
麻纤维的性能、梳前准备和梳理工艺
姜繁昌 (东华大学)
0 前言
龙舌兰麻属于单字叶草本植物,属龙舌兰科。龙舌兰麻有50多个品种,其中主要的有剑麻(又称西泽尔麻)、灰叶剑麻、番麻、马盖麻、假菠萝麻等。
剑麻是一种宝贵的热作资源,也是我国具有广阔发展前景和巨大出口潜力的优势产业。剑麻种植主要分布在经济欠发达的区域,在推进农业结构调整、增加农民收入以及促进出口创汇方面发挥着重要作用。我国剑麻主要分布在广东、广西、海南、福建和云南五省区,其中主产区广东、广西和海南的剑麻面积和纤维产量分别占全国的92%和94%,广东和广西植区大面积麻田从种植到收获己初步实现机械化,机械化综合作业水平达到85%。
剑麻纤维较长(束纤维),色泽光白,质地坚韧,强力高,耐磨,耐腐蚀,耐低温,吸湿放湿快,在水湿条件下,纤维强力更高,伸长率低,经海水浸泡不易腐蚀。由于剑麻纤维具有上述特点,因而适合航海用品等。目前剑麻产品不断开发,已可制作剑麻地毯、墙布、高级抛光轮等产品,产品供不应求,经济效益好。为了进一步开发我国热带及亚热带资源,发展龙舌兰麻生产,提高产品质量,必须对龙舌兰麻的理化性能和纺纱工艺进行研究。
1 纤维的基本性能
1.1 纤维细胞(单纤维)
一张成熟的龙舌兰麻叶片含有1000~1200个纤维束,1个纤维束中含有60~150个纤维细胞。龙舌兰麻的单纤维纵面呈梭状,横断面呈多角形或近卵圆形。单纤维中腔明显大小不一,一般呈卵圆形。单纤维细胞长度、宽度如表1所示。
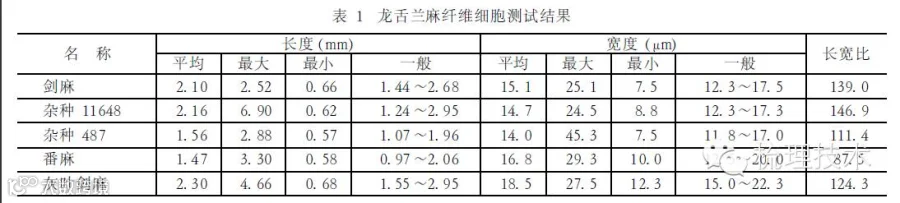
龙舌兰麻单纤维长度一般为1.5~3mm,平均约2.2mm。宽度一般为14~20μm,长宽比约90~150,其中剑麻纤维较大。由此可见,龙舌兰麻不可能以单纤维进行纺纱,而必须用束纤维(即工艺纤维)进行纺纱。
1.2 束纤维长度
龙舌兰麻束纤维长度测试结果如表2所示。
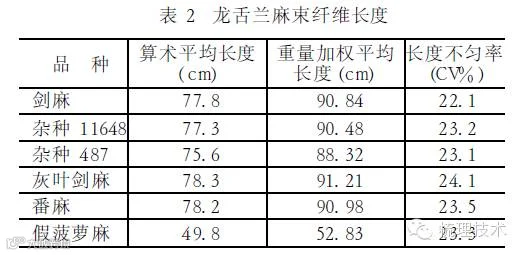
从测试结果可知,剑麻纤维的主体长度为90~100cm,占20.4,其中50cm以上的纤维为82.2%,而长度大于110cm以上的纤维为6.6%,若以短于50cm以下的纤维为短纤维,则短纤维率均在22%~25%左右。束纤维长度均基本相似,其中以灰叶剑麻束纤维平均长度最长,假菠萝麻束纤维平均长度最短,长度不匀率均在22%~25%左右。
1.3 工艺纤维细度
工艺纤维细度如表3所示。
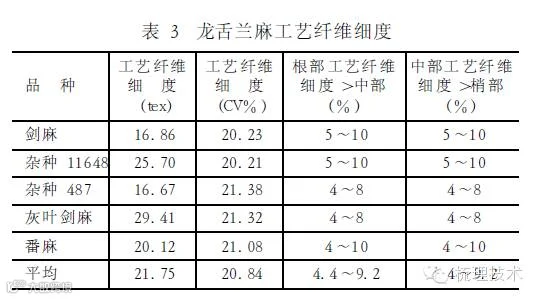
从测试结果可知,工艺纤维的细度以剑麻和杂种487较细,而细度不匀率均基本相似,约在21%左右,而根、中、梢部工艺纤维之差均在4%~10%,龙舌兰麻的工艺纤维平均细度为21.75 tex,细度不匀率为20.84%,根部工艺纤维的细度比中部工艺纤维细度平均粗4.4%~9.2%,中部工艺纤维细度比梢部平均粗亦为4.4%~9.2%。
