

本文发表在第29期《梳理技术》杂志上,更多好文章期待您的投稿。投稿邮箱:shulijishu@geron-china.com

现代高产梳棉机及梳理技术的发展趋势
郭东亮 董志强(郑州宏大新型纺机有限责任公司)
梳棉机是纺纱流程中的核心设备,是梳理技术、结构设计、纺织工艺在纤维分梳、转移过程中的综合体现。梳棉机和梳理技术的发展是相辅相成的,梳棉机是各种梳理技术和梳理理论的载体,梳理技术则为梳棉机的快速发展提供动力和方向。
1 国外梳棉机的发展历程
早在500年前,人们已经开始利用简单的工具对纤维进行梳理,19世纪初,先后出现了罗拉式梳棉机和固定盖板梳棉机。1834年英国的斯考脱曼· 约翰·斯密斯设计了回转式盖板,1857年首批基于回转式盖板梳棉机出现,许多专家认为这就是现代梳棉机的原型机。在随后一百多年的时间里,梳棉机并没有太大发展,直到20世纪中期,梳棉机开始迅猛发展。从现代梳棉机的结构特点和发展历程来看,可以将其进行简单划分三个阶段。
1.1 第一阶段
第一阶段是从20世纪50年代末至70年代后期,这一阶段是国外梳棉机的真正起步发展阶段,梳棉机出现百家纷呈的局面。具有代表性的梳棉机主要有:瑞士立达公司的C1/1、C1/2、C1/3型梳棉机,德国特吕茨勒公司的DK2、DK3型梳棉机,日本的CK-7C型和CKW型梳棉机,意大利马佐里公司的C40型梳棉机,英国的泼拉脱600型梳棉机以及克罗斯洛尔的MK3-80型双联梳棉机,法国SACM公司的HP7型梳棉机,西德因果斯塔脱公司KB-8型以及KB-4008型。
这一时期金属针布开始取代弹性针布在梳棉机逐步推广,使梳棉机的单台产量从3~5 kg/h迅速提升至30~50 kg/h,梳棉机在结构上也发生了巨大改变。例如德国特吕茨勒在几年时间内先后推出梳棉机DK2、DK3型以及DK715型梳棉机,梳棉机的基本结构和基本梳理技术迅速定型,在随后几十年的发展中,特吕茨勒公司一直是在对这些基本机构和梳理技术进行完善和挖掘。
1.2 第二阶段
第二阶段是从20世纪80年初至20世纪末,国外梳棉机进入高速发展阶段。各公司梳棉机的功能和结构在第一阶段的基础上不断改进完善,梳棉机产量得到进一步提升,梳棉机的理论产量达到了80 kg/h左右。各种先进的梳理技术、梳理理念、控制检测技术纷纷亮相。这一时期有代表性的梳棉机主要有:立达的C4、C10、C50型梳棉机,特吕茨勒的DK760、DK803、DK903型,克罗斯洛尔公司的MK4、MK5型梳棉机,马佐里公司的CX300、CX400型梳棉机,霍林沃思的Platt 2000型梳棉机。
1.2.1 立达C10/C50型梳棉机
瑞士立达C10型和C50型梳棉机采用了多项新型梳理技术,这些当时看来的新技术现在已经成为国内外各大公司的基本技术。
(1)C10型梳棉机
C10型梳棉机最早采用了倒置式给棉装置(即顺向喂棉技术),如图1所示。给棉罗拉表面采用菱形滚花,可调的小型给棉板反装在给棉罗拉上,可根据不同纤维长度调节给棉板握持点至隔距点的距离;刺辊下加装由一把除尘刀和两块预分梳板组成的小漏底结构。
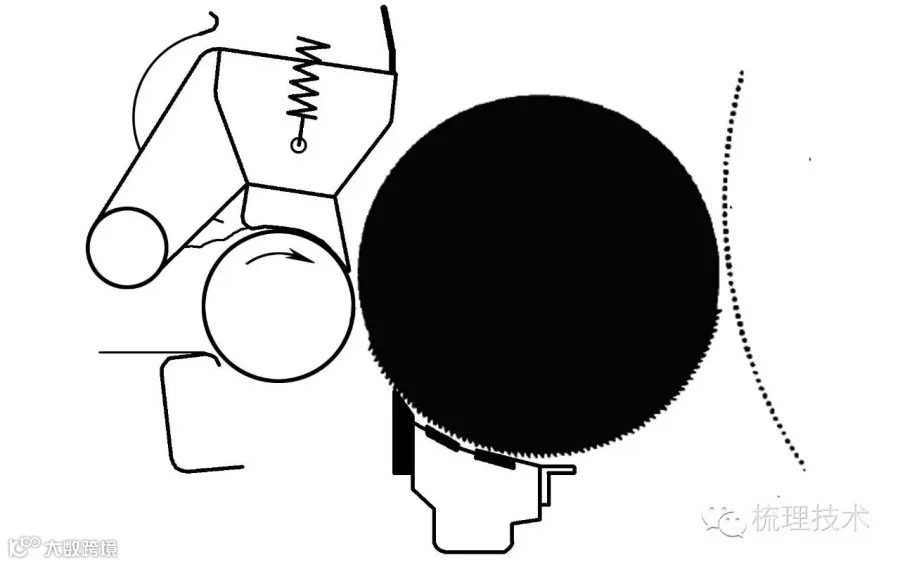
图1 C10型梳棉机给棉及刺辊部件示意
采用直径500 mm的小直径道夫,同时抬高锡林中心,使其梳理面积相对C1/3增大了16%;锡林前后加装4块固定盖板以增强分梳力,并把由6根固定盖板和一个棉网清洁器组成的TREX系统作为选配件,如图2所示;活动盖板工作根数增加到43根(总数为112根);活动盖板反转,利用传统摆动抄针方式将剥取的盖板花吸走,C10型全机共有10个吸点(加上TREX共有12个吸点)。
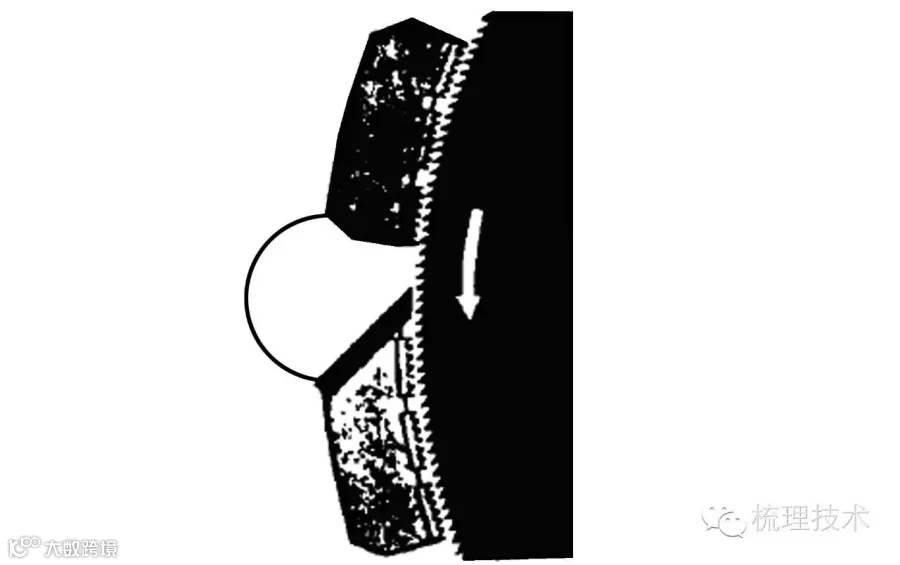
图2 C10型梳棉机TREX系统结构示意
(2)C50型梳棉机
C50型是在C4、C10型的基础上,进一步完善设计,首次提出了模块化概念,使其保全保养更加方便,工作效率更高,锡林速度最高可达600 r/min,单台理论产量80 kg/h。C50型梳棉机罩壳采用了自行支撑的罩壳设计,具有宽敞的门,门打开后就能接触到机器的各个地方,保全保养工作方便、省工、提高效率;用传动带代替链条,不需润滑油,可防油污,延长使用寿命;刺辊模块化设计,能保证更换刺辊或刺辊锯条后,分梳元件与刺辊隔距保持不变,降低换刺辊工时,提高生产效率;盖板用齿形带传动;可选配锡林变频传动,可快速调整速度;车肚落棉与盖板落棉分开,盖板花可以分开回用;结合智能集中控制系统,监控所有梳棉机的运行状况和生产数据。
