用后退给棉,锡林梳理纤维的平均长度最长,梳理次数最多,因而落棉率、除杂率相对也高。
采用后退给棉,在分离接合过程中,棉层的送入速度仅取决于钳板运动给予的速度。而分离接合的时间是分离接合开始时钳板的位置,到钳板运行至最前位置时所需的时间。也就是钳板运动喂入了一个给棉长度的棉层给分离罗拉所需的时间。与其他情况相比较,分离接合时间最长,因此拔取的纤维层最长,即分离牵伸的倍数最长,棉网的搭接率和强度相对来说最高。
6.2 前进给棉
采用前进给棉,在每一钳次过程中,由于给棉与分离接合棉层进入顶梳在同一时段进行,产生了一定的干扰和影响。
6.2.1 无顶梳
(a)从关系式(6)、(7)和实例可知,这种情况下与后退给棉相比,纤维的平均梳理长度少了一个给棉长度,梳理次数也少了一次,一定程度上降低了落棉率和除杂率。
(b)采用前进给棉而无顶梳的情况下,给棉了一定长度之后,才开始分离接合。从精梳机的工艺过程中知道,无论是后退给棉还是前进给棉,分离接合的结束位置(时间)是钳板运行至最前位置(时间)时。因此,与后退给棉相比,分离接合的时间减少了。而分离接合时棉层的喂入速度为钳板运动和给棉给予的速度的叠加,与后退给棉相比,多了一个给棉给予的速度。由于分离罗拉的运动没有改变,而分离接合的时间减少和喂入速度的增加,使得分离牵伸倍数变小,分离罗拉拔取的纤维层变短、变厚,降低了棉网的搭接率。
6.2.2 有顶梳
(1)给棉能完全通过顶梳。在此种情况下,与无顶梳时完全一样。
平时所说的前进给棉比后退给棉梳理少一次的说法,只有在无顶梳时和有顶梳而给棉时棉层能完全通过顶梳才成立。
(2)给棉不能通过顶梳。从关系式(10)、(11)和实例可知,与采用后退给棉时完全相同。此时,给棉与分离接合同时开始,同时结束。
(3)给棉部分通过顶梳。从关系式(12)、(13)和实例可知,与后退给棉相比,纤维的平均梳理长度短了一个给棉通过顶梳的长度t,因而产生了与无顶梳状况下相似的现象,即先给棉了一定长度再开始分离接合,以及由此产生的落棉率、除杂率的相应降低和拔取纤维层的变短变厚,降低了棉网的搭接率等不利因素。
影响长度t的因素有棉卷定量、顶梳密度、顶梳进入棉层的深度、棉层在顶梳后涌堵的形状、分离接合过程中拔取纤维对棉层纤维的作用力等诸多因素。
6.2.3 采用前进给棉有顶梳时实际运行情况分析
实践证明,在此种情况下,给棉时,棉层完全通过顶梳是不现实的。
如果给棉时,棉层完全不能通过顶梳,则纤维的平均梳理长度与梳理次数与采用后退给棉时完全相同,其效果也完全相同,这样就不存在为了达到某些工艺指标而选择不同的给棉形式。使用厂为了降低落棉率,采用前进给棉,说明给棉时棉层部分通过了顶梳,使纤维梳理的长度减小,得到落棉率的降低。给棉时棉层通过顶梳的长度又不会太长。如果通过长度较大,会产生除杂效果明显下降和棉网搭接率的降低,甚至影响到棉网的外观。因此给棉时,棉层能部分通过顶梳,但通过的长度,相对于给棉长度不会太长。
7 影响梳理长度与次数的因素
7.1 后退给棉
从关系式(4)与(5)可知,影响梳理长度与梳理次数的因素有落棉隔距、给棉长度、钳隙和梳理隔距。见表2、表3。
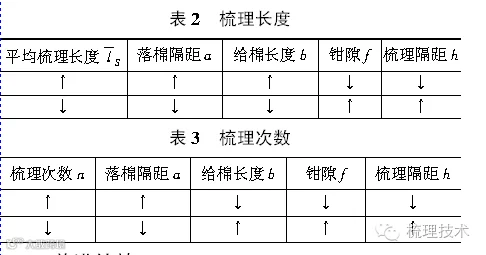
7.2 前进给棉
从关系式(12)与(13)可知,影响梳理长度与梳理次数的因素有落棉隔距、给棉长度、钳隙、梳理隔距和棉层通过顶梳的长度。见表4、表5。
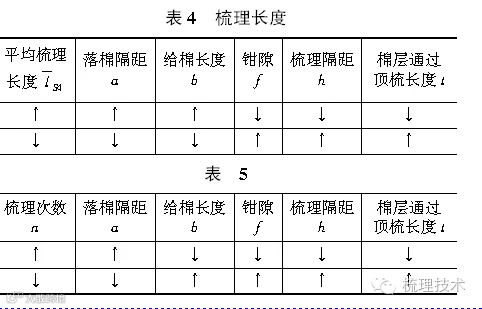
