点击上方,轻松关注!!
本文发表在第21期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com
不同表面处理对分梳辊齿条耐磨度的影响
申兴忠 卓城之
金轮针布(江苏)有限公司
0 前言
分梳辊是气流纺纱机的心脏部件之一,在纺纱过程中起到分梳和转移纤维的功能。它的质量好坏直接影响到纺纱质量。分梳辊齿条应具有良好的耐磨性,这样才有利于产品质量的稳定。由于分梳辊转速很高,纤维更容易在工作面形成集中磨损,使得分梳辊齿条使用寿命低、成纱质量差。随着纤维中化纤含量的增加,分梳辊齿条的使用寿命变短。当纤维中以化纤为主要成分时,国产一般分梳辊齿条的使用寿命在2~3个月。而同型号进口齿条的使用寿命是国产齿条寿命的2倍左右。
为解决这一实际问题,国内有些厂家已从研究齿条专用耐磨合金钢、超细晶粒钢、去除钢贫碳层、齿条齿部的高耐磨设计等方面,努力提高齿条的使用寿命。但从目前市场反馈看,已进行的这些方法对齿条的耐磨度影响不大。
本文通过实验,分别采用化学抛光、DLC、WC/C、化学镀Ni-P合金、梯度材料5种不同的表面处理,探讨了对分梳辊齿条耐磨度的影响,为选用合适的表面处理,提高齿条使用寿命奠定了基础。
1 基本原理
1.1 化学抛光
化学抛光是金属表面通过有规则溶解达到光亮平滑。在抛光过程中,钢铁零件表面不断形成钝化氧化膜和氧化膜不断溶解,且前者强于后者。由于零件表面微观的不一致性,表面微观凸起部位优先溶解,溶解速率大于凹下部位溶解速率;且膜的溶解和膜的形成始终同时进行,只是其速率有差异,结果使零件表面粗糙度得以整平,从而获得平滑光亮的表面。
1.2 DLC涂层
DLC(类金刚石)涂层处理使用的是一种物理气相沉积工艺技术PVD( physical vapor deposition),是在真空条件下(1.3×10-2~1.3×10-4Pa),采用低电压、大电流的电弧放电技术,利用气体放电使靶材蒸发并使被蒸发物质与气体都发生电离,利用电场的加速作用,使被蒸发物质及其反应产物沉积在工件上。涂层材料为a — C∶H,涂层处理温度160~260℃,微硬度>2000HV0.05,涂层结构为单层结构。
DLC涂层技术是新兴发展起来的一种表面涂覆处理技术,以其优异的高硬度、低摩擦因数和自润滑性能而被用于对摩擦和磨损有特殊要求的场合。其在模具刃口件和成形零件中的应用,可以有效提高零件本身的使用性能,提升产品的品质,明显地增加使用寿命,从而提高生产效率,降低单位生产成本。
1.3 WC/C涂层
WC/C作为一种掺碳化物含氢的DLC涂层,具有高弹性、低化学活性、高滑动性、超低摩擦因数及良好的耐磨性等优点,已经成功地应用于轴承、泵、压缩机、齿轮和各种工模具中。在切削领域,WC/C涂层已经成为新一代刀具润滑涂层的代表,其优越的切削性能已有报道。
