

本文发表在第21期《梳理技术》杂志上,更多好文章期待您的投稿。
投稿邮箱:shulijishu@geron-china.com

提高盖板针布光洁度和锋利度的磨针工艺探讨
张晓霞 乐荣飞 [金轮针布(白银)有限公司]
0 前言
梳棉机的梳理作用主要是在锡林与盖板针布间完成。盖板针布在梳理中起着分梳、均匀、混合和凝聚棉网的作用。尤其是高速高产的清梳联梳棉机,由于锡林的转速加快,盖板针布的回转速度提高,而且增加了预分梳装置,减少回转活动盖板的根数,因此,要求盖板针布必须具有良好的蓄放、混合和分梳作用。为提升棉条质量,需要盖板针布针尖有良好的去除短绒、杂质,形成正常的盖板花。盖板梳理中要得到理想的效果,盖板针布必须具有良好的穿刺能力,减少棉结的产生。在分梳过程中,纤维不断在盖板针尖转移,针尖的光洁度直接影响挂花、绕花、充塞等问题。
目前国产盖板针布与国外先进的盖板针布(如Graf的盖板针布)相比,在针尖侧磨细度、光洁度等方面还有明显差距。市场反馈钻石盖板针布有挂花现象。要改善盖板针布梳理效果,必须提高针尖穿刺能力,减少挂花。这就一定要研究盖板针布的磨针工艺。目前国产盖板针布与Graf等国际先进产品的差距之一是磨针后的表面粗糙度,Graf与TCC盖板针布Ra≤0.20μm。