
本文发表在第16期《梳理技术》杂志上,更多好文章期待您的投稿。投稿邮箱:shulijishu@geron-china.com
梳棉机高产的矛盾和对策
李妙福 (河北省纺织工程学会)
0 前言
传统高产梳棉机(指1m幅宽梳棉机)的设计产量不断提高,国际先进梳棉机已经达到150~180kg/h,国内最新型号也在120kg/h左右。但实际生产产量差距较大。供转杯纺粗中号纱的梳棉产量,与设计产量较接近。但环锭纺中,细特号(18~14.5 tex)在40~50 kg/h,加工长绒棉时(9.7 tex以下)梳棉产量仅20~25 kg/h左右,还不到设计产量的30%,真可谓“高产梳棉机不高产”。
梳棉机在环锭纺纱流程中产量不高的原因,既不是认识问题,也不是工艺问题,而是梳棉技术问题。
1 梳棉机高产的矛盾
1.1 梳棉机生产的基本要求
梳棉机生产不论是高产还是低产,都必须满足以下要求:
(1)要有足够的梳理度,使生条中纤维呈单根化状态;
(2)在梳理过程中,要保持纤维原有的特性,使纤维不损伤或少损伤,即短绒增长率要低;
(3)筵棉经梳理后,在保证除杂要求下,生条中棉结要比喂入筵棉降低80%以上;
(4) 其他质量指标,如重量不匀率、条干不匀率、纤维伸直度(约60%~70%)等要满足后工序及成纱质量要求。
总之,生条结构一度(分离度)三率(棉结去除率、短绒增长率、杂质去除率)要符合后工序加工要求。
1.2 梳棉机高产时的矛盾
由于梳棉生条结构既要纤维单根化、棉结去除率高,又要不损伤纤维,短绒增长率低,因此在梳理过程中出现以下主要矛盾。
1.2.1 梳棉质量和纤维强度的矛盾
提高梳棉机产量很重要的一点是在达到最低质量要求下保证梳理度,即每根纤维的受梳齿数不降低。它的关键是锡林速度,过高的锡林速度加大了针齿对纤维的冲击力和分梳强度,就会损伤纤维、增加短绒的产生。据文献介绍,棉纤维的应力和断裂临界点要求锡林线速度不大于30~35 m/s。也就是说加工粗绒棉时线速度可高些,加工细绒棉、长绒棉时,锡林线速度要偏低掌握。按此测算,生产环锭纺细绒棉时传统梳棉机锡林速度(大直径1290 mm)在444~518 r/min,即大直径锡林速度不宜超过450 r/min,最高不能大于500 r/min,这就限制了梳棉机在加工棉纤维时的产量。
我们现在都偏低掌握,一般锡林线速度控制在24~28 m/s。
1.2.2 梳棉棉条重量和后工序牵伸分配的矛盾
棉条定量和出条速度是决定产量的主要因素。当前对提高产量起主导作用的是出条速度。棉条定量必须与后道工艺牵伸配置相适应。在环锭纺纱工艺中,由于细纱牵伸倍数一般在50倍,最高80倍,加上粗纱牵伸,也只有400~640倍,限制了棉条定量的提高。近期推行细纱大牵伸后最高可达100~120倍,加上粗纱,最高可达800~1000倍,生条定量有条件适当提高。如山东华乐生产CJ4.93 tex(Ne120)纱,原生条定量为2.78g/m,生条到细纱牵伸564倍,采用大牵伸工艺后,生条定量提高到3.43 g/m,生条~细纱牵伸倍数也相应提高到700倍,仍保持原有质量水平。
在转杯纺纱工艺中,转杯纺纱机的牵伸倍数一般400倍,最高是500倍。生条定量粗号纱一般在7~9 g/m,细号纱按400倍计算和环锭差不多。因此,转杯纺工艺也受牵伸倍数的制约。