1.2.2 特吕茨勒DK760/DK903型梳棉机
特吕茨勒DK760型和DK903型梳棉机分别是上世纪80年代中后期和本世纪初期具有代表性的两款经典机型,这两种型号的梳棉机对当时世界梳棉机的发展和特吕茨勒公司自身的发展壮大都有着特殊的意义。
(1)DK760型梳棉机(单刺辊梳棉机)
DK760型梳棉机是DK740型梳棉机的改善型,也可以将其认为是DK740的“plus”版。DK760型梳棉机的机框由高强度钢板焊接而成,具有良好的抗扭曲变形性能;锡林、刺辊及盖板采用交流电机驱动(锡林也可选用变频无级调速),给棉罗拉和道夫采用交流变频电机;刺辊下装有2块预分梳板、2组吸风除尘刀和两组活动阀门,可以通过调整活动阀门的角度来调整落棉;锡林前后各装3根固定盖板,并在后部装1只、前部装2只棉网清洁器,锡林底部用罩板及2个吸风除尘管代替大漏底,环绕锡林有5个连续吸风的除尘管,能有效地把锡林纤维层中尘杂清除,使棉网清洁;整个清洁器及锡林罩壳均用铸铝制成;回转盖板总数为80根,其中工作盖板30根;盖板传动采用同步齿形带传动,替代过去的链条传动,盖板反转;能够实现机上磨盖板;采用三罗拉剥棉,并采用弧形板棉网集束导棉装置;全机共12个吸点,机上两侧设有专门形状的注塑吸落棉部件与吸口相连,代替原来多根塑料软管吸尘。
(2)DK903型梳棉机(三刺辊梳棉机)
DK903型梳棉机1999年在巴黎国际纺机展首次展出,该机是在DK803基础上改进而来,采用多项新技术,出条速度最高可达500 m/min以上,理论产量为140 kg/h。
DK903型采用Sensofeed顺向给棉机构,该机构包括给棉罗拉、给棉板由基座和10块钢板弹簧片组成,反装在给棉罗拉上方,具有分段握持和加权检测全宽度棉层的功能。利于改善对喂入棉层的握持控制和厚度检测,最终有利于分梳和生条均匀度的改善。
DK903型高产梳棉机配置了新型三刺辊系统“webfeed” ,它包括三只分梳除杂刺辊,每个刺辊都配有一块分梳板和一个带吸风管的除尘刀组合件,这三只刺辊包覆三种不同的针布,速度逐步增加,第一刺辊为短梳针型,第二、第三刺辊为锯齿形针布。三个刺辊的直径较小,均为172.5 mm,各刺辊表面线速度逐步增大,各刺辊的齿密依次逐渐增加。
DK903型梳棉机活动盖板的总根数为84 根,其中工作盖板30根,盖板反转,盖板花由单独电机传动的新型清洁装置剥取吸走。盖板骨高度加大,由铝材制成,盖板两端各固装有两根轴销式踵趾棒代替传统盖板加工而成的踵趾面,由两组齿形带连接传动,沿着一个特制的工程塑料轨道导带滑动,盖板装拆方便,不使用工具,可无级调整盖板速度,不需维修、加油。
DK903型梳棉机还采用了多项精确检测控制装置,这些新技术有:FCT电子式盖板隔距测量装置、PFS精确盖板隔距调节装置、PGS精细盖板磨针装置、复式盖板和清洁吸口装置组成的WEBCLEAN装置、WEBSPEED三罗拉剥棉和导棉装置、NCT在线棉结检测装置、IDF预牵伸装置等。
1.2.3 克罗斯洛尔公司的MK5/CST梳棉机
早期的Crosrol公司以专业开发和生产梳棉机闻名,该公司的MK系列梳棉机结构设计独特。
(1)MK5系列梳棉机
Crosrol公司的MK5系列梳棉机有MK5型和MK5D型两种。MK5系列梳棉机的四根立柱组成一坚固的刚性底框,每个立柱上端由钢珠支撑着刚性的侧面机框;锡林钢轴上套着四只深槽球面轴承,轴承座与半圆形曲轨为一整体,使曲轨弧面与锡林轴心保持很高的同心度,即使梳棉机产生走动,曲轨与锡林弧面的同心平行度也不会改变;刺辊与道夫墙板、锡林侧架用支轴联结,调节隔距方便准确,刺辊墙板上装配着可调节的除尘刀组合件;MK5型梳棉机锡林漏底保留着传统的尘格,以加强尘屑和短绒的排除能力。
MK5系列梳棉机每根活动盖板的两侧装有球面轴承,轴承在曲轨上运行,每根盖板及垫片在上机前逐根测量,使其高度一致,新盖板上车不用磨针。活动盖板的轴承结构,极大减小了摩擦,因此,盖板速度理论上可提高至1200 mm/min,增强梳理作用。
MK 5系列梳棉机刺辊名义直径为254 mm,锡林直径为1016 mm,道夫直径为508 mm,锡林与道夫直径比为2∶1,Crosrol公司通过大量研究认为该直径比能够最大提升道夫的一次转移率,减少纤维损伤;给棉罗拉直径放大至100 mm,给棉罗拉上包覆刺条,使给棉罗拉由面控制变为点控制,并由刚性控制变为弹性控制,这样纤维经过刺辊开松时不易被损伤,大大减少了短绒的产生。