1.4 工艺纤维断裂强度及伸长率(见表4)
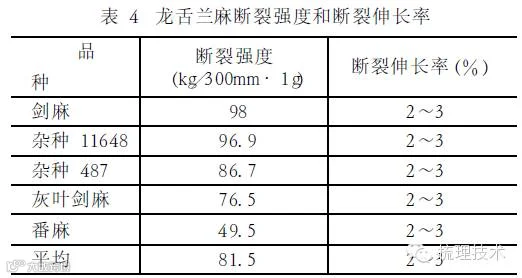
测试结果表明,番麻强度较低,其他品种均在70~100kg/300mm·g之间,强度较大,断裂伸长率均在2%~3%。
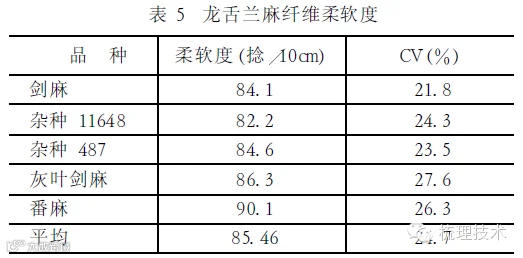
1.5 柔软度(见表5)
1.6 纤维的吸湿放湿过程
纤维的回潮率随品种及所处环境温度、湿度条件不同而产生变化,回潮率如表6所示。吸放湿速度变化曲线见图1、2。
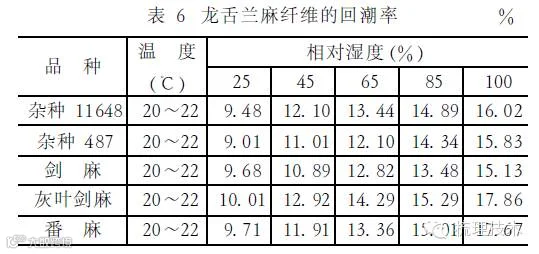
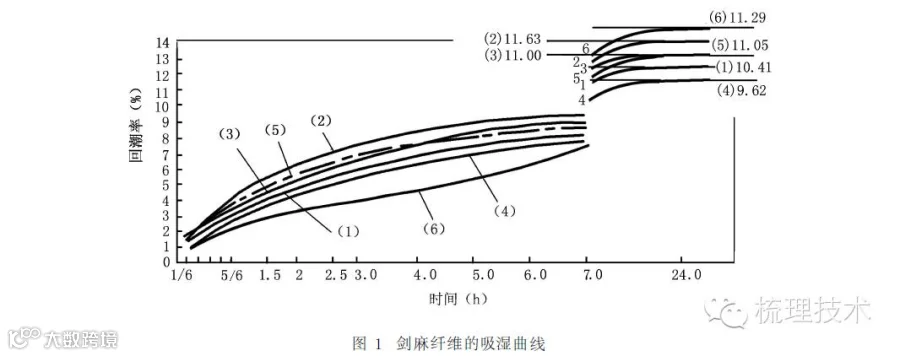
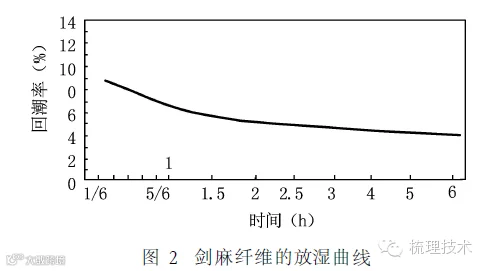
图1表示剑麻纤维的吸湿曲线,用3小时对剑麻纤维进行烘干,然后在恒温恒湿(T=20.5℃,RH=78%)条件下测试纤维回潮率随时间的变化规律;图2表示剑麻纤维的放湿曲线,把纤维完全浸湿后挤干,在恒温恒湿条件下测试纤维回潮率随时间的变化规律。
1.7 纤维的抗腐蚀性能
1.7.1 NaCl浓度对剑麻纤维强力的影响
NaCl浓度与剑麻纤维强力的关系试验结果如表7所示,变化曲线见图3。
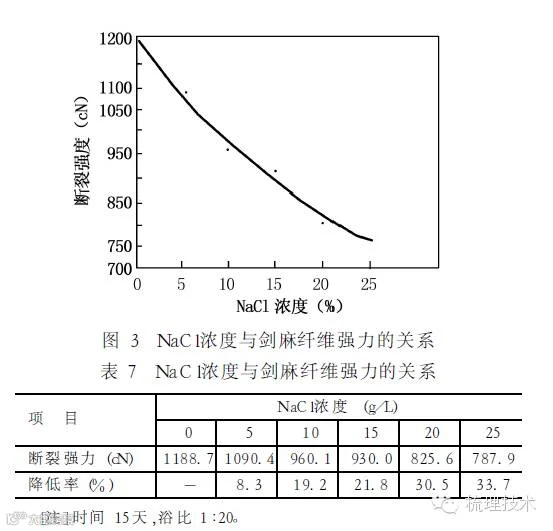
从试验结果可知,剑麻纤维经NaCl溶液处理后,断裂强力下降,并且随着NaCl浓度的增加,断裂强力下降亦增加。
1.7.2 NaCl溶液温度对剑麻纤维强力的关系
试验结果如表8和图4。
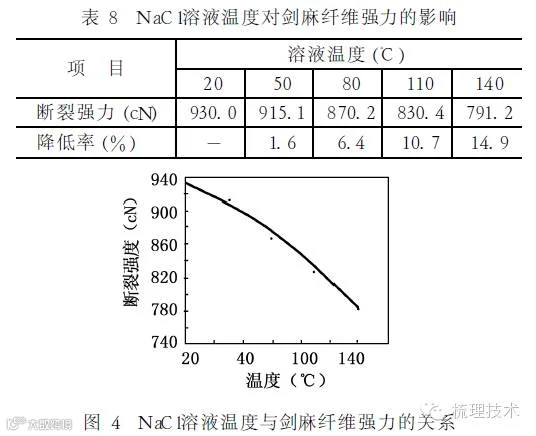
从试验结果可知,剑麻纤维断裂强力随NaCl溶液温度的增加而降低,平均降低8.4%,NaCl温度对剑麻纤维断裂强力的影响比NaCl浓度的影响较小。
1.7.3  溶液温度对剑麻纤维强力的影响
溶液温度对剑麻纤维强力的影响
 处理对剑麻纤维强力的影响见图5。
处理对剑麻纤维强力的影响见图5。
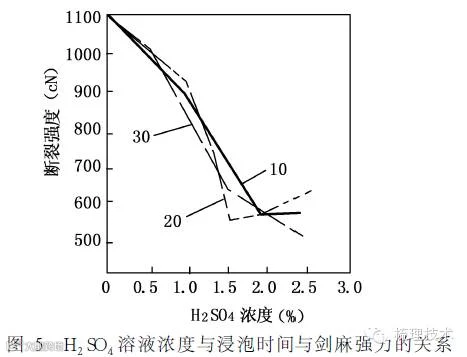
剑麻纤维受 溶液浸泡后,则随着
溶液浸泡后,则随着 溶液浓度的增加,纤维强力下降较大,
溶液浓度的增加,纤维强力下降较大, 溶液浓度从0.5%增加到2.5%时,强力下降幅度约50%左右,因此损伤较大,而浸泡时间在10~30 min内,对强力损伤无明显影响,因此剑麻纤维对
溶液浓度从0.5%增加到2.5%时,强力下降幅度约50%左右,因此损伤较大,而浸泡时间在10~30 min内,对强力损伤无明显影响,因此剑麻纤维对 的抗腐蚀性较差,在产品的后整理过程中要特别注意。
的抗腐蚀性较差,在产品的后整理过程中要特别注意。