1.2.3 梳棉高产和生条及成品质量的矛盾
梳棉机的质量不仅要考核棉条的各项质量指标,还要看相关的成纱质量。产量和质量的关系实质是梳理质量问题。当产量提高时,锡林针面上纤维密度就增加,在同样工艺条件下,就降低了梳理作用,降低了棉结去除率,但短绒有所减少。要保持原有梳理作用,就要增加锡林速度或调整工艺参数,棉结去除率高了,而短绒则有所增加。所以梳棉机质量在一定范围内,它的质量是好的,当产量超过或低于此范围时,棉条和成纱质量都达不到最低质量要求。
转杯纱由于它的纱线结构与环锭纱不同,因此对棉条的质量要求也不同。梳棉工艺除一般要求外,强调除杂、除微尘,并要求纤维分离度好,而对短绒不如环锭纺纱要求高。根据以上特性,供转杯纺的梳棉机台时产量有条件大幅度提高,尤其粗号转杯纱。
这些实质上就是梳理质量和产品质量的矛盾。
2 梳棉机高产的对策和措施
提高梳棉机产量,做到“高产梳棉机高产”,就要研究和解决好梳理质量与产质量的矛盾。我们现在常用的主要措施如下。
2.1 选用新型针布
这是最有效、最简单、最省钱的措施。如:(1)改用每(25.4 mm)2针密大的针布。实质上在其他工艺条件不变时梳理度也相应提高;(2)选用改浅、改小工作角的新型针布等,新型锡林针布的工作角有75°、65°、60°甚至55°,极大地提高握持纤维的能力,提高了针布对纤维的分梳作用,减少了滑脱纤维,使浮游纤维少,生条棉结少,纤维伸直度、均匀度、梳理度及成纱质量得到极大改善。如纺中细号环锭纱原用2525×01550型针布,改用2030×01550型针布,针密865齿/(25.4 mm)2没有变化,在其他工艺不变的条件下,棉结去除率大幅提高,生条棉结降低约50%,表 1为2525和2030型两种针布在6家试用厂的棉结下降情况。

棉结下降显著,但短绒率很高,为此又采用相应措施:
(1)锡林速度由478 r/min降到385 r/min,刺辊速度由900 r/min降到780 r/min;
(2)生条定量由19.85 g/5m增加到21.6 g/5m;
(3)出条速度由110 m增加到160 m。
通过以上降低锡林、刺辊速度或增加产量(提高定量或出条速度)措施后,短绒率下降到原有水平,而棉结基本没有增加。
2.2 改进梳棉机结构增加梳理面积
目前主要有两种模式,现介绍如下。
(1)抬高锡林位置,以加大刺辊、锡林、道夫之间的夹角,增加梳理弧长度。
高产梳棉机在产量不断提高下,为保证梳理质量,保持原有梳理度,由于提高锡林线速度受到纤维单强的限制,当前国内外梳棉机制造厂商主要采取提高锡林中心的同时,降低道夫、刺辊中心,改变三者相互位置,使刺辊锡林道夫三者中心线夹角加大,从200°扩大到230°、250°、292.5°,以增加有效梳理弧长度,有的还结合后部刺辊区改为多刺辊。如特吕茨勒TC03型抬高锡林中心后夹角为250°,梳理区长度为2.82 m,比DK903型2.17 m增加了0.65 m,增加了30%,也就是说在锡林速度、针布等主要工艺不变条件下,产量可提高30%,而梳理质量不下降。
(2)以增加梳棉机幅宽为主要措施,并辅以改小锡林直径,加大梳理夹角。如立达C60型梳棉机,幅宽由传统的1 m增加到1.5 m,在锡林上纤维量不变的情况下,使产量相对于原1 m宽梳棉机增加50%,而棉条和成纱质量没有任何影响。C60生产转杯纺粗号纱,梳棉产量最高可达220 kg/h ,生产环锭中细特纱时实际产量在70~80 kg/h,比传统1 m宽梳棉机提高约50%。