(2)CST型双锡林梳棉机
双锡林梳棉机顾名思义,梳棉机有两个锡林。克洛斯洛尔的CST型双锡林梳棉机继承了MK3-80型和MK5的优点,在第一台梳棉机的道夫与第二台梳棉机的刺辊间,用一套包括一个剥棉罗拉、一个高速清洁辊、一对轧碎辊和两个转移辊组成的棉网转移组件相联。第一锡林采用较粗的针布和较低的速度;第二锡林采用较细的针布和较高的速度。双联梳棉机除杂效率高(最高可达96%),分梳、均匀混和作用好,棉结少,成纱条干CV低,粗细节少,纱线光洁毛羽少,强力高。对于转杯纺纱,纺杯积尘灰少,延长了转杯纺纱机纺杯的寿命,减少了转杯纺的断头,提高了转杯纱的结构、均匀度和强力。对于普梳纱有“半精梳”的效果,用于精梳纱可减少精梳落棉25%,即使采用等级较差的原棉,仍可纺出品质好的纱线。国内有些专家至今认为双锡林梳棉机在加工气流纺时产量和质量的优秀性能是单锡林梳棉机所不能达到的。
1.2.4 马佐里的CX400型梳棉机
20世纪80年代马佐里公司推出了C300型梳棉机,实际产量约为35~50 kg/h。1992年前后,推出了CX300型梳棉机,1996~1998年推出了CX400型梳棉机。
CX400型梳棉机
CX400型梳棉机的喂棉刺辊部分由给棉板、给棉罗拉和一只直径为350 mm 的刺辊组成,刺辊下装有 4块分梳板和 2把除尘刀,每块分梳板的齿密逐渐增加。
CX400型梳棉机的活动盖板为52根,工作盖板20根,由一单独电机传动,正向回转。铸铁制成的盖板加大了尺寸,以防弯曲;曲轨表面覆有特制的低摩擦导棒,以减少盖板磨损,且无需润滑;盖板清洁机构由一把斩刀和一根毛刷组成。
后固定盖板14根,针布密度逐渐增加,前固定盖板9根,中间装有一个带吸风的除尘刀。
CX400型梳棉机的锡林直径1290 mm,最高旋转速度600 r/min。锡林主电机通过5根三角带和离合器传动锡林,装有刹车装置,可以使锡林在30s内停止。道夫直径为706 mm,由变频电机单独传动,可在22~95 r/min内无级调速。剥棉装置采用由剥棉罗拉、一对倾斜轧辊和一个毛刷组成的三罗拉剥棉,并配两相对回转胶圈组成的胶圈导棉装置,最大出条速度可达350 m/min。
CX400型梳棉机装有预牵伸机构,牵伸倍数为1~1.5倍。
1.3 第三阶段
第三阶段是从本世纪初至今,国外梳棉机进入成熟时期,梳棉机的功能和产量被进一步挖掘,梳棉机的理论产量甚至达到了260~280 kg/h。但是梳棉机在整体结构上没有太大的创新和突破,基本延续了第二阶段梳棉机的特点。
进入21世纪以来,中国纺织工业的快速崛起和市场环境的恶化,致使国外生产销售清梳联设备的企业急剧减少。这一时期生产梳棉机的国外公司仅剩德国特吕茨勒公司、瑞士立达、克罗斯洛尔公司、意大利马佐利公司、印度朗维公司等,其中马佐利公司的梳棉机在国内市场上已经销声匿迹。
1.3.1 特吕茨勒TC系列梳棉机
2000年以后,特吕茨勒在DK903型梳棉机的基础上陆续推出了TC系列梳棉机,型号有TC03、TC5-1/TC5-3、TC06、TC07、TC08、TC11等。特吕茨勒公司的TC系列梳棉机共同的主要技术特点有:
(1)不再将喂棉箱作为一个独立的单元,而是将其作为梳棉机的一个部分。
(2) 锡林中心位置抬高200 mm,使锡林梳理弧长由原来的2.17 m增加到2.82 m,梳棉机的预分梳区域和再分梳区域较原来分别增长了48%和63%,从而在保证质量的前提下进一步提升产量,如图3所示。
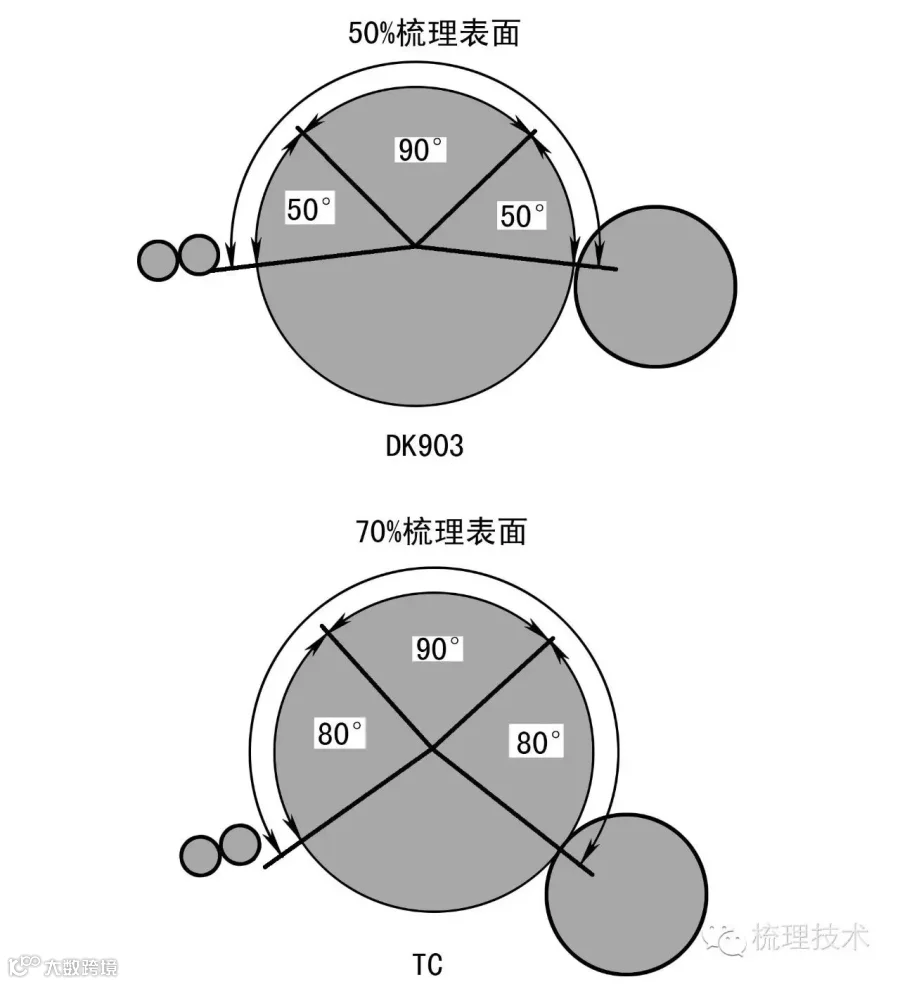
图3 特吕茨勒梳棉机梳理弧长示意
(3)TC系列梳棉机三刺辊喂入系统在DK903基础上进一步优化,由原来直线型排列方式,更改为倾斜排列方式,第二刺辊略高于其余两刺辊,使梳棉机开松更柔和。
(4)给棉部件的简化设计。特吕茨勒对梳棉机的给棉板进行了简化设计,将给棉罗拉上检测板和给棉板合二为一,使用这一结构的梳棉机有TC05、TC06、TC08、TC11,其结构如图4(上)所示。而TC03、TC07两种型号的梳棉机喂棉机构仍采用与DK903相同的设计,即给棉罗拉上设有检测板和给棉板,其结构如图4(下)所示。
(5)特吕茨勒公司在TC03型梳棉机以后,相继研发了磁力盖板MAGNOTOP系统、T-CON最佳梳理检测控制系统以及四位一体的自调匀整技术,这些技术在随后的产品中加以应用。
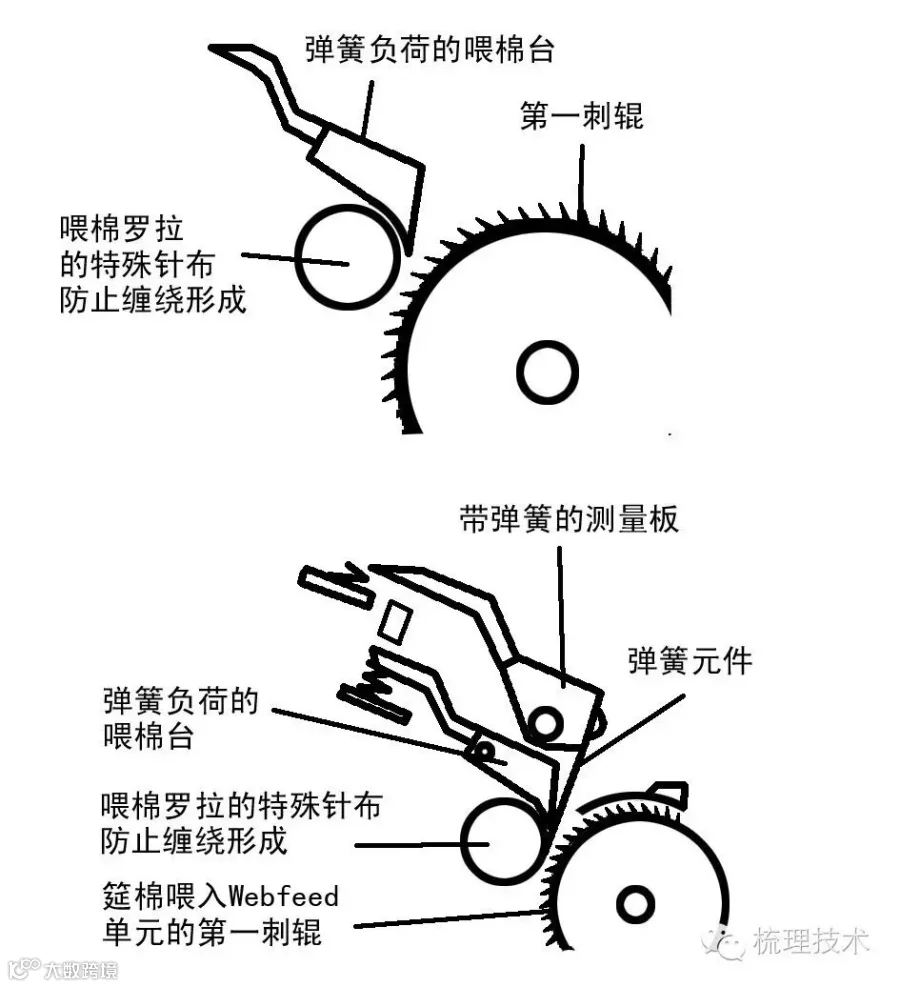
图4 特吕茨勒TC系列梳棉机给棉检测部件示意