综上所述,剑麻纤维对NaCl有一定的抗腐蚀性,这也验证了纤维素纤维具有一定的耐碱性能的规律,所以剑麻纤维适合航海用等产品的开发和应用。
1.8 剑麻纤维的化学成分
按照苎麻的化学成分定量分析方法(GB5889-86)对剑麻纤维的化学成分进行系统分析。其测试结果如表9所示(表9中的1#~5#代表不同处理的参数,见表10)。
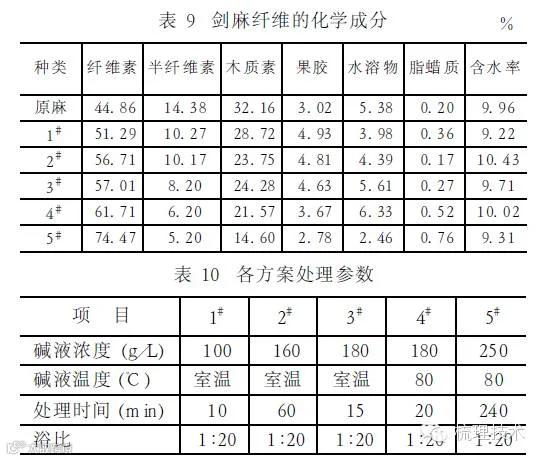
从测试结果可看出,由于剑麻纤维是采用机械刮麻来取得工艺纤维的,纤维中胶质含量高,木质素的含量大大高于其他麻类纤维中的含量,而脂蜡质的含量很低,因此导致剑麻工艺纤维支数低,在梳理过程中分裂劈细纤维困难,纺较高支数的细纱难度很大。特别是木质素含量高,使纤维刚度大,弹性和伸长率小,纤维易在空气中氧化泛黄;脂蜡质含量偏低,亦使纤维刚硬和粗糙,影响纤维的可纺性。为了提高工艺纤维的细度,应当考虑在机械刮麻的基础上,再进行生物脱胶或化学脱胶,或生物和化学联合脱胶,这是一个发展方向。
对剑麻进行碱处理后,可使含胶量高的剑麻纤维脱去一部分胶质,从而提高其纤维素的含量,尤其是使木质素的含量减少,改善纤维的柔软性和弹性。在高浓度、较高温度的碱液中进行较长时间的处理,木质素的含量更有明显的减少。
2 梳理前的准备工序
由上述可知,剑麻纤维是硬质纤维,纤维粗硬,抱合力差,工艺纤维特数高,但吸湿放湿快,而纺纱加工困难,所以必须提高它的可纺性,加油和堆仓发酵具有重要作用,它是剑麻纤维加工工艺的关键工序之一,对产品质量有较大影响,必须给以足够重视。
给湿是使纤维达到一定的回潮率,提高纤维的强力、断裂伸长率和柔软度,减少纺纱时的静电现象,减少落麻及麻屑的飞扬。加油的目的就是保持纤维的回潮率,防止水分很快蒸发,同时可以增加纤维的柔软度。剑麻纤维加油给湿以后,必须进行堆仓,使乳化液充分渗透到纤维的内部,同时使乳化液在纤维上分布均匀,渗透均匀。影响堆仓发酵的主要因素是堆仓时间、温度、堆仓密度和给乳化液率等。
2.1 堆仓时间与堆仓温度的关系
堆仓时间与堆仓温度如表11所示。
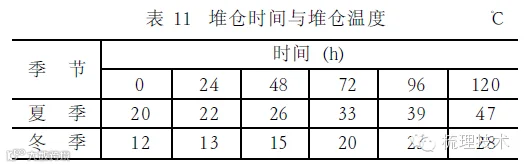
从表11可看出,随着堆仓时间的增加,堆仓温度亦增加,由于剑麻纤维经机械刮青后,还存在较多胶质,因此为果胶菌等繁殖创造了有利条件,由于温度的不断增加,说明堆仓过程中有发酵作用。从堆仓时间与温度变化可知,在夏季,堆仓24 h,温度只增加10%;若堆仓48 h,则温度可增加30%;若堆仓120 h,则温度可增加135%。在较冷的冬季亦具有同样的规律,但增加温度的绝对值较小,其堆仓时间与温度增加的幅度如图6所示。
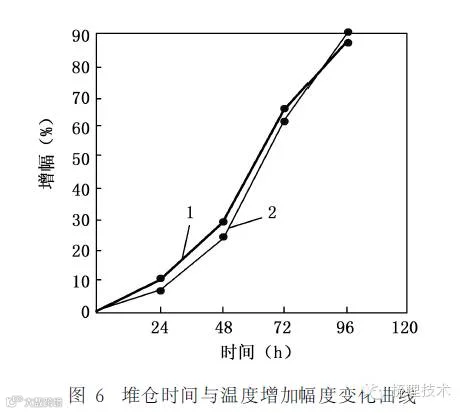