2.3 增加预牵伸装置
国外高产梳棉机都可配联体式预牵伸装置。为提高梳棉机产量,由于出条速度(道夫速度)有一定限度,因此采用提高生条定量,为平衡后道工序牵伸倍数,在梳棉机上加装三罗拉牵伸装置,即联体式预牵伸装置。该装置三罗拉采用独立电动机传动;输出罗拉、圈条盘、中罗拉、后罗拉各自使用数字式伺服电动机技术,使各罗拉速度达到相当高的精确度,并使梳棉机与其具有同步性。
预牵伸装置直接处理的是梳棉机输出的棉条,没有并合功能,最大牵伸3~5倍。使用预牵伸装置后,可以使梳棉机产量相应提高,做到真正的高产。
预牵伸装置可选配自调匀整装置。据介绍,配自调匀整装置后,纺转杯纱可减少并条机,缩短工艺流程。但预牵伸装置没有并合功能,在混和均匀方面较差,因此不能替代并条机。
有资料介绍,生产供环绽纺纱用的棉条,一般都不用预牵伸装置。
3 梳棉机产高措施的分析
传统高产梳棉机在生产转杯纺用棉条,不用预牵伸装置,产量可在80~100 kg/台时,如配用预牵伸装置,产量可达到100~150 kg/台时。但在生产环锭纺中、细号纱时,达到产量50 kg/台时以上的就很少。为此,重点对改进梳棉机结构,增加梳理面积的两种模式进行探讨。3.1 两种模式的主要规格及特点
3.1.1 锡林中心位置抬高
典型的有特吕茨勒TC03型。
主要规格:工作幅宽1 m;锡林直径1290 mm;道夫直径700 mm;刺辊3个,直径为173 mm; 梳理夹角加大为250°; 梳理区长度加长为2.82 m,比DK903型2.17 m增加30%;可选配预牵伸装置。
3.1.2 锡林加宽
典型的为瑞士立达C60型。
主要规格:工作幅宽1.5 m;锡林直径减小为814 mm,是常规1290 mm的63.1%;刺辊数量:1个或3个。直径1个为253 mm,3个为180~253 mm;道夫直径加大到680 mm,梳理夹角加大为292.5°;梳理区长度为2100 mm,比C51传统型减少22.2%。刺辊数量可以选配,一般环锭纺流程选用一个,转杯纺流程选用三个。可选配预牵伸装置。
3.2 两种模式的主要区别
锡林针面纤维量对于梳理质量至关重要,锡林纤维量越高,梳理强度越低,梳理质量下降。因此,锡林上纤维量成为决定棉条质量的一个重要因素。而产量的提高和锡林上的纤维量有直接关系。这意味着棉条和成纱质量下降。
第一种锡林抬高模式是窄幅(1m宽)、大锡林、大夹角。由于锡林宽度和直径都没有改变,因此提高质量主要是增加锡林表面纤维量。为保持原有梳理度和质量,必须采取相应措施,如提高锡林速度,增加梳理弧长度,增加梳理元件,调整工艺参数等措施。如以TC03为例,由于梳理弧长度比DK903增加30%,所以理论上可以增加30%产量。
第二种加宽模式,是宽幅(1.5m)小锡林,大夹角。由于锡林加宽到1.5 m,所以在锡林线速度不变条件下,提高产量是在保持锡林表面纤维量不变,保持输出棉网单位面积重量不变,通过增加输出棉网面积来实现的,因此在原有工艺条件下,即可保持生条原有结构和质量。以C60为例,由于幅宽增加50%,所以理论上可以增加产量50%。