2011年,特吕茨勒公司推出了工作幅宽为1.28 m的TC11型梳棉机,在原有基础上,将梳棉机锡林梳理面积扩大至5.3 m2,机架结构形式发生了较大变化,道夫、刺辊给棉组件采用独立小墙板以摆臂形式与中间锡林短机架链接,加大了棉箱容量,其他基本性能、组件基本延续了TC06、TC08的技术特点。

图5 TC11梳棉机侧视图示意
1.3.2 立达C60/C70梳棉机
进入21世纪,瑞士立达公司在保留了C50、C51技术特点的基础上,对新一代梳棉机进行优化升级,重新采用小锡林结构,全方位提升梳棉机的生产效率,并着重提出梳棉机的模块化应用、人性化操作等设计理念。
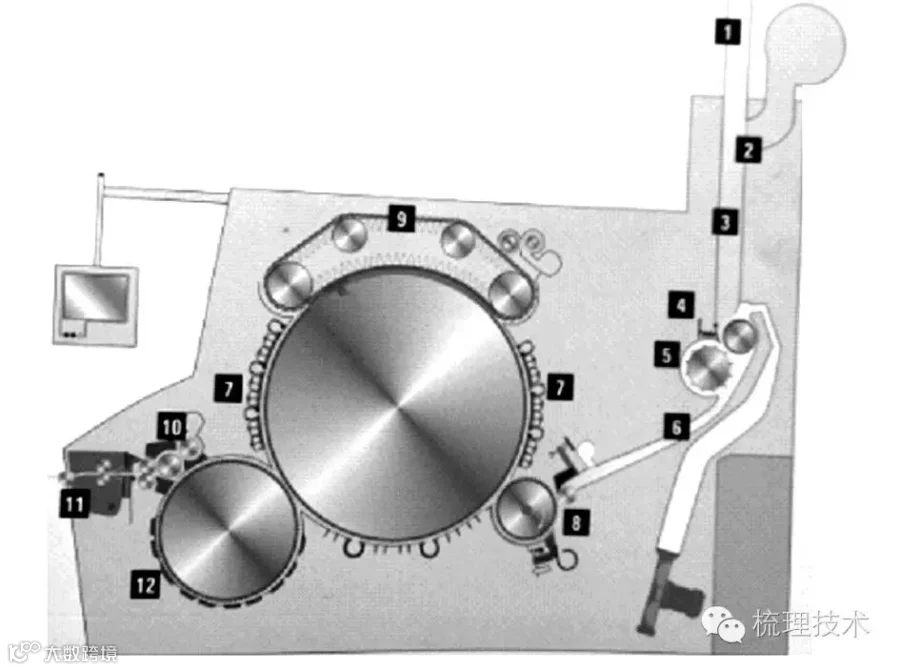
图6 TC11梳棉机结构示意
(1)C60型梳棉机
将梳棉机工作幅宽由1000 mm提升至1500 mm,锡林工作直径缩小至814 mm,锡林工作转速可达800 r/min以上,与1290 mm的大锡林直径相比,814 mm锡林直径可使离心力增加50%左右,因而可以充分发挥锡林盖板分梳区的除杂作用。梳棉机锡林直径的减小,意味着锡林道夫接触弧长的减小,因此C60型梳棉机的道夫直径增加到680 mm,转移弧长较C51有所增加,以提高梳棉机道夫的一次转移率。
C60型梳棉机锡林中心在C50基础上抬高40 mm,使锡林表面的梳理夹角增加到292°,仅留下自动磨针系统的空间。同时对锡林梳理区域进行了重新分配,增加后固定盖板的数量(后固定盖板的总分梳面积是C51的1.75倍);活动盖板由C51的104根(工作盖板40根)减少至79根(工作盖板22根)。
(2)C70型梳棉机
瑞士立达1500 mm工作宽度高性能梳棉机自2003年正式发布以来,据立达宣传已在全球推广应用近万台;其中2009年正式发布的C70高性能梳棉机,有27项专利。立达C70型梳棉机对道夫、剥棉罗拉、上下轧辊、喇叭口、高速清洁辊、托棉板、皮圈导棉等结构匹配及其相互间传动进行综合优化设计,最高产量可达280 kg/h。该机型与C60主要区别在于:梳棉机的活动盖板根数增加到99根(其中工作盖板32根),活动盖板区向前下延伸,减少了1组固定盖板,使活动盖板梳理区显著增加;操作面板由C60的分离式改到了左前罩壳顶面的位置,整体上显得更加简洁,操作方便;利用喇叭口特殊结构和压缩空气的巧妙运用,实现了自动生头功能;提供3种圈条器供用户根据需要选配,CBA模块为正常配置圈条器,SB模块为带有 1~5 倍牵伸的圈条器;RSB模块为带有自调匀整器的并条机模块。

图7 C70梳棉机
1.3.3 克罗斯洛尔公司的MK7D型梳棉机
MK7D梳棉机(图8)是在MK7基础上优化改进的最新机型,采用了独特的“A”字型无应力组合式机架(图9),锡林直径为1016 mm,锡林转速可达900 r/min,道夫直径504 mm;MK7D的梳理弧为245°,采用铝合金活动盖板,活动盖板根数为84根(工作盖板28根),固定盖板为前5后5配置,最高出条速度为350 m/min,最高产量140 kg/h。该机采用气压控制的两半式喇叭口,实现了生头自动化,采用钢针加毛刷活动盖板清洁装置,不受滤尘故障或突然断电影响。
图8 MK7D 梳棉机
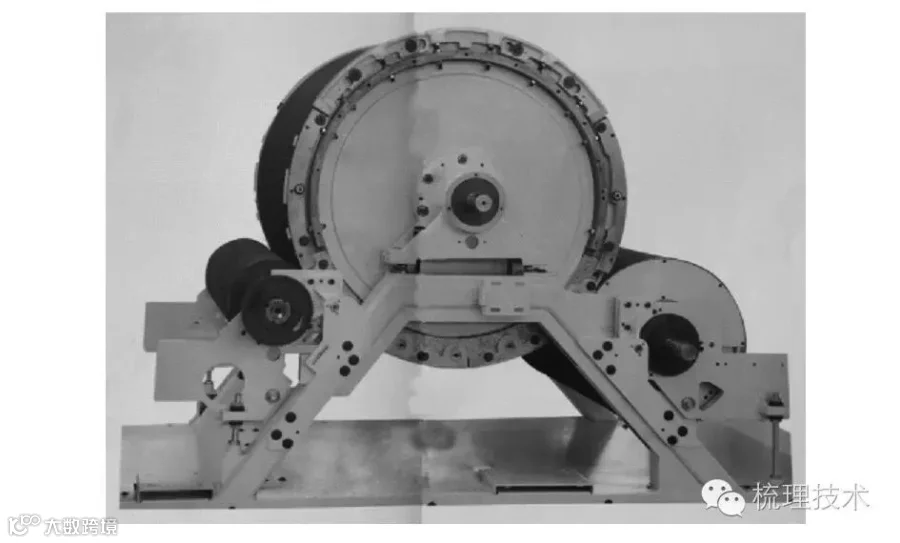
图9 MK7D梳棉机A型机架
1.3.4 马佐里C501/C701 型高产梳棉机
马佐里公司的C501型梳棉机在CX400基础上进行较大改进,给棉部件采用下喂棉结构,由运送罗拉、给棉罗拉、给棉板等组成;刺辊直径为350 mm,刺辊下部设置两组预分梳板,三把除尘刀和三个吸口;活动盖板数量增加到75根(其中工作盖板25根),固定盖板采用前6后6配置,每3根结合成一个组合件。
C701型梳棉机是在C501、C601基础上将梳棉机工作机幅增加到1500 mm,采用单刺辊,锡林抬高结构,锡林直径为1019 mm,道夫直径为700 mm,梳理面积由其上一代梳棉机C601的2.34 m2增加到了3.74 m2,理论产量可达250 kg/h。
C701型梳棉机给棉罗拉喂棉机构仍采用比较传统的下喂棉方式,固定盖板采用单根单联调节方式;活动盖板数量增加到90根(其中工作盖板32根),采用铝合金同步带传动;出棉采用三罗拉标配皮圈机构。该机比较新颖的是左右各两扇安全罩门采用吊装推拉门结构,且两扇门在机器后部可以重叠,可以腾出较大的安装和操作维护空间。
2 国内梳棉机的发展历程