其中TCC产品更好,可以达到Ra≤0.15μm。而国产盖板粗糙度为Ra≤0.40μm,差距较大。压磨面压痕深,不光滑。使用过程中会出现不同程度的挂花、转移不良,纤维充塞,棉结杂质增加,纺纱质量下降。差距之二是磨针后的锥尖侧磨细度(即锋利度)。Graf的锥尖侧磨细度在0.10~0.12mm,细度一致性较好;国产盖板锥尖侧磨细度为0.13~0.17mm,明显较粗,且细度一致性较差,部分偏粗,部分偏细。过细针尖淬火后易出现熔头现象。在使用效果上,锋利度衰减较快。
如何有效缩小国产盖板与国际先进盖板的质量差异,需要对盖板磨针工艺进行深入的研究。
1 盖板针尖光洁度、细度观测
用投影仪及体视显微镜观察针尖,Graf针布的针尖侧磨面用高粒度侧磨片抛光,锥尖侧磨细度在0.10~0.12 mm,侧磨深度达到弯膝且均匀性好(见图1);国产盖板针尖相对粗糙,侧磨深度浅,侧磨细度较粗。这与侧磨工艺及磨料的选用有关。以往采用的磨片最细为380#,精侧磨时间在1 h左右;侧磨深度控制较浅,担心侧磨深度超过弯膝后影响钢针的强度。为达Graf针布的针尖状态,侧磨磨粒改细、且延长侧磨时间,同时增加侧磨深度,达到提高针尖光洁度、降低侧磨细度,提高一致性。