3.3 锡林针面负荷及梳理度
锡林针面负荷对梳理质量起着关键作用。在相同条件下,锡林针面负荷越高,对纤维的梳理作用越低,这是由于每根纤维得到的梳理次数减少了。因此纤维受梳齿数是决定生条质量的关键因素之一。
梳理度在国内习惯和针布齿数结合,用纤维受梳齿数计算,公式如下:

3.3.1 传统计算方法
式中梳理面积为锡林表面积,所以抬高型虽然锡林抬高增加了梳理弧长度,但锡林表面积不变,因此从梳理度方面显示不出锡林抬高的优点。结果是产量增加,梳理度下降。而加宽型,当锡林线速度不变,针布齿密度、使用原料相同条件下,增加锡林宽度50%,梳棉每小时产量同步增加50%时,梳理度保持不变。C60就利用这一关系,将幅宽由1 m增大到1.5 m,在锡林上纤维量不变的情况下,使产量相对于原C51型梳棉机增加50%,而棉条和成纱质量没有任何影响。真正做到宽幅高产,锡林不高速,梳理度不降低。
3.3.2 以锡林有效梳理区计算
有人认为,在现代梳棉机,又抬高锡林,又增加固定盖板,即增加梳理弧长度条件下,不同型号梳棉机的梳理弧的长度也不同,用传统梳理度计算方法是否恰当。在锡林上真正起到对纤维梳理的区域,只有梳理弧长度一段,即锡林和盖板(含回转及固定盖板),而不是整个锡林表面。事实也证明这一点,增加梳理弧长度已成为梳棉机提高产量的主要措施。为此试用有效梳理区及其总齿数来测算(见表2)。为区别于传统方式暂定为“有效梳理度”,其计算公式为:

式中,梳理弧长度区域面积(mm2)=梳理弧长度(mm)×锡林幅宽(mm)
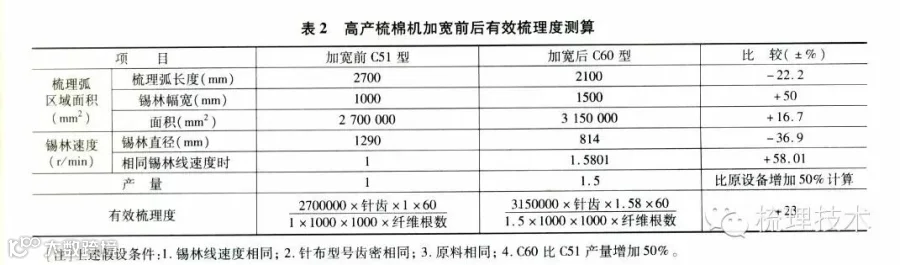
通过测算,C60比C51梳棉机在锡林线速度、针布型号规格,原料相同情况下,产量提高50%时,有效梳理度不仅没有下降而且略有提高,也说明梳棉机加宽的优点。
抬高型高产梳棉机,由于锡林抬高梳理弧长度增加,因此,梳棉台时产量相应提高,也不会影响有效梳理度及产品质量。如TC03型梳理弧长度增加30%,则梳棉产量也可相应提高30%。
3.3.3 结合刺辊后的梳理度
梳棉机梳理度应包括刺辊、锡林、道夫三者的梳理度。但由于锡林部分梳理度占95%左右,并且刺辊、道夫变动较小,因此为简化,只计算锡林部分的梳理度。但目前梳棉机有单刺辊,也有多刺辊,为此结合刺辊情况分析梳理度。
根据某机型对刺辊的配置,在纺JC14tex台时产量48 kg/h时的情况如表3。
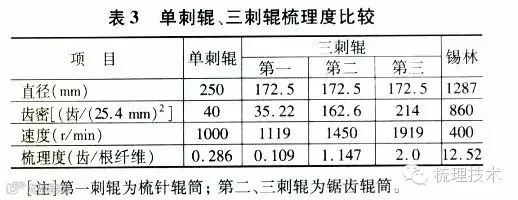
一般情况,采用三刺辊可增加梳理度20%左右,同时使从清棉的纤维束到梳棉机的锡林梳成单纤维状态的过程中,实现渐进开松的目的,以尽量减少棉结,短绒的产生。因此抬高型梳棉机采用三刺辊,适当弥补了梳理弧区域的梳理不足。但三刺辊梳棉机适宜于加工转杯纺纱及粗号环锭纺纱用棉条;在加工细号、特细号环锭纱时,对纤维损伤比单刺辊为大,要慎重。
通过以上分析,加宽型和抬高型都可做到锡林不高速、梳理度不降低的情况下比原梳棉机产量相应提高。但加宽型梳棉机在做到相同梳理度情况下还可适当降低锡林线速度,这对保护纤维是有利的。
3.4 棉网的凝聚和道夫转移率
道夫转移率决定了锡林旋转一周从锡林针面转移到道夫针面上纤维量的多少,一般在5%~15%之间。道夫转移率影响到锡林、盖板间的梳理能力及棉网的质量。