我国梳棉机的研究发展开始较早,建国初期就已经开始,但在上世纪70至90年代期间发展十分缓慢。从我国梳棉机的结构特点来看,可以简单将其分为四个阶段。
2.1 第一阶段(1181系列梳棉机)
1950年起,我国通过对日本丰田CM型和英国泼拉脱梳棉机的研究,设计生产了1181系列梳棉机,其间的机型经历了1181A、1181B、1181C、1181D、1181E、1181F、1182几种机型。其中1181E和1181F型生产量相对要稍高一些,产量从最初5.5 kg/h增加到15 kg/h,并于1956年开始出口。
2.2 第二阶段(A186系列梳棉机)
1955年~1957年,原纺织部纺科院牵头组织北京、天津、上海、青岛等专家和技术工人组成金属针布实验工作组,对金属针布的工艺特性及其包卷与使用进行了系统实验研究工作,1957年又对青岛纺机生产的金属针布进行了包卷实验工作,开创了我国金属针布在梳棉机上的应用。
1958年纺织部根据纺织工业的发展状况,在青岛组成高产梳棉机试验工作组。由纺织部纺织科学研究院、山东省纺织科学研究所、青岛纺织机械厂和青岛第四、五、六棉纺织厂等参加,集中了一批科研技术专家、技术工人和试验人员,开展了清梳联、高产梳棉机的科研、设计、制造、生产、试验等工作。于1964年前后研制成功A185型、A186型梳棉机,梳棉机最高产量提升到25 kg/h。随后我国又相继推出了A186C型、A186D型、A186F型,直到1990年前后新型FA系列梳棉机研发成功后,才慢慢开始退出历史舞台。
2.3 第三阶段(FA系列梳棉机)
上世纪80年代中期,郑州纺机和青岛纺机在国家的大力扶持下,在借鉴国外先进技术的基础上,陆续研发了FA系列梳棉机,梳棉机采用大锡林结构,铸铁活动盖板链条传动,反向旋转,理论产量最高可达80kg/h左右。比较经典的机型分别为郑州纺机的FA221/A/B/D/E(图10)、FA225系列清梳联高产梳棉机,FA224/D系列棉卷喂入梳棉机,青岛纺机的FA203/A/B(图11)、FA231系列梳棉机等。该阶段的梳棉机除郑州纺机外,机架、锡林道夫筒体基本上都采用铸铁材质,给棉以逆向喂棉为主,锡林周围分梳元件配置少,不灵活,刺辊、锡林周围吸口以及锡林周围罩板也多采用钢板加工而成。这个阶段初期吸落棉为靠机上风机、落棉收集箱、板阀配合的间歇式吸落棉方式,后期逐步过渡到集中连续吸落棉方式。
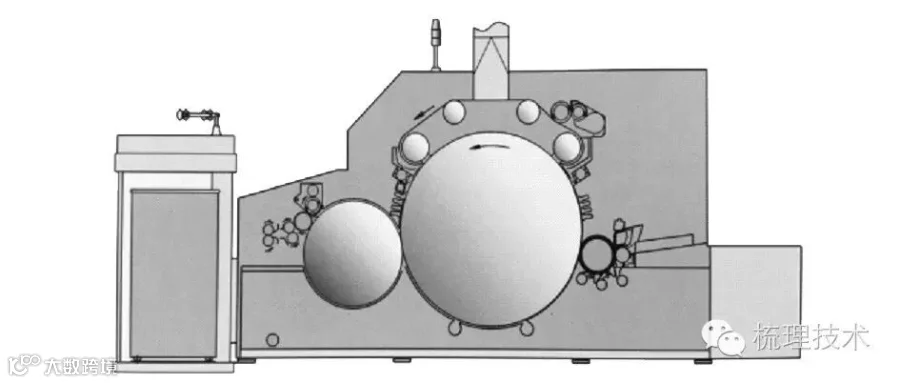
图10 FA221D梳棉机结构示意
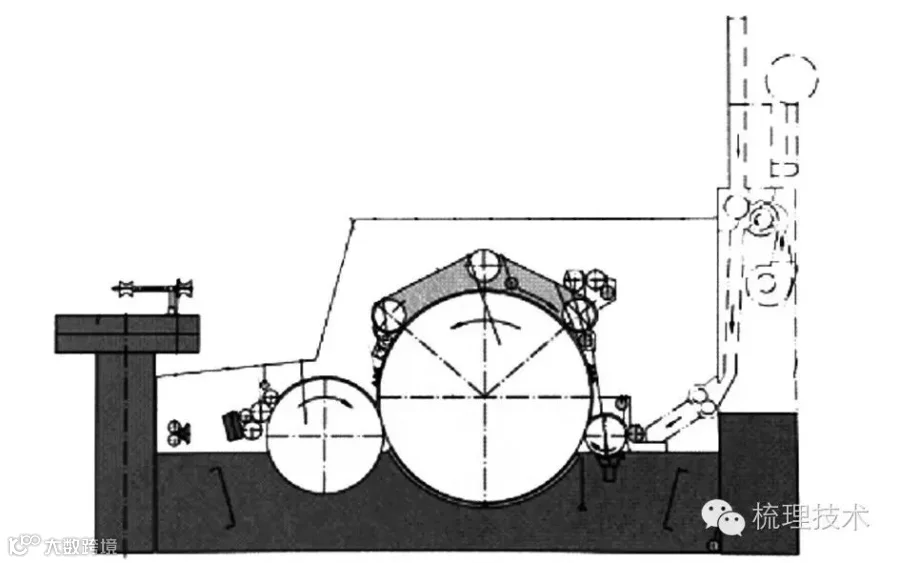
图11 FA203A梳棉机结构示意
2.4 第四阶段(F12xx系列梳棉机)
步入本世纪后,我国纺织行业开始迅猛发展,纺织机械装备也迅速壮大,国产梳棉机在经过借鉴、摸索等阶段之后,陆续研发了具有中国特色的新一代F12××系列高产梳棉机,最具典型的是郑州纺机于2004年率先推出的JWF1204梳棉机(图12),通过抬高锡林中心和首次将机幅增加至1220 mm宽度,以及重新分布固定盖板与棉网清洁器配置来提高梳棉质量和产量。随后的10年来,郑州纺机又相继推出了抬高锡林的三刺辊JWF1206、JWF1206A型梳棉机、抬高锡林的1500 mm机幅,1000 mm直径小锡林的JWF1208梳棉机(图13),特别是JWF1208型梳棉机首度提出了宽幅梳棉机双出条理念,为梳棉机在保证质量前提下进一步提升产量提出了新方法和思路。青岛纺机相继推出了抬高锡林的JWF1205、JWF1207、JWF1211梳棉机(图14)和1500 mm机幅的JWF1209梳棉机。卓郎金坛推出了抬高锡林的1280 mm机幅的JSC326梳棉机(图15)。
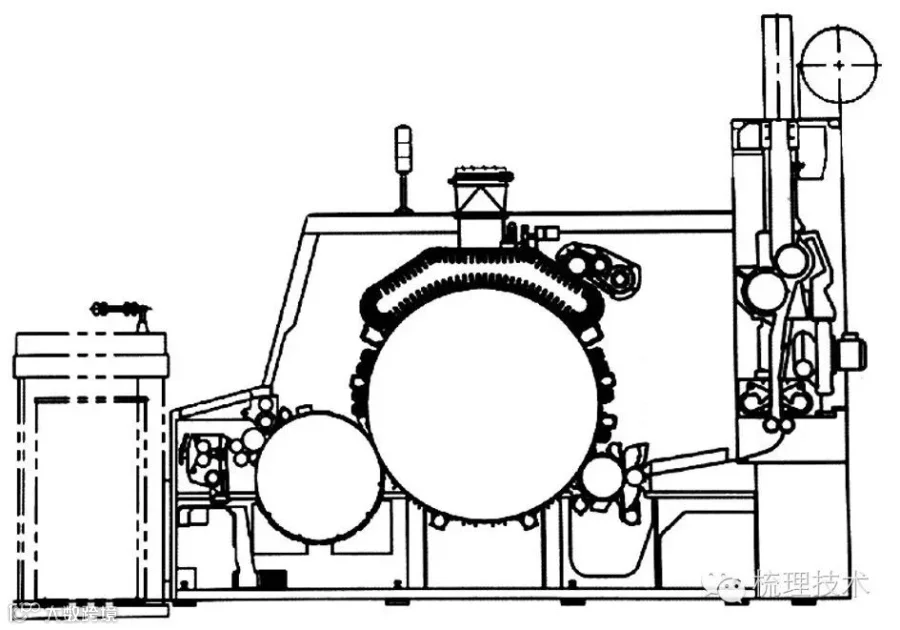
图12 JWF1204B梳棉机结构示意
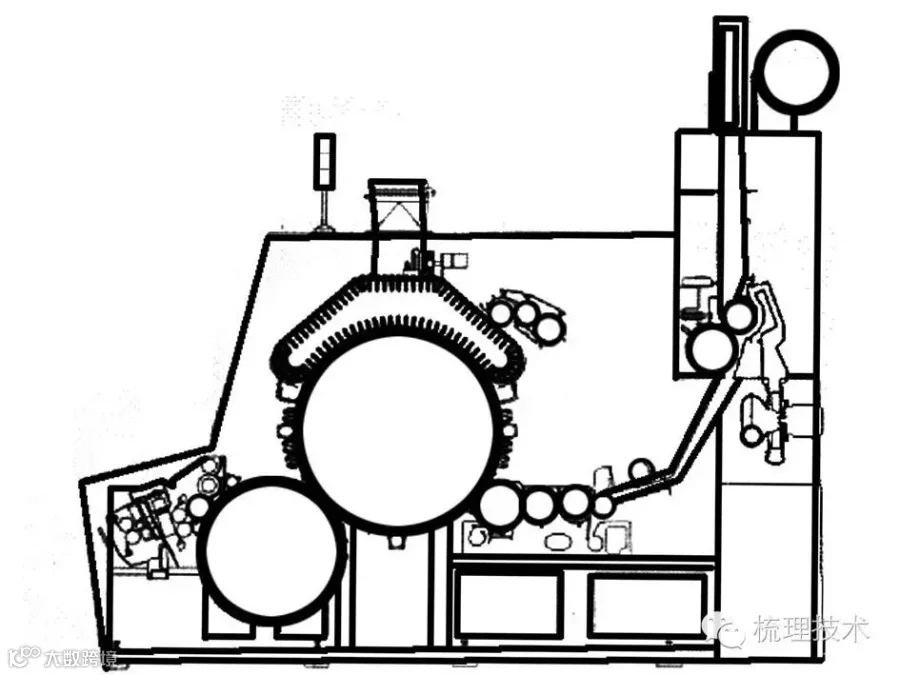
图13 JWF1208梳棉机结构示意
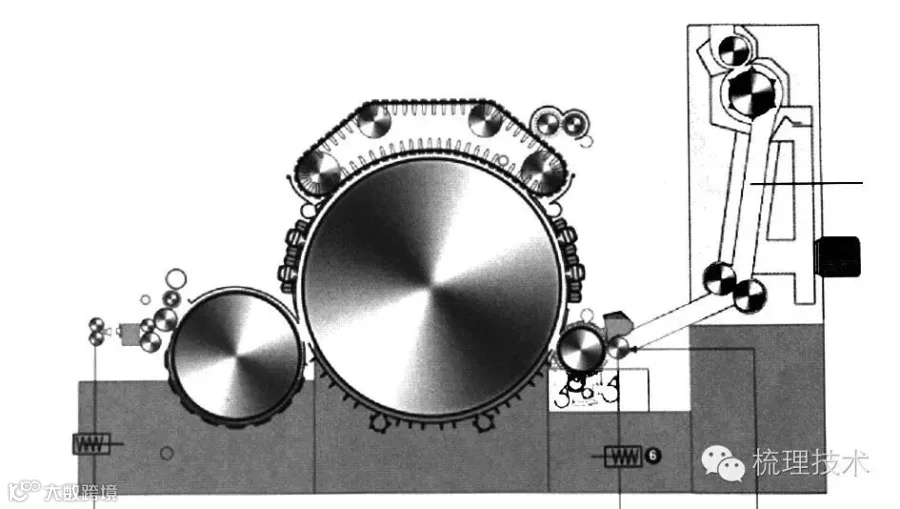
图14 JWF1211梳棉机结构示意

图15 JSC326梳棉机
这个阶段的梳棉机,广泛采用铝合金型材和铸铝合金件,主要包括铝合金基体的活动盖板骨,固定盖板骨,锡林道夫周围罩板,铝合金型材吸口,铝合金道夫、三罗拉墙板,广泛采用整体吸塑吸风罩,活动盖板单独传动,固定盖板和棉网清洁器工艺配置灵活,在线监测及网络监控技术应用,锡林、活动盖板、道夫等针布寿命显著提高,适宜高产、改善梳理性能等新型针布应用等等。以上这些新措施、新发展使设备可靠稳定性显著提高,梳棉机理论和实际产量也得到较大提升。