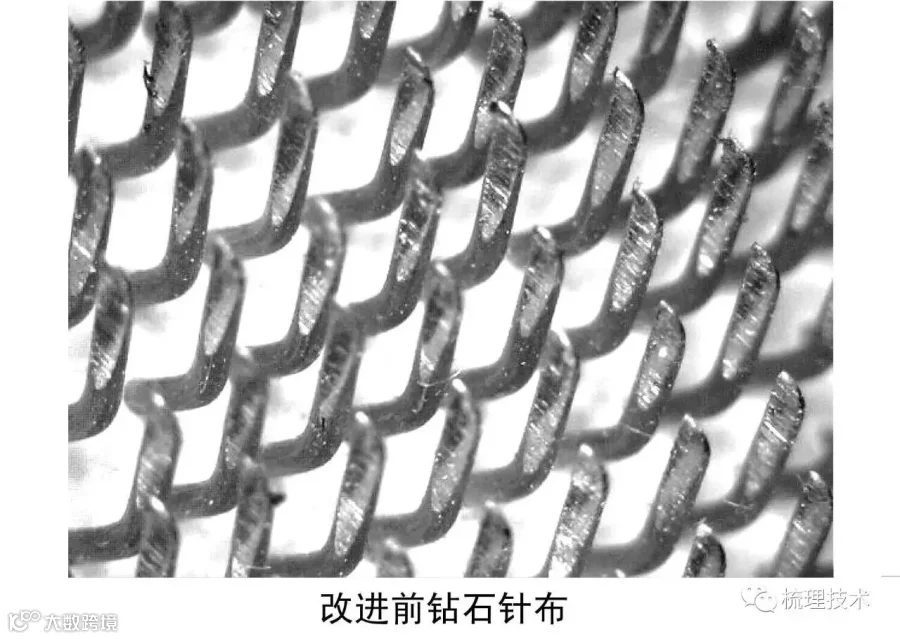
图 1
2 工艺改进试验及效果
2.1 减小粗糙度
(1)经试验,侧磨片锥度的修整对侧磨锥形及刀口有直接的影响。曾遇到中精磨片修锥度难的问题,先后用废料及MCH42,用8 h才修出一付磨片的锥形,仅基本可用。鉴于修锥形难度大,曾采购带锥度磨片。虽然采购到的磨片锥度不够理想,但使用效果明显改善,磨片破损情况明显减小。但考虑到带锥度的磨片成本增加较多,经过多次试验,摸索出一套修磨片的工艺,效果尚可。首先,将新磨片在烘房烘干24 h后再上机,保证磨片的干燥程度;其次,安装磨片时注意尽可能将磨片装齐,用较软的橡胶块轻轻敲齐;最后,先用行列清晰度较好的MCH42预修磨片锥度,经过多次侧磨及修平,待锥度修好后再用于钻石系列产品的抛光。
为提升盖板针尖的光洁度,必须采用高粒度精磨片抛光侧磨面,达到提高侧磨面光洁度的目的,通过反复试验,采用压磨前粗侧磨、中精侧磨同时磨砺,磨出基本锥度,然后进行压磨,压磨后,中精侧磨修锥形,再用高粒度磨片抛光,通过采用不同规格的侧磨片进行试验对比,用细号抛光磨片抛光侧磨面的磨痕较细。经改进后的侧磨面见图2。
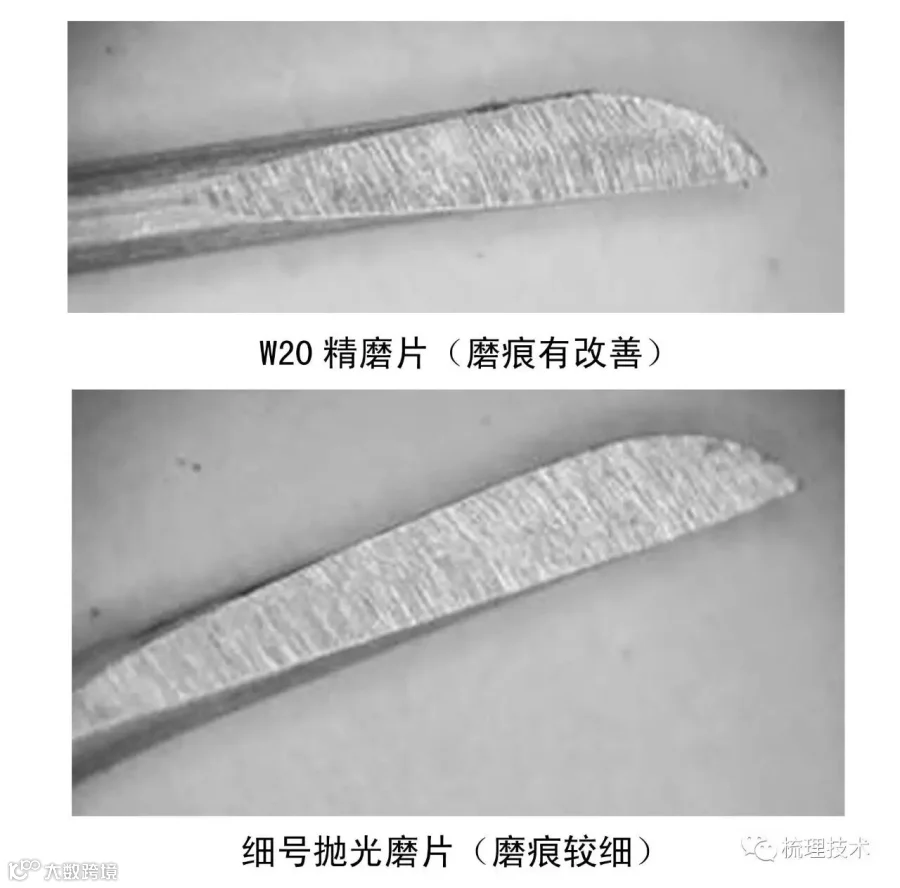
图2 改进后的侧磨面