不论采取提高出条速度还是增加生条定量来提高产量,道夫转移率都相应提高。在提高产量的情况下,道夫转移率高,意味着锡林、盖板间针面负荷增加,因而使锡林、盖板间纤维的梳理能力降低,即棉网质量下降。
抬高型梳棉机高产是在锡林表面纤维量加厚,并通过增加输出棉网单位面积重量或提高出条速度的条件下实现的,因此转移率相应提高,一般为3%左右,如图1中A。
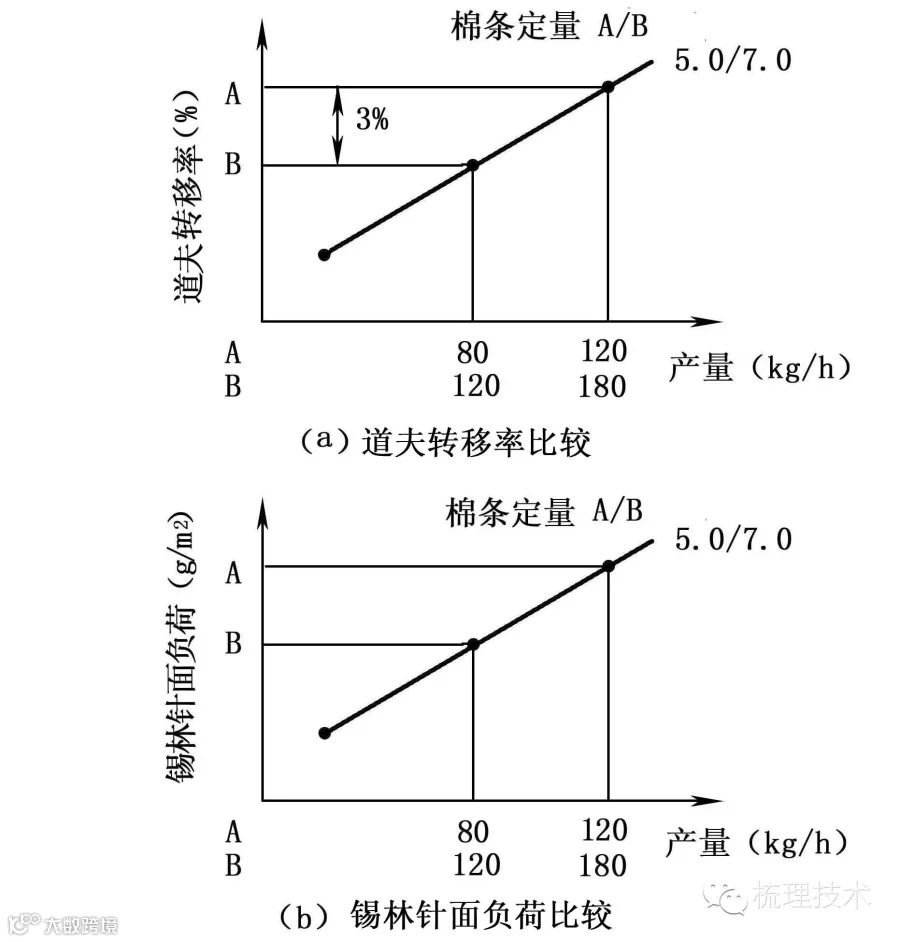
图1 两种机型提高产量时道夫转移率及锡林针面负荷比较
A-抬高型梳棉机; B-加宽型梳棉机
加宽型梳棉机高产,由于锡林加宽,使输出棉网的面积增加而棉网的单位面积重量不变,即锡林表面纤维密度不变的条件下实现的。因此它的道夫转移率和原窄幅梳棉机基本相同。如图1中的B。
另外道夫转移率也表示纤维经过梳理区的平均次数,同时也反映纤维所受到的梳理强度。道夫转移率高,纤维的平均梳理次数降低,一次性梳理纤维量增加,因而影响分梳质量。如道夫转移率为13,则平均梳理次数为7.7次。道夫转移率10,则纤维的平均梳理次数为10次,意味着纤维得到更充分的梳理。
从上可知,在相同产量条件下:(1)梳棉机的道夫转移率和锡林针面负荷,加宽型梳棉机要比抬高型都要小,如图1中A、B;(2)纤维受梳次数,加宽型要比抬高型的多;(3)低道夫转移率弥补了加宽型梳棉机小锡林梳理弧长度不足,并保证了梳理质量。
3.5 锡林幅宽
对锡林幅度加宽,国外文献报道,认为加宽后有以下情况需要考虑。(1)制造成本增加。梳棉机加宽50%,梳理元件的制造标准要提高,要用较小公差,因而制造成本的增加与宽度增加成二次函数关系,即指数近似2。当两台1.5 m梳棉机替代三台标准梳棉机,超出成本约20%。
(2)维修量增加。维修工工作更加繁重。如宽幅盖板一般要具有标准梳棉机盖板相同刚度,其重量至少是标准梳棉机盖板重量的2.25倍。虽然可以采取措施改进,但会增加附加成本。
(3)棉网形成棉条时的收缩受宽度的增加影响 ,使得高速情况下纤维成网难度增加。
(4)占地面积加大,操作空间加大,利润将更少等。
这些问题确实存在,但机械制造厂商在设计制造过程中都将予以考虑,有些问题也已解决,有些尚待改进。如C60梳棉机在锡林加宽同时采用小锡林,因而它的占地面积减小为6.94 m2,低于一般1 m宽梳棉机,因此生产1 kg棉条的占地面积小于一般梳棉机;再如由于锡林直径减少,使梳理区长度降低,调整了固定盖板和回转盖板配置,使回转盖板降低到79根,相应减少了维修工作量;采用两个横向皮圈集棉等。制造成本的增加,必然反映在销售价格上。在使用厂,设备价格在制造成本中仅表现为折旧费和财务成本(贷款利息)的增加,而使用厂考虑的主要是每千克棉条的制造成本,综合各种因素能否消化设备价格的提高应予以考虑。
锡林加宽后,在维护保养方面,虽然采用模块化等措施,方便了维修,但在老厂改造或新增宽幅梳棉机的工厂由于幅宽增加,对一些梳理元件的维修辅机,如盖板、包卷、修磨等设备都不适用,带来一定困难。
3.6 锡林直径