3 梳棉机和梳理技术的发展现状及趋势
3.1 梳棉机及梳理技术的发展现状
从国内外梳棉机的发展历程来看,梳棉机的发展一直紧紧围绕着“产量”和“质量”两个核心,如何提高梳棉机的梳理质量和产量是梳理技术研究的重点。相同的核心和目标,使现代高产梳棉机在发展过程中出现了严重的同质化现象,主要表现如下。
(1)给棉部件顺向喂棉技术的广泛应用。在梳理技术中,顺向喂棉能有效减少纤维损伤,提高生条和纱线质量已经成为业内定律;同时顺向喂棉装置有效解决了下喂棉结构中,纤维握持点到始梳点(分梳长度)不可调的难题,这使梳棉机在加工不同长度纤维时具有更广泛的适应性。
(2)增强刺辊部件的分梳作用。刺辊的预开松作用主要有两点:一是尽可能的将大棉束分解成小棉束,甚至是单纤维;二是在分梳过程中尽可能去除原料中的杂质等异物,但同时不能过渡损伤纤维。现代梳棉机通过在刺辊部件增加预分梳板、除尘刀以及落棉吸口等装置,来提升刺辊的分梳和除杂作用。但有资料表明,单刺辊在开松过程中,常存在棉束头尾端梳理差异,棉束内外层梳理差异,这种梳理差异在随着梳棉机产量上升时,导致分梳效果急剧下降,进入锡林区域的棉束不均匀程度加大,导致生条质量指标急剧恶化,从现在的生产经验来看,单刺辊梳棉机在加工中高支纱线时,产量不宜高于60 kg/h。
当单刺辊结构不能满足梳棉机高产状态下的开松要求时,三刺辊结构应运而生。通过不同排列结构、不同针齿形状及密度的三个刺辊渐进开松,能够有效解决刺辊开松过程中的棉束差异,可以满足梳棉机在高产状态下所需的开松要求。但是从生产使用效果看,高产梳棉机即使采用三刺辊结构,其开松效果也不是无限增大。经验表明,当三刺辊梳棉机产量≥80 kg/h时(标准机幅),梳棉机生条质量明显下降,梳棉机生条比较适用于环锭纺21~40 Ne;当梳棉机产量≥100 kg/h时,梳棉机生条只适用21 Ne以下的转杯纺或者喷气纺。
(3)通过提升梳棉机锡林的有效梳理面积,来增加梳棉机产量。无论是立达公司提出的有效梳理指数(ACI),还是李妙福先生的“锡林针面负荷及梳理度”理论,其关键都离不开梳理度这一基本概念。即如果要保证高产下的梳理质量,就必须保证纤维在单位时间内所受到的单位针齿数不发生巨大变化。因此现代高产梳棉机为了保证纤维的梳理度,从纵向、横向以及旋转速度等三个方面扩展锡林的有效梳理面积。纵向扩展,相对抬高了锡林中心,降低刺辊和道夫中心,使锡林上部梳理圆弧角度从190°拓展到250°,甚至是290°;横向扩展,工作幅宽从1000 mm增加到1200 mm和1500 mm;锡林旋转速度提升至600 r/min左右,个别型号梳棉机达到900 r/min。
(4)活动盖板是主要的分梳元件,其分梳作用是不可替代的,固定盖板和棉网清洁器具有较强的辅助分梳功能,通过增加前后固定盖板和棉网清洁器数量,能改善梳棉机的预分梳、再分梳以及微尘去除效果。这一点与张文赓教授的梳理理论基本吻合,即固定盖板的预分梳、再分梳功能属于接触分梳,只能辅助改善纤维的分梳效果,对生条质量起决定作用的还是活动盖板的转移分梳。
(5)铝合金活动盖板及齿形带传动方式的广泛应用,极大减轻了工人的劳动强度,这一技术特点已经成为现代高产梳棉机的基本要求。但是在生产使用中,部分用户反映铝合金活动盖板的梳理效果相对于铸铁盖板要差;也有部分专家认为,铝合金活动盖板较轻,在工作过程中通过两端加压,很难保证锡林横向梳理的均匀性,以及当锡林高速旋转时,附面层气流对铝合金活动盖板产生的向上分力会影响梳理质量。关于这一点,我们采用在铝合金盖板骨空腔内填充材料,以使铝合金盖板重量略高于铸铁盖板进行对比单纺试验跟踪,实际成纱质量并无差异。
(6)梳棉机传动控制部件的精确检测和控制,尤其是喂棉箱给棉罗拉、梳棉机给棉罗拉、道夫、大压辊、圈条器小压辊之间牵伸伺服控制更加精确。
(7)在线智能化控制进一步加强,尤其是德国特吕茨勒TC系列梳棉机的在线检测、在线识别、在线调整和在线控制等技术的日益成熟,已经成为新一代梳棉机的主要技术优势。
(8)整体吸落棉已经成为梳棉机标准配置,现代高产梳棉机全封闭的连续吸结构,吸风罩采用吸塑或注塑结构,光滑美观,梳棉机全机吸点从最初的10个增加到20个以上甚至更多,单台梳棉机吸落棉风量在4000~5000 m3/h。
(9)梳棉机的人性化设计、操作简单、易保养维修的设计理念进一步得到增强。