以上表中的钳隙f,即一般所说的梳理盲区或死区,是由钳板结构决定的,不能进行现场调节,因此设计钳板时,在满足运动配合及工艺要求时,应尽量减小钳隙的长度,使得纤维的梳理长度有所增加,有利于除杂效果的提高。
8 其他
8.1 给棉形式的选择
前面已分析了后退给棉和前进给棉。给出了锡林梳理纤维的平均长度和梳理次数的关系式。从关系式中,可以看出锡林梳理纤维的平均长度和梳理次数与精梳机工艺参数之间的关系。又分析了与落棉率和除杂率的关系。不难得出这样的结论:当能满足落棉率的工艺要求下,应优先采用后退给棉形式。
8.2 锡林梳理次数的说明
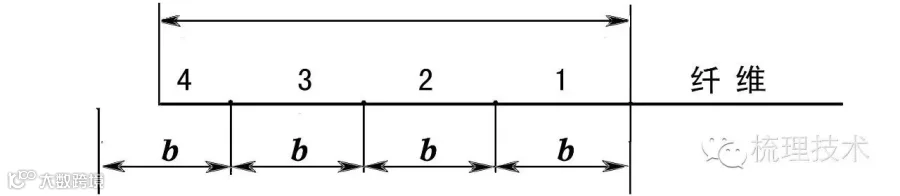
我们知道,纤维的平均梳理长度除以给棉长度就是纤维受锡林梳理的次数。这个梳理次数,并不是指纤维的平均梳理长度上都经过了这个次数的梳理,而是从纤维受锡林梳理的最后位置开始,以给棉长度为单位,递次向前,梳理次数也递次增加。
从受锡林梳理的最后位置起,在第1个给棉长度的位置上,纤维受梳1次,在第2、第3、第4个给棉长度的位置上,分别受梳2、3、4次。
按照梳理次数的定义,在极大多数的情况下,纤维受锡林梳理的次数不是一个整数。从实例中看到n4=3.722。事实是该纤维的梳理长度上是受梳了4次,只是受4次梳理的纤维长度不是一个给棉长度而已。
前述与实例计算中知道,在工艺参数相同的条件下,只有当采用前进给棉,无顶梳状况下,或有顶梳,而给棉时棉层能完全通过顶梳的状况下,其梳理次数才比采用后退给棉少1次。而在其他状况下,无论采用前进给棉还是采用后退给棉,梳理次数一般是相同的。即使按计算少了一次,也只是采用前进给棉受梳纤维的平均长度短了一个给棉时棉层通过顶梳的长度t而已。
8.3 顶梳的作用
顶梳的安装与钳板座相对固定,因而与钳板同步运动。当分离接合开始时,棉层进入顶梳。在分离接合过程中,顶梳一般只与被分离罗拉拔取的纤维产生相对运动,因此顶梳只对被拔取纤维的后端进行梳理,而且只梳理一次。凡是被拔取的纤维,包括拔取的短纤维,一般情况下,顶梳是阻挡不住的,除非由于附着在拔取纤维上的棉结、杂质在顶梳处受阻,使纤维拉断。因此,顶梳不能排除被分离罗拉拔取的短纤维,而有可能增加短纤维,那么顶梳能起什么作用呢?
顶梳的作用有:
(1)使后端弯曲的纤维伸直,同时使纤维相互间更趋平行。
分离接合过程中,纤维被拔取时的速度大于钳板向前运动的速度,即大于棉层与顶梳向前输送的速度,使得拔取纤维与顶梳有相对运动,产生摩擦阻力,使纤维后端的弯曲有可能拉直。而棉层中的其他纤维对拔取纤维的抱合力也有使纤维后端弯曲拉直的作用。
(2)阻挡下附着在拔取纤维上较大的棉结、杂质。
(3)阻挡下未被拔取的短纤维。即阻挡下部分由于抱合力的因素,而被拔取纤维能带动的短纤维,使其不受分离罗拉的牵引而进入棉网。而阻挡效果取决于顶梳的密度和插入棉层的深度。
(4)钳板上抬头棉层的定位。
在分离接合之前,往前输送的棉层在钳板开口时,在气流的作用下,必须抬头才能与倒入机内的棉网相接合。有了顶梳,棉层的抬头在顶梳处受阻而使其高低一致。但如果顶梳插入太深,棉层抬头到不了所需位置,又会影响分离接合的质量。

《梳理技术》创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《梳理技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《梳理技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