关于锡林小直径,早在1967~1968年就在青岛纺机厂A187型梳棉机上使用(706 mm、速度500~600 r/min,产量35~55 kg/h)。得到的结论是“梳理不足,转移有余”。这是由于当时的技术条件不足,因而没有取得预期效果。首先,当时谈不上新型针布,仅有JT33、JT34; 其次固定盖板在国内尚未开发应用;第三,直径小(706 mm) 回转盖板、工作盖板数量不够,因此造成“梳理不足”。现在的情况就不一样了,首先有新型针布、固定盖板、刺辊分梳板等起到预梳作用并可减少回转工作盖板;其次锡林抬高,锡林刺辊道夫夹角加大,目前大多为250°,最高292.5°。如C60梳棉机:锡林直径814 mm,夹角292.5°。梳理弧长度为2.1 m,相当于706 mm整个锡林圆周长度(2.218 m)。因此减小直径后仍可配置工作盖板30根左右和一定数量的固定盖板,保持足够的梳理度,故适当减小锡林直径,从理论和实际上都是可行的。
锡林减小直径,除上述降低占地面积外,还有如下的其他优点。
(1)减小锡林直径对提高除杂、排除短绒有积极作用。在相同线速度情况下,C60比C51的回转速度提高1.58倍,离心力提高1.6倍,生条含杂可降低30%~40%,因此小锡林可获得高清洁的生条质量。
(2)小直径锡林同心度误差小,并且因热膨胀量小,隔距变动小,对稳定隔距十分有利,在一定条件下可以提高质量。
(3)小直径锡林的锡林和盖板隔距有利于提高分梳质量。有文献报道,当不同直径锡林,采用同一尺寸盖板踵趾差时,其分梳隔距是不同的。C60、MK6、FA203三种机型在盖板踵趾差为0.56mm时隔距数据见表4。
如C60梳棉机最小隔距为0.1788mm,小隔距区间达到8.31mm,大于FA203小隔距区,这可能是在相同条件下,其实际梳理度要优于FA203的原因之一。

(4)小直径锡林可以降低锡林筒体的体积与重量,在机械加工、运输、安装和拆卸方面更为方便。
4 高产梳棉机的应用
一般认为高产梳棉机台时产量超过100 kg的,主要用在转杯纺工艺流程。但自加宽型C60梳棉机的出现,由于机幅加宽到1.5m,因此它加工的产品结构有了显著改变。据资料介绍,用于环锭纺占65%,其中普梳20%,精梳45%;用于转杯纺纱占25%;用于新型纺纱如喷气纺、涡流纺占10%。
我国近年来引进新型高产梳棉机虽然不太多,但都取得较好效果。
4.1 C60梳棉机使用情况
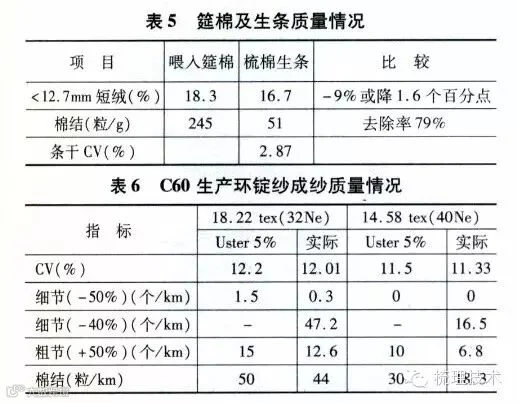
(1)江苏某厂用C60梳棉机生产环锭针织用纱18.22 tex(32Ne)及14.58 tex(40Ne),台时产量都达到65 kg,成纱乌斯特主要指标都好于5%水平,见表5、6。
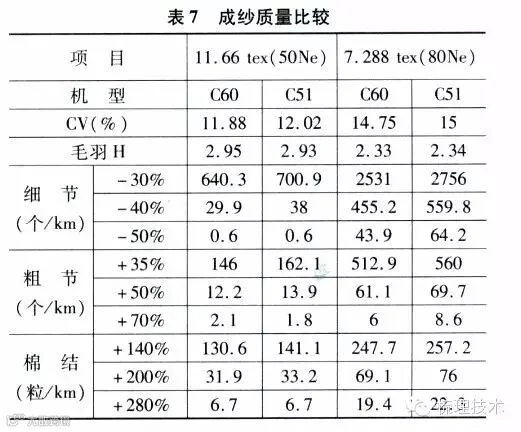
(2)新疆某厂生产长绒棉11.66 tex(50Ne)、7.288tex(Ne80)精梳纱,C60机台从生条到成纱均比C51要好,成纱质量见表7。具体数据如下。
C60梳棉机主要工艺参数:锡林速度700r/min,刺辊速度1040 r/min,盖板速度230mm/min,出条速度90m/min,生条定量6.5 g/m,产量35kg/台时。
C60纺7.288 tex生条质量: 棉结50 粒/g,纤维长度(U.Q.L)1.48 in,短绒(n)(<12.7mm)4.2%,短绒(w)(<12.7mm)18.1%,杂质22 粒/g。
4.2 预牵伸装置的应用