3.2 梳棉机及梳理技术的发展趋势
进入21世纪,梳棉机在经过多年的快速发展后步入成熟期,梳棉机的结构和功能被进一步挖掘完善,并向着高速度、高质量、高产量、稳定可靠、自动化、智能化、模块化、生产管理高效化、低能耗、少用工、操作简单的趋势发展。
(1)1200~1300 mm机幅的梳棉机将成为新常态。从本世纪初立达公司推出1500 mm机幅的C60以来,世界各国主要的梳棉机制造商,纷纷推出了宽幅梳棉机。但从近10年国内市场实际应用情况看,尽管1500 mm机幅梳棉机在产量方面具有较大优势,但在高产下的生条质量呈下降趋势,产量越高这种下降的趋势越明显,目前高产梳棉机的理论产量已经达到260 kg/h以上。但是国内现阶段使用进口梳棉机纺精梳40 Ne纱线的用户,能够将梳棉机产量稳定在60 kg/h,成纱质量稳定在2013公报5%~25%左右的几乎没有。同时1500 mm机幅梳棉机的配套件及维护成本较高,其综合优势并不突出。与此对应的是1200~1300 mm机幅的梳棉机在制造维护成本上与1000 mm的梳棉机相差不大,通过小幅度增加梳棉机工作机幅,使得梳棉机产量提升10%~20%左右,梳棉机生条质量保持基本不变,梳棉机制造维护成本小幅上升,其综合优势较为明显。因此预测在未来一段时间内,1200 mm档次机幅的梳棉机将成为新常态。
(2)梳棉机的差异化会越来越明显。有资料表明,未来十年内,纺织品的消耗量还会继续增长,但是棉花产量不但不会增长甚至还会下降,这就使人造纤维的产量和使用范围会越来越大。各种新型化学纤维、纤维素纤维的广泛应用,必然要求梳棉机从结构上进行差异化配置,以满足不同特性原料的加工需求。例如,色纺的需求是批量小,品种多,翻改频繁;高端动植物蛋白纤维成本高,要求制成率高,梳棉机以分梳和改善纤维状态为主;超细旦纤维细,不易分梳,容易缠绕等等。这些产品的附加值远高于普通纱线,它们对梳棉机的性能要求已经从产量转移到质量和稳定性上。
(3)梳棉机活动盖板的核心功能将被进一步加强。从梳棉机结构发展历程和梳理技术的角度来看,活动盖板的梳理区域是减少生条棉结和短绒含量、改善生条条干的重要部位。同等条件下,活动盖板中工作盖板的数量、盖板根差、盖板针布的平整度、锋利度、密度、针布排列形式等都会直接影响梳棉机生条乃至纱线的质量。从已有的生产数据看,活动盖板在工作中尽管在进入锡林区域第七根时,盖板内已经嵌满纤维,但是仍然具有分梳作用,其分梳作用远大于固定盖板,因此有些专家提出双活动盖板结构,或者是增加活动盖板的梳理面积,其目的都是进一步增加活动盖板的分梳效果。
(4)新型铝合金材料在梳棉机上应用会越来越广泛。新型铝型材的应用不仅能够优化梳棉机结构,提高旋转部件的装配精度,还能大幅减轻工人的劳动强度,降低梳棉机的能耗。根据德国特吕茨勒的相关资料,大量新型铝合金材料的应用,相对铸铁件每台梳棉机每小时能够降低500~800 m3的系统风耗。2014年国际纺机展上,11家制造商展出的12台梳棉机,只有青岛东昌、青岛胶南和江苏晨阳三家的梳棉机仍然采用铸铁活动盖板,其余全部采用铝合金龙骨活动盖板。其中德国特吕茨勒公司在本世纪初,梳棉机主体材料的铝合金化已经超过了90%;郑州纺机新一代梳棉机的锡林、刺辊周围分梳元件及道夫墙板等也都已采用铝合金材料。
(5)梳棉机针布的细化研究进一步增强。针布是梳棉机的关键梳理部件,以锡林针布为例:锡林针布在刺辊区域时,要尽可能的将刺辊上的棉束转移剥取过来,保证抓取的纤维不被刺辊针布再次转移,要求针布对纤维的抓取牢靠度为100%;在活动盖板区域,为了保证分梳质量,要求锡林针布对纤维既要有一定的抓取度,又不能完全控制,让纤维可以在锡林和活动盖板之间完成数次交替分梳;在道夫区域,为了提高道夫一次转移率,要使锡林针布对纤维的抓取牢靠度尽可能的低。同时随着梳棉机产量的增加,针布纤维负荷和容纤率增加,梳理度下降,这就对锡林针布提出了更高的使用要求。最近有针布制造商推出的驼峰形锡林针布,对纯棉原料纺高支纱线时,增加分梳,改善纤维握持力度,以提高梳棉机生条的产量和质量。同时贝卡尔特针布公司试验推出的0.7 mm厚,密度450的弧形齿道夫针布用来纺细特黏胶产品,在改善棉网状态,提高转移率,降低成纱棉结等方面据说效果不错。随着新材料,新工艺以及整体社会的技术进步和协作水平提高,针布齿形,针布密度,针布结构,针布材料,针布热处理方法和效果,针布梳理性能,锡林、道夫、盖板、给棉、刺辊、预分梳等针布兼顾发展,科学搭配等方面的细化研究会越来越深入。