(2)磨料磨削钢针会产生毛刺,模拟棉纺的刷光方式,采用钢丝刷刷光工艺,去工作面与侧磨面棱角毛刺。经投影对针尖无损伤。首先改进设计钢丝刷辊,调整刷光辊的角度,改善正反刷对针尖产生的影响。采用背布,有效减轻钢丝断针。压磨前轻平磨的同时加刷光,去除工作面与侧磨面侧棱毛刺;压磨后在精侧磨的同时加刷光工艺;最后落车前再刷光充分去除毛刺和钩子。经检测,针尖光洁度明显改善。
(3)压磨面的改进,砂带用过后,给定粒度的表面磨削性能不同。砂带可分成两份,前面30%,后面70%。用过的砂带比新砂带表面抛光更细。精磨用砂带后面70%的平稳期。故采用24#砂带压磨,减少第一趟进给量,减少砂粒的损耗程度,即用砂带寿命前面的30%完成粗磨削,将刀口粗压成型。适当增加第二趟进给量,即用砂带寿命后面的70%对刀口进行精磨抛光。经过试验,刀口圆弧光滑程度有了一定的改善,再加上延长钢丝刷光时间,有效改善了刀背圆弧的光滑程度,减轻了压磨痕迹(见图3)。
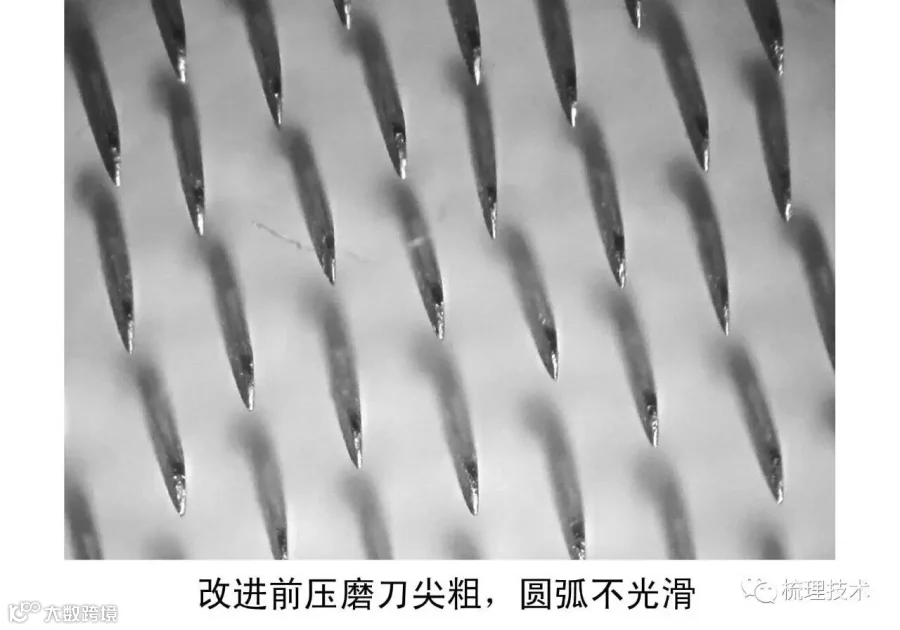
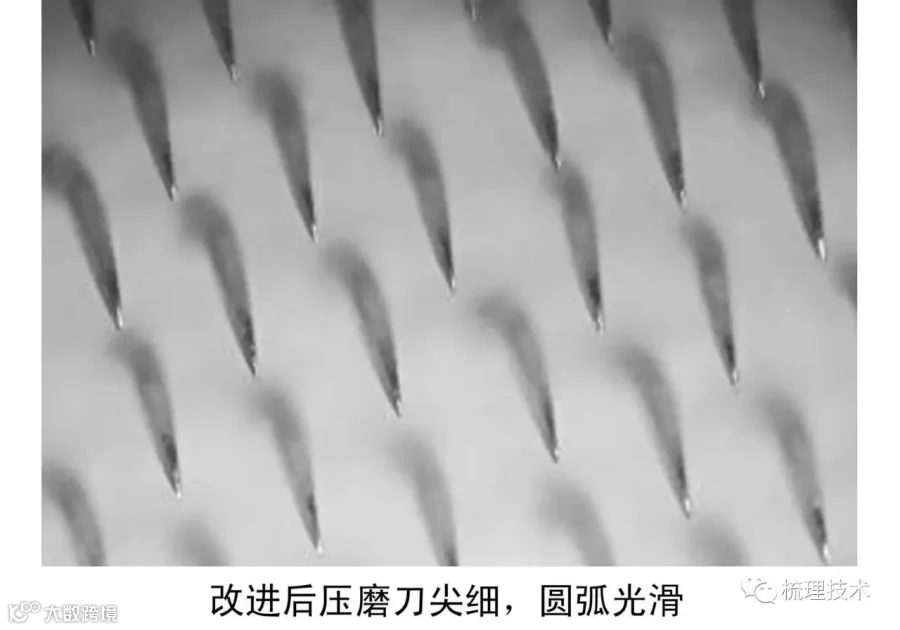
图 3
2.2 提高侧磨细度
2.2.1 加深侧磨深度