堆仓时间小于48 h时,温度增幅比夏季小;堆仓时间在72 h时,则相反;当堆仓时间大于72 h时,增幅又比夏季减小。因此在生产上以掌握堆仓时间为主,而麻仓温度用来表明堆仓过程是否正常,剑麻堆仓时间一般应控制在72~96 h为宜,较冷季节时间应更长些。堆仓时间过短,则对改善剑麻纤维可纺性不利,亦不利于乳化液渗透均匀。一般说来,堆仓时间愈长,堆仓温度亦愈高,但堆仓温度的高低,还受外界季节变化,气温条件、麻仓的密封性和保温程度、纤维堆积密度等因素影响。若外界气温高,麻仓密封程度好,堆积密度大,则易使油麻堆积发热。但堆仓温度过高,对纤维强力有较大影响,因此必须适当控制,表12表示堆仓密度与堆仓温度的关系。
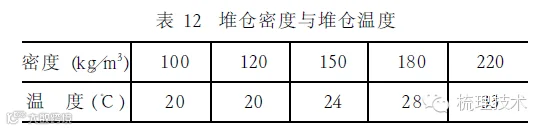
从表12可以看出,在堆仓时间一定的条件下,随着堆仓密度的增加,堆仓温度亦随之增加,堆仓密度较大,有利于果胶菌等的繁殖,提高堆仓温度。剑麻纤维的堆仓温度一般应控制在180~220 kg/m3。
2.2 堆仓时间与纤维柔软度
表13表示堆仓时间与纤维柔软度的关系。

从表13可以看出,随着堆仓时间的增加,纤维柔软度提高,但当原麻柔软度较大时,则随着堆仓时间的增加,纤维柔软度增幅较大;而原麻柔软度较小时,则纤维柔软度增幅较小。说明原麻柔软度的高低对堆仓后纤维柔软度的改善效果有较大影响,应给予重视。
当堆仓时间为48 h时,纤维柔软度增幅分别为15%和4.5%左右;当堆仓时间为120 h时,纤维柔软度增幅分别为89%和37%左右。
所以,堆仓时间与纤维柔软度的改善有密切关系,对纺纱质量有较大影响。
2.3 堆仓时间与麻堆中乳化液渗透均匀度
堆仓时间与麻堆中乳化液渗透均匀度、细纱麻粒、细纱重量不匀率的关系见表14。

从表14可以看出,随着堆仓时间的增加,乳化液渗透均匀度提高,即CV%值降低。当堆仓时间从24 h增加到48 h时,CV%值可降低18.23%;当堆仓时间为120 h时,则CV%值可降低76.4%。由于堆仓时间长,堆仓温度提高,除使乳化液在麻堆中横向渗透均匀外,同时可使乳化液从表面渗透至纤维内部,使纵向渗透均匀,从而使纤维的柔软度增加,且较均匀,提高了纤维的可纺性,有利于纺纱工艺及细纱质量的提高。所以剑麻纤维堆仓时间在堆仓温度正常情况下,以较长为宜。
乳化油渗透均匀度与细纱中麻粒和重量不匀率有较大关系,随着乳化油渗透均匀度的增加,细纱中的麻粒下降。当渗透不匀率为22%左右时,麻粒降低较明显,可降低约24%左右;当渗透不匀率为22%~18%时,麻粒无明显变化;而当CV%值在18%~9%时,麻粒反稍有增加。细纱重量不匀率的变化亦有同样趋势,这可能是由于纤维强力有所下降之故,在针板牵伸中纤维易断裂而形成麻粒,使麻粒及重量不匀率增加。
2.4 加油率与细纱强力、麻粒和重量不匀率的关系
加油率与细纱强力的关系见表15,加油率与细纱麻粒和重量不匀率的关系见表16。
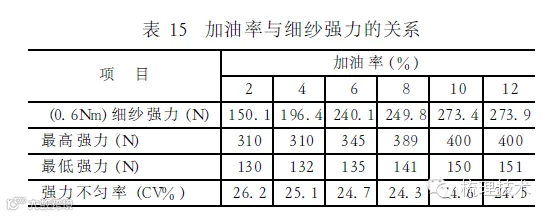