(6)在线自动化控制及网络技术的应用范围逐步扩大。精确控制和在线检测系统一直是国外高端梳棉机制胜的重要法宝之一,特吕茨勒落棉识别、落杂区长度在线调整、棉结在线监测、盖板隔距检测调整、锡林道夫等隔距监测等技术,立达机上磨锡林针布等技术。与之相比,国产设备差距较大,但随着国内电气控制检测技术的升级进步,国产清梳联梳棉机锡林、道夫传动部件的电气化控制精度和准确性进一步加强,梳棉机在线检测技术的应用也得到深化,清梳联联网监测控制技术日益成熟并得到较广泛应用。
4 结语
进入21世纪以来,我国纺织工业得到了快速发展,国产梳棉机在经历了自我摸索、借鉴模仿等发展阶段后,已经迅速蓬勃发展起来。国产梳棉机的许多技术及理念已经达到甚至超越了发达国家,国产梳棉机也得到了越来越多的国内外用户的认可,但是不得不看到,国产梳棉机尽管在某些技术和理论研究方面达到了国际先进,但是在加工、制造、装配等环节虽有显著进步,但还与国外梳棉设备存在一代甚至两代的巨大差距,因此,提高国产梳棉机的国际竞争力,在未来很长一段时间内是大幅提高国产梳棉机的可靠性和稳定性。
参考文献:
[1]王庆球. 国外高产梳棉机的发展情况[J]. 上海纺织科技动态, 1979,(2).
[2]K_4006型高产梳棉机[J]. 苏联纺织工业, 1973,(2).
[3]范崇隆译.HP7高产梳棉机[J]. 英国纺织月刊, 1978,(2).
[4]北京纺织科学研究院.双联高产梳棉机的研究[J]. 棉纺织技术, 1978,(6).
[5]朱肇基. DK3型高产梳棉机[J]. 国外纺织技术, 1982,(10).
[6]钱铁钧. 从引进梳棉机论国产梳棉机的改进[J]. 北京纺织, 1986,(2).
[7]韩世经. 国外梳棉机的发展概况[J]. 棉纺织技术, 1990,(1).
[8]王素英.应用于DK803型高产梳棉机的新技术[J]. 棉纺织技术,1996,(6).
[9]费青.国外新型高产梳棉机的主要特点和技术措施[J]. 棉纺织技术,1996,(1).
[10]瞿坚增.国外新型高产梳棉机的发展特点[J]. 棉纺织技术,1997,(9).
[11]王介生.现代高产梳棉机的技术分析[J]. 纺织科技,1998,(1).
[12]费青. 马佐利C501高产梳棉机的主要特点和性能[J]. 北京纺织, 2000, (5).
[13]瞿坚增.从MK5梳棉机看梳棉技术的发展[J]. 棉纺织技术,2001,(11).
[14]秦贞俊.德国特吕茨勒梳棉机TC03.2005.全国现代纺纱技术研讨会论文集.
[15]孙鹏子.梳棉机的发展趋势[J]. 纺织导报,2001,(4).
[16]费青.新型针布的梳理工艺特性分析[J]. 棉纺织技术,2001,(11).
[17]秦贞俊.现代梳棉机的技术进步[J]. 国外纺织技术,2001,(5).
[18]孙鹏子.中国台湾地区梳棉机研究概述[J]. 辽东学院学报,2007,(2).
[19]张文赓,郁崇文.梳理的基本理论[M]. 上海:东华大学出版社, 2012.
[20]秦贞俊. 国际棉纺设备的技术进展[J]. 棉纺织技术, 2012, 9.
[21]费青. 国内外高产梳棉机特征和发展分析研究(上)[J]. 现代纺织技术, 2009,(3).
[22]费青. 国内外高产梳棉机特征和发展分析研究(下)[J]. 现代纺织技术, 2009, (4).
[23]李妙福. C60型梳棉机机构创新和机理探讨[J]. 棉纺织技术, 2008,(6).
[24]孙鹏子. 梳棉机的发展现状及展望[J]. 棉纺织技术, 2012,(4).
[25]秦贞俊 巴塞罗那ITMA2011新技术集锦[C]. 经纬股份杯“2012强专件、促设备、为行业"技术进步和创新经验研讨会”论文集.
[26]张晓声. 立达C70高性能梳棉机高产优质高效技术简析[J]. 纺织导报, 2014, (2).
[27]费青. 简要回顾我国梳棉机的研究和发展. 纺织科学研究[J],2009,(1).
[28]郭东亮. 中国国际纺织机械展览会暨ITMA亚洲展览会展品评估报告[R]. 2014,(10).

《梳理技术》创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《梳理技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《梳理技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