加深侧磨深度是达到提高侧磨细度的前提。磨片进给量不足,侧磨深度浅,在很短的时间内锥尖已经磨尖,而距锥尖0.5 mm处的细度还较粗,即细度过渡变化大,锥尖成倒三角形状。此时,若延长侧磨时间,则会导致锥尖过尖或刀口削头现象,无法实现提高侧磨细度的目的。因此在压磨前的粗侧磨过程中采用粗加中磨片同时进给,且进给量超过2.5 mm,使压磨前由锥尖到上膝长度约2/3处的细度过渡减小。为压磨后精侧磨和精抛光细度减小打基础;压磨后的精侧磨也加大进给量。实施以上方案后侧磨深度明显增加,基本达到弯膝处。
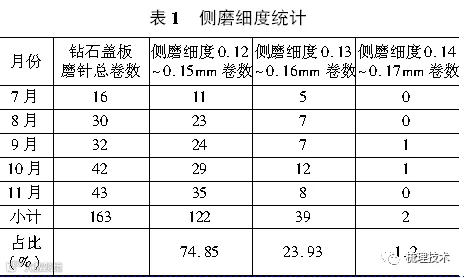
2.2.2 减小侧磨细度
在侧磨深度加深的基础上,压磨后的中精侧磨的细度遗留量增加,延长精磨片抛光时间,这样压磨后的侧磨时间比工艺改进前长,侧磨细度明显减小,而且锥形对称度改善,锥尖不会过尖,刀口也不会削头,侧磨细度达到0.13~0.16 mm的比例达到98%以上。侧磨细度达到0.13~0.15 mm的比例达到74%。见表1。
2.2.3 稳定工艺
通过以上工艺试验和总结,修订磨针工艺,增加了精抛光工艺,增加了侧磨进给深度,延长了压磨后的侧磨时间,将原来的碳素刷刷光改为钢丝刷刷光,延长钢丝刷刷光时间等。
2.2.4 新工艺效果