从表15可以看出,随着加油率的增加,细纱强力随之提高,加油率由2%增加到10%时,则强力可提高82.15%,而加油率从10%增加到12%时,则细纱强力无明显提高。
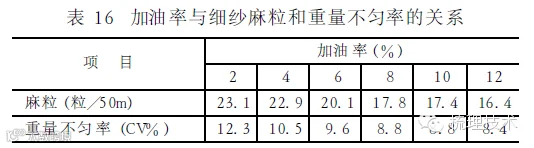
从表16可以看出,随着加油率的增加,细纱重量不匀率CV%下降,加油率由2%增加到10%时,细纱重量不匀率CV%值可下降28.46%,加油率继续增加,则重量不匀率无明显下降。所以剑麻纤维加油率以8%~10%为宜。
随着加油率的增加,麻粒下降,加油率2%增加到10%时,麻粒下降22.35%,加油率继续增加,则麻粒无明显降低。随着加油率的增加,细纱重量不匀率CV%下降,加油率由2%增加到10%时,细纱重量不匀率CV%值可下降28.46%,加油率继续增加,则重量不匀率无明显下降。所以剑麻纤维的加油率以8%~10%为宜。
综上所述,有以下几点:
(1)堆仓时间与堆仓温度有密切关系,堆仓时间增加,则温度提高,时间愈长,温度增加幅度越大,外界气候对堆仓温度有一定影响,在生产上以掌握堆仓时间为主,而堆仓温度用来表明堆仓过程是否正常。
(2)堆仓密度与堆仓温度有关。在同样条件下,堆仓密度越大,则堆仓温度就越高。
(3)堆仓时间与纤维柔软度有关。在同样条件下,堆仓时间愈长,则纤维柔软,改善纤维的可纺性。
(4)堆仓时间与麻堆中乳化油的渗透均匀度有关。时间越长,则乳化油的渗透越均匀。
(5)加油率与细纱强力、麻粒和细纱重量不匀率有密切关系,加油率以8%~10%为宜。
(6)剑麻纤维的堆仓时间应控制在72~96 h,目前生产中的堆仓时间均为24 h是偏低的,不利于细纱质量的提高。堆仓密度应在180~220 kg/m3,有利于纤维可纺性改善。
(7)目前剑麻纺生产中,只给油而不给水(即不采用乳化油的方法喷于纤维上),因而纤维回潮率偏低,且剑麻纤维吸放湿很快,不利于生产的进行,建议采用喷乳化液的方法,适当增加纤维的回潮率,有利于纤维可纺性的改善,有利于生产的进行,有利于细纱质量的提高。
3 剑麻纤维的梳理工艺
由于剑麻工艺纤维长度长,经机械刮青后,麻束中的工艺纤维相互间缠结,牵连在一起的较多,平行伸直度较差,且由于工艺纤维粗硬,支数低,纺纱支数亦低,各道工序喂入定量重,所以在生产实践中均采用针板牵伸对纤维进行梳理。一般要经9道针板牵伸,即:头道栉梳机→二道栉梳机→三道栉梳机→四道栉梳机→头道针梳机→二道针梳机→三道针梳机→四道针梳机→针梳牵伸细纱机。其中第1~4道栉梳机均采用水平式双区针帘针梳牵伸机构进行梳理,而针梳机则采用针板牵伸进行梳理。各道工序的针密由小到大;而纤维定量由大到小,使梳理强度逐渐提高,以符合逐渐梳理原则。
3.1 针板牵伸的梳理作用
在针板牵伸机构中,当纤维的头端被前罗拉钳口握持,它即以前罗拉的速度向前运动,其后部便从针板中抽出。由于纤维和针板的相对运动,纤维的中、后部就受到针板梳针的梳理。如以各针板在某一纤维上梳理的总长度表示该纤维的受梳强度,那么受梳强度可按下法计算。