预牵伸装置是解决和后道工序牵伸分配矛盾的主要措施,也是提高梳棉机产量的主要措施。目前主要用在转杯纺纱工艺中,在环锭纺工艺中应用甚少。江苏某厂对转杯纺前道准备工序尝试取消并条工序,只在梳棉机上安装自调匀整和预牵伸装置,达到更短的纺纱流程进行试验和研究。
4.2.1 4种工艺流程
流程A:梳棉→并条一→并条二→转杯纺
流程B:梳棉→并条二→转杯纺
流程C:(梳棉+IDF)→并条二→转杯纺
流程D:(梳棉+IDF)→转杯纺
注:梳棉为DK903;并条一为HS(R)1000;并条二为HSR1000;转杯纺为R20。
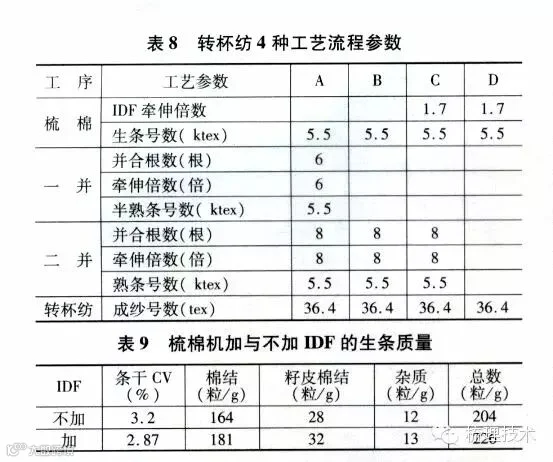
4种工艺流程参数见表8。
4.2.2 梳棉机加IDF及不加IDF生条质量
流程C、D要经过IDF牵伸,总牵伸倍数为1.7倍,则喂入IDF棉条定量为5.5×1.7=9.35tex,也就是C、D道夫上棉网定量比A、B要重1.7倍。因而经IDF的棉网定量重,针布转移良好,生条条干好,但纤维分梳差,棉网结杂上升(见表9)。
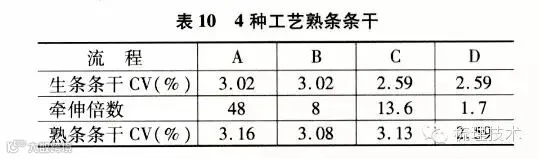
4.2.3 熟条条干
流程A牵伸倍数为48,纤维弯钩伸直效果最好,流程C次之,牵伸倍数为13.6,流程D牵伸倍数最小仅1.7,纤维弯钩伸直效果最差。熟条条干见表10。
4.2.4 弯钩与成纱质量
根据流程长短,生条内弯钩也有不同,最后喂入转杯纺机的棉条内纤维弯钩状态和数量各不相同。流程A、D的流程为偶数,故棉条内前弯钩占多数,其中A牵伸倍数大,前弯钩数量比流程D少;流程B、C为奇数,故棉条内后弯钩多,其中C牵伸倍数大后弯钩数量少。通过转杯纺机分梳辊的梳理和气流的吸引,纤维弯钩伸直,转杯纱的纤维伸直平行度由高到低依次为A、D、C、B。并对四种工艺流程成纱质量进行测试(见表11)。从结果分析,流程A、D的成纱条干CV值、千米细节、棉结、毛羽指标都优于B、C,主要由于A、D工艺纺制的转杯纱,纤维伸直平行度和叠合程度高,纤维间摩擦力大,抱合力强,包缠紧密,纤维头端露出纱线外根数少;而由于条子纤维的前弯钩喂入分梳辊强烈的分梳作用造成纤维损伤,短绒增加,成纱强力略有下降。
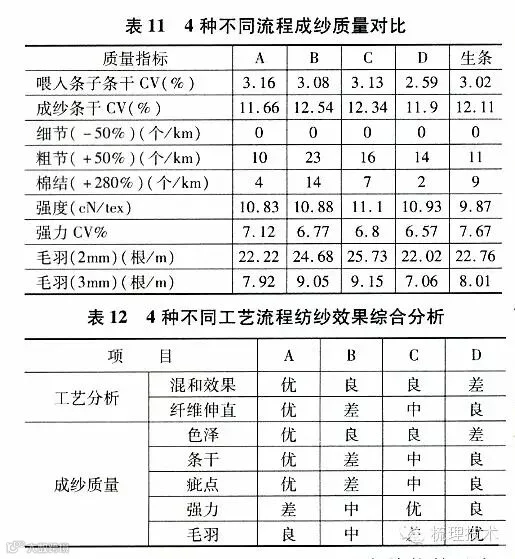
4.2.5 综合评价
不同工艺流程综合效果分析对比见表12。
(1)从原料混合效果看,A流程并合数量最多,效果最佳,D流程最差。
(2)从弯钩伸直效果看,流程A牵伸倍数最大,纤维弯钩伸直度好,成纱质量高。
(3)从纤维弯钩方向演变以及转杯纺纱机分梳效果来看,以采用偶数配置为宜。
综合分析:流程A是转杯纺的最佳工艺流程,但流程长,附加费用高,适宜于档次较高的转杯纱;其次为流程C,除毛羽较差外,为中上水平。由于采用IDF装置梳棉产量高,每千克生条加工成本低,适于大部分品种;
流程D工艺最短,占地面积小,用工省,可以加工再用棉,但混和差、成纱色泽是该流程的最大缺陷,如果原料稳定,成品对色泽要求不高,可以采取D流程。
另外采用附加装置,可大幅度提高梳棉机产量,如以上例1.7倍牵伸为例,即可提高梳棉机产量1.7倍,大量降低投资成本和1kg棉条的生产成本。
5 小结
(1)梳棉机高产的主要矛盾为:梳理质量和纤维强度的矛盾;棉条重量和后工序牵伸分配的矛盾;梳棉高产和生条、成品质量的矛盾。因此妥善处理这些矛盾是梳棉机高产的关键。