(1)实施新的工艺后,对改进前后钻石产品的磨针粗糙度进行检测对比,见图4。
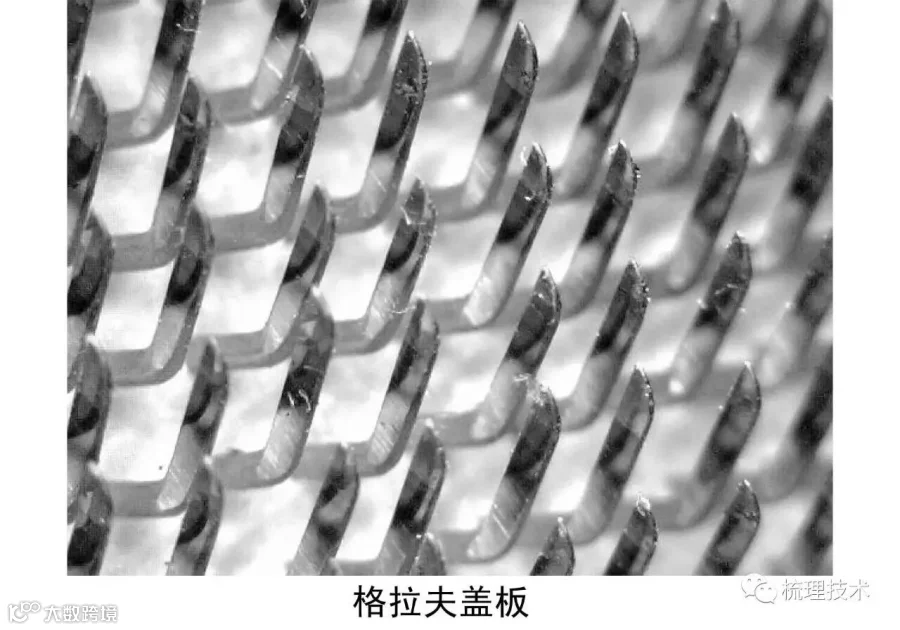
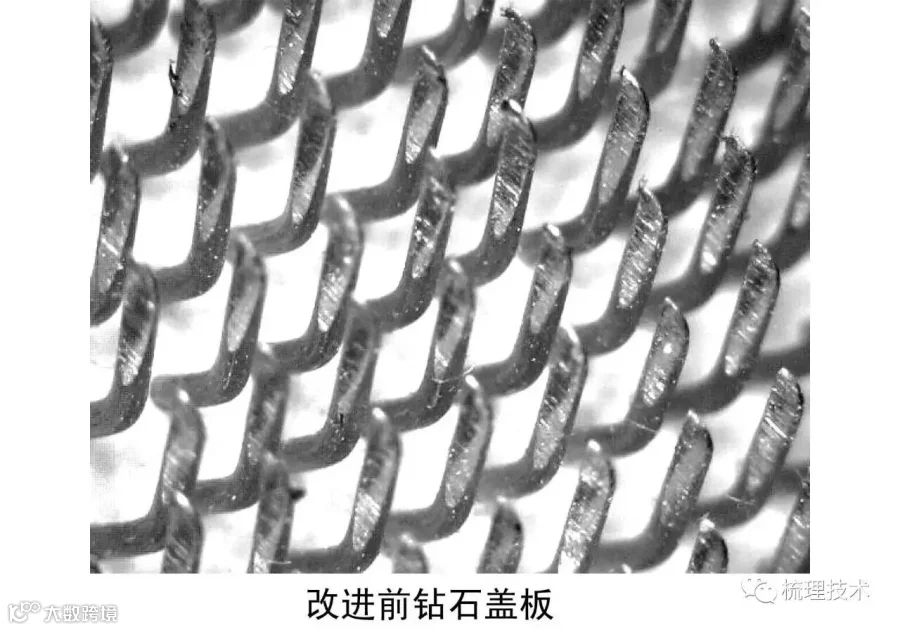
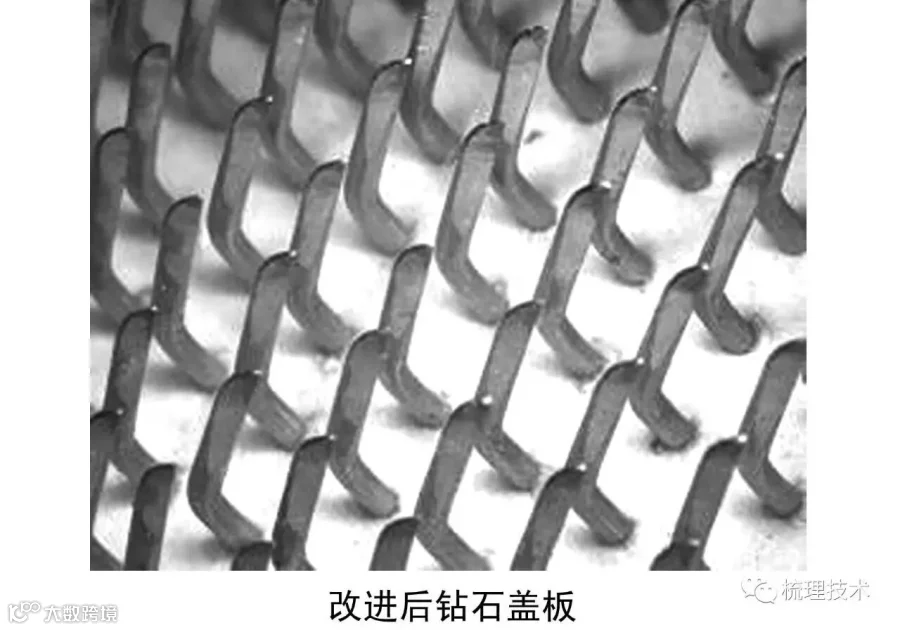
图4 改进前后钻石产品磨针粗糙度对比
(2)侧磨面粗糙度检测结果对比,见图5。
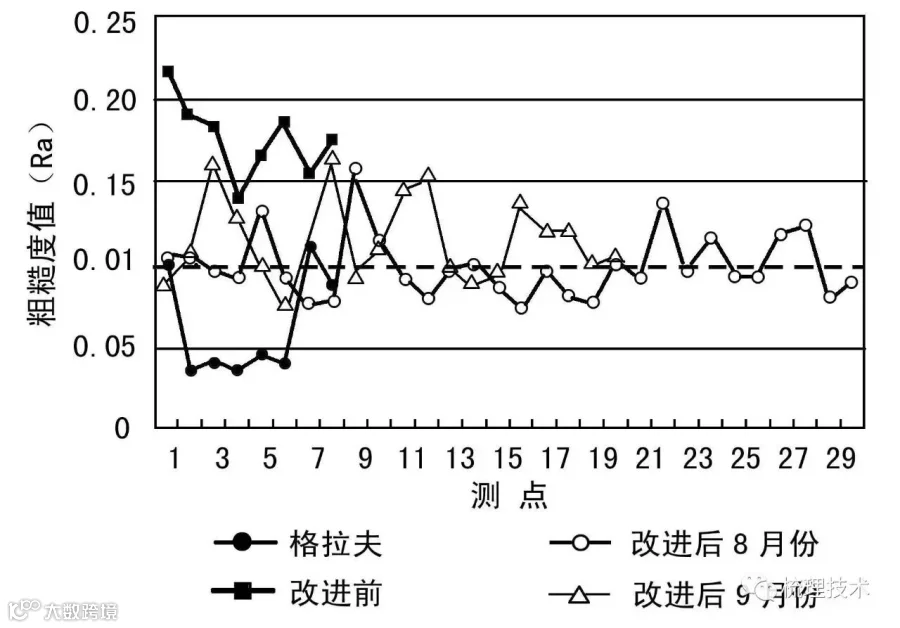
图5 白银一分厂钻石盖板侧磨面工艺改进前后粗糙度对比
(3)工艺改进后9~11月份的钻石产品侧磨细度统计见表1。
3 结束语
在钻石盖板磨针新工艺成功的前提下,将其推广应用到先锋盖板的磨针,采用抛光磨片对先锋产品进行精抛光,目前效果良好,提升了公司盖板产品的整体质量。通过磨针工艺的改进,改善盖板针布针尖的光洁度和侧磨细度效果明显。
参考文献:
[1]赵玉生.纺织针布使用手册.
[2]许鑑良.短流程清梳联短绒和棉结杂质控制(下)[J].梳理技术,2007年1月,总第13期:57-68 .

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