如图7所示,设纤维长为l,该纤维头端刚进入前钳口,开始以前罗拉的速度运动,牵伸机构的无控制区为a,针板间距为b。当第一块针板从1移至0(针板在0处下降)时,针板移动了距离b,而纤维则移动了Eb(E为牵伸倍数),因此针板的梳理长度为b(E-1),该梳理长度在纤维上的位置是从1开始向后移至b(E-1)的这段长度。这段梳理长度在图7(1)中以线段I表示。同理可求得第二块针板的梳理长度为2b(E-1),在图中用II表示。以此类推。第n1块针板的梳理长度正好梳到纤维的尾端。当然后面针板梳理长度都算到纤维的尾端为止,第n1+1块针板的梳理长度是l - a-(n1+1)b。其余类推。最后一块针板(第n1+ n2块)梳理长度为l- a-(n1+ n2)b,该梳理长度应大于或等于零。第n1块针板以后各块针板的梳理长度也用线段表示在图中。
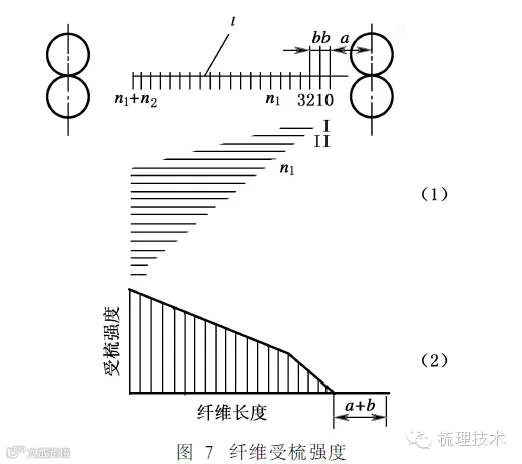
由图7中线条可清楚看出,从第一至第n1块针板的梳理长度呈等差级数变化;从第n1+1至n1+ n2块针板的梳理长度也呈等差级数变化。这样就不难算出l长纤维的总梳理长度G:
由于纤维的总梳理长度就表示纤维的受梳强度,故从式中可见,受梳强度与牵伸倍数E有关。E愈大,受梳强度也愈大。但是两者不呈线性关系,当牵伸倍数在4、5倍以上时,E的增加对受梳强度影响不大。受梳强度与无控制区a有很大关系,减少无控制区有利于梳理。受梳强度还与针板间隔b成反比。因此针板间距小不仅有利于控制纤维,也有利于提高纤维梳理强度。最后,受梳强度与纤维长度有密切关系。短纤维的受梳强度大大低于长纤维的受梳强度,从一根纤维的受梳强度分布就不难理解了,参见图7中(2)。任何一跟纤维的前部有(a+b)一段完全得不到梳理,此段以后越靠近尾端梳理强度越高。所以短纤维的受梳强度大为减弱,短于(a+b)的纤维根本不受梳理。反过来说,要梳理好短纤维或梳开和分散短纤维束,就必须减小针板间的间距b和无控制区a。当然,针板上采用细密的钢针也有助于加强梳理。
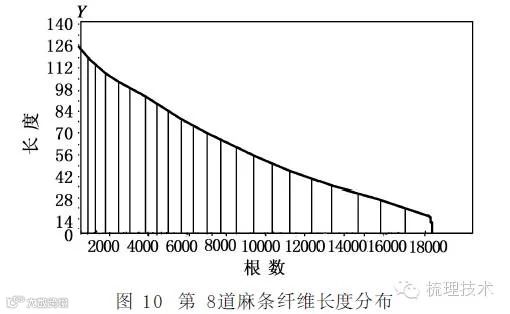
3.2 针梳机梳理后工艺纤维长度、细度变化
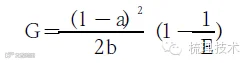
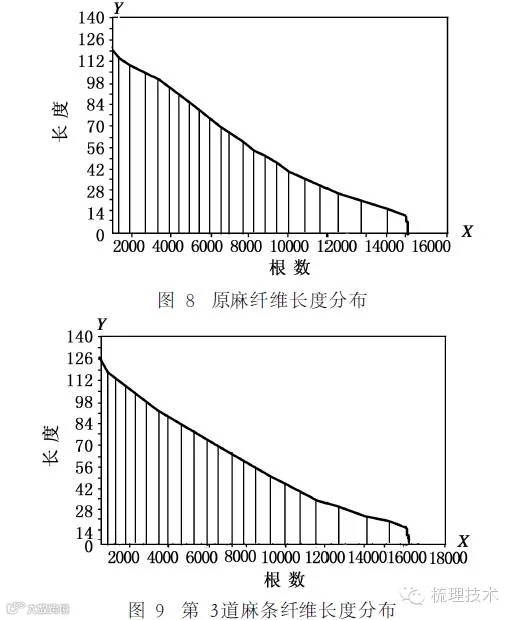
试验测定了栉梳机和针梳机各工序工艺纤维长度、细度的变化。其长度分布如图8~10所示。从图中可知,原麻及针梳机各工序麻条中工艺纤维长度曲线分布无明显差异。长度分布范围在5~130cm,短纤维率约为50%左右。
针梳各工序的工艺纤维加权平均长度、长度变异系数、纤维支数和纤维变异系数见表17。
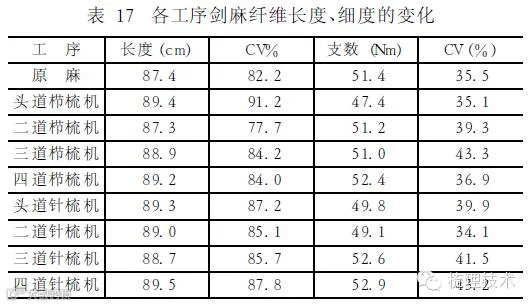