(2)梳棉机高产的对策和措施主要有:选用新型梳理器材和针布,是最有效最简单、投资最少的措施;增加预牵伸装置是解决和后工序牵伸分配矛盾的有效措施,也是提高和发挥梳棉机生产潜力的有效措施;改进梳棉机结构,增加梳理面积,保证高产下的梳理度。
(3)改进梳棉机结构,提高梳棉机产量有二种模式。一是抬高锡林位置,增加刺辊、锡林和道夫夹角,增加梳理弧长度,在调整回转盖板基础上,增加固定盖板以提高有效梳理度;另一种是增加梳棉机幅宽为主,减小锡林直径、增加梳理夹角为辅,以提高有效梳理面积。
(4)两种模式的共同点是通过抬高锡林或加宽锡林,以增加锡林有效梳理面积;两种模式的主要区别:抬高型是增加输出棉网单位面积重量或提高出条速度,即增加锡林表面纤维量,为此必须采取相应措施以保持原有梳理度和质量;加宽型是保持输出棉网单位面积重量不变,通过锡林加宽增加输出棉网面积来增加产量,因此在保持原有工艺措施下,即可保持生条原有结构和质量。
(5)两种模式另一不同点为预梳区(刺辊部分)结构。抬高型为三刺辊,而加宽型的预梳区为模块化结构,即可单刺辊也可以配三刺辊。因此在生产品种上,一般抬高型最适宜于加工转杯纱或粗号环锭纱,配上IDF装置后台时产量可达180kg/h,而加宽型预梳区为三刺辊的可加工转杯纱,配上RSB装置后产量最高可达220kg/h,预梳区为单刺辊的则可加工原料为细绒棉、长绒棉的环锭细号、特细号、精梳、普梳纱。目前最高可生产7.288 tex(80Ne)台时产量在35~40kg左右,比一般梳棉机约提高50%。
参考文献:
[1]立达纺织机械(上海)有限公司.C60梳棉机先进的梳理技术及其灵活性[J].上海纺织科技,2006(5): 97-98.
[2]何小乐译.对梳棉若干问题的探讨和建议[J].纺织技术选刊,1986(1): 5-7.
[3]特吕茨勒公司.棉条技术.
[4]Peter Artzt. Influence of Cardingwidth on carding technology[J]. Melliand English,2006,88(5): E66-E68.
[5]费青.锡林道夫转移率对梳理质量的影响[J].梳理技术,2005年1月,第11期: 23-28.
[6]孙鹏子.梳棉机回转盖板根数问题的研讨[M].梳理技术专题选编2,2007: 183-187.
[7]孙鹏子,曹继鹏.梳棉机几个工艺问题研究的评述[A].“太平洋杯” 2007现代梳理技术交流研讨会论文集[C],2007: 180-182.
[8]郭昕,等译.梳理宽度及其他因素对梳棉机经济性的影响[J].棉纺织技术,2007(11): 62-64
《梳理技术》创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴、许鑑良、孙鹏子(已故)先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《梳理技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《梳理技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!