从表17可知,工艺纤维支数为15~100Nm;而工艺纤维的长度、细度和变异系数各工序均无明显变化。麻结(因较大,在工厂中称麻团)中纤维长度为10~130cm,若按根数计算,组成麻结的工艺纤维长度为10~60cm,约占80%,而平均支数为54Nm左右。麻结的纤维根数占5.2%左右,重量约占3.5%左右。
各工序剑麻纤维长度、细度无明显变化,说明针梳机的梳理作用,对工艺纤维的分裂劈细作用较差,这是由于剑麻纤维只经过机械刮青,而没有进行其他方法的进一步脱胶,因此单纤维之间联系紧密,且粗硬,难于对工艺纤维进行分裂劈细。同时也说明各工序的针密较小,麻条定量过重,因此梳理度较小,亦影响对工艺纤维的分裂劈细作用。因此加强对剑麻纤维的预处理,提高纤维的柔软度,进一步提高工艺纤维的细度,是提高剑麻纤维可纺性和纺高支细纱的关键。剑麻纤维的长度和支数不均匀较大,分别为82%和35%左右,短纤维率达50%以上,这些特性给针梳和纺纱过程中纤维运动的控制增加了很大难度,因此如何控制好牵伸过程中纤维的运动,是改善麻条和细纱不匀的一个关键因素。
从麻结(麻团)中纤维的长度来看,10~130 cm都有;但从根数比例来看,长度在60 cm以下的纤维比例约占80%。因此可以说,短纤维是形成麻结的重要因素之一。同时从麻结的形成亦可看出,提高机械刮青的质量,减少残留在纤维上的麻糠,亦是减少麻粒的重要因素,因麻结中的麻粒含量较高,其重量约占麻结重量的5%~15%。
试验表明,当剑麻纤维刮青后,若留在剑麻纤维中的麻糠越多,则细纱中的麻粒亦多,其试验结果如表18所示。
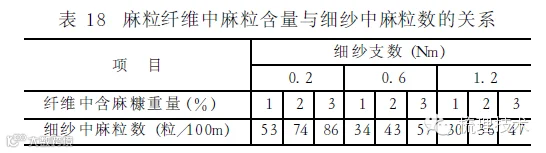
从表18可知,随着纤维中麻糠重量的增加,则细纱中麻粒也越多,对细纱质量有较大影响,因此剑麻的刮青质量十分重要,应尽量去除麻糠,所以在机械刮青过程中,必须对纤维进行冲洗,以进一步去除麻糠。从表中亦可看出,纺纱支数越高,则麻粒较少,说明选用原料的优势,对细纱麻粒的形成亦有一定关系。
3.3 梳理后麻条中纤维平行伸直度、麻粒和麻条不匀率的变化
经针梳机梳理后,麻条中纤维平行伸直度、麻粒和麻条不匀率的变化如表19所示。

从表19可知,随着针梳机道数的增加,麻条中纤维平行伸直度改善,有利于细纱质量的提高,麻条不匀率随着针梳机道数的增加而下降,但三与四道之间不匀率下降不明显。麻粒随着针梳机道数的增加而显著增加,从四道栉梳机至四道针梳机,其麻粒增加了33倍,而从头道针梳机至四道针梳机,其麻粒增加了3倍,可见随着针板牵伸机构针密的增加,麻粒有较大幅度的增加。因此针板牵伸机构中的工艺参数是麻粒增加的重要因素。因此必须加强对针板的维修保养工作,减少和消除针板的缺针、断针和缺针板,定时做好针板的清洁工作,梳针的针尖必须保持锐利和良好的光洁度,防止超针现象的产生,是减少麻粒的重要途径。麻粒的增加,对剑麻地毯等产品有较大影响,因此减少麻粒十分重要。
从表中还可看出,随着针梳机道数的增加,麻条不匀率逐渐减少,有利于细纱质量的提高。
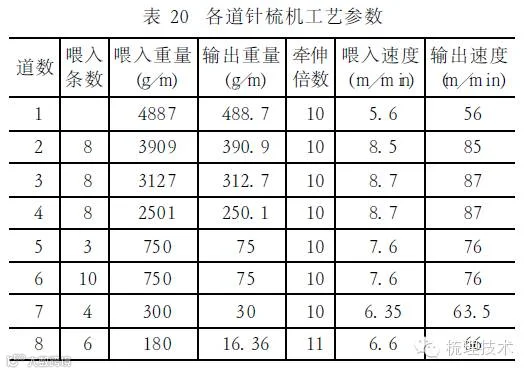
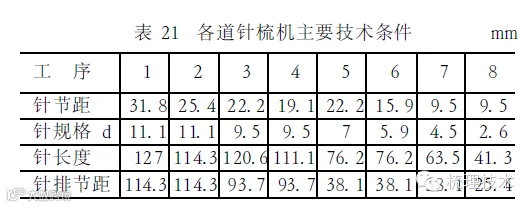
3.4 各道针梳机工艺参数与主要技术条件
各道针梳机工艺参数与主要技术条件见表20、21。
4 结语
剑麻是我国具有特色优势的天然纤维原料,尽管现代科技不断取得进步,但是剑麻纤维所具有的质地坚韧、富于弹性、拉力强、抗撕裂、耐磨、防腐等特性是合成纤维无法替代的,尤其是剑麻纤维具有不污染环境、不易产生静电等优点,被广泛地用于制造生活和环保用品。由于剑麻纤维的天然特色和良好的市场环境,近年来国外的巴西、坦桑尼亚等剑麻主产国已高度重视剑麻生产,越南、泰国等国家也正在谋求发展剑麻种植业,剑麻产业的发展势头非常强劲。目前,我国入世的过渡期已经结束,贸易的准入条件更加开放,剑麻贸易十分活跃,在这新形势下找准剑麻科研切入点,提高剑麻科技创新能力是推动我国剑麻业高效可持续发展的关键。
剑麻工艺纤维长度长,经过机械刮青后不再进行脱胶,在生产实践中均采用针板牵伸对纤维进行梳理,一般要经过8道栉梳机和针梳机,经梳理后的剑麻纤维,其长度和细度无明显变化,主要原因是经机械刮青后,没有进行化学或生物脱胶,因而工艺纤维的分裂劈细困难,影响了可纺细纱支数,因此在纺高支纱时,可探索进一步生物脱胶。经针梳梳理后,纤维的平行伸直度有较大改善,有利于细纱质量的提高。减轻喂入定量,增加梳针针密等措施,以提高梳理度,亦有利于质量的提高。提高剑麻纤维的机械刮青质量,减少纤维中麻糠的含量,对细纱中麻结减少具有较大影响。
梳前准备工艺的工艺参数,如堆仓温度、堆仓时间、堆仓密度等,加乳化液率的多少均对细纱的质量有较大的影响,应需充分注意。
参考文献:
[1]姜繁昌,等.苎麻纺纱学[M].北京:纺织工业出版社,1987.
[2]中国纺织大学绢纺教研室.绢纺学(上册)[M]. 北京:纺织工业出版社,1987.
[3]姜繁昌,等.剑麻纤维可纺性研究[J].麻纺织技术,1997,(1);(2)(3).
[4]姜繁昌.龙舌兰麻纤维性能研究[J].北京纺织,1998,(3).
[5]姜繁昌.剑麻加油发酵工艺与成纱质量的研究[J].北京纺织,1999,(5)
《梳理技术》创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴、许鉴良先后任主编。目前,杂志由辽东学院孙鹏子教授担任主编,并拥有一支国内外学界权威、行业技术专家组成的编委队伍。
《梳理技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。
《梳理技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!