WC/C涂层处理温度160~250℃,微硬度1000~1500HV0.05,涂层结构为片层结构。
1.4 化学镀Ni-P合金
镍磷化学镀技术是近年发展起来的先进的金属表面防护技术,镍磷化学镀技术是利用化学镀工艺在金属或非金属表面形成一层均匀的非晶化镍-磷金属镀层,将基体材料与腐蚀介质隔离开,因镍-磷金属镀层具有良好的耐蚀性能,从而达到防腐效果。镍磷化学镀镀层硬度很高,可达50~55HRC,如果经300至400℃热处理后硬度可提高到65~70HRC以上,镍磷化学镀因有较高的硬度而有较好的耐磨性。
1.5 润滑耐磨梯度材料(LGM)
润滑梯度材料是金属零件上冶金结合的、以硫化物为主、从表面到内部浓度逐渐降低的梯度润滑表面,是油润滑、固体润滑剂外的第三种润滑材料。是跨物理、化学、摩擦、材料4个科技领域的源头创新。
梯度材料的特点:(1)辉光放电等离子体,为1012cm3;(2)精密离子均匀轰击,保证零件尺寸精度与梯度材料均匀性;(3)超低的工作温度:90~200℃;(4)独有离子溅射功能,提高零件表面光洁度;(5)真空环境,低至十万分之一大气压强;(6)无污染对环境友好的绿色专利。
有资料介绍梯度材料辊环的使用寿命提高了50%左右,在纺纱纲领、工业缝纫机部件中得到了很好的应用。
2 实验内容与实验结果分析
本实验主要是探讨不同的表面处理对分梳辊齿条耐磨度的影响程度,着重研究了各种处理方式下齿条使用后表面的几何形貌。
2.1 实验内容
本实验以分梳辊齿条OK61为样件进行了实验研究。工件材料为高碳低合金钢,分别进行化学抛光、DLC、WC/C、化学镀Ni-P合金、润滑耐磨梯度材料(LGM)5种不同的表面处理。为进行实验对比,同时将Graf齿条OK61进行实验。
实验齿条编号如下: G1为Graf齿条;G2为化学抛光;G3为DLC涂层;G4为WC/C涂层;G5为化学镀Ni-P合金;G6为润滑耐磨梯度材料(LGM)。
将上述同规格齿条加工成分梳辊成品,在常熟金盟纺织有限公司、常熟协顺纺织制衣有限公司进行实验,每家每种分梳辊5头共计30头。实验产品在常熟金盟纺织有限公司经过50天的使用,在常熟协顺纺织制衣有限公司使用80天后,出现了不同程度的磨损,均进行了更换。实验主要工艺参数如下。
(1)常熟金盟纺织有限公司,原料为涤纶开花,纺纱支数11 Ne,分梳辊转速为6000 r/min,转杯转速 33000 r/min;
(2)常熟协顺纺织制衣有限公司,原料为大衣呢,纺纱支数13.5 Ne,分梳辊转速6400 r/min,转杯转速36000 r/min。
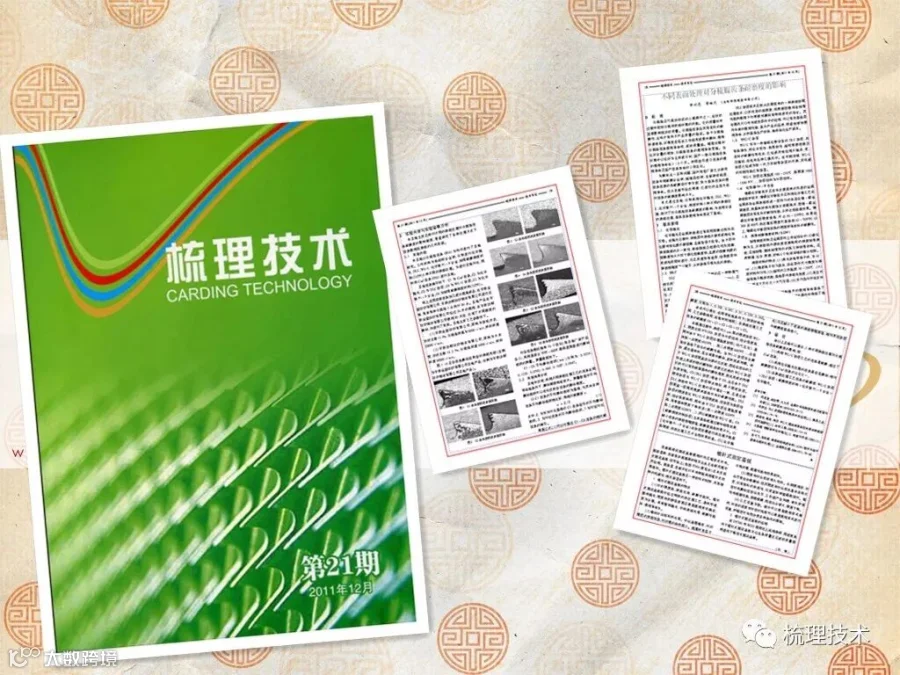
图1~6是各齿条磨损后典型的表面形貌(左侧为常熟金盟纺织有限公司实验产品,右侧为常熟协顺纺织制衣有限公司实验产品)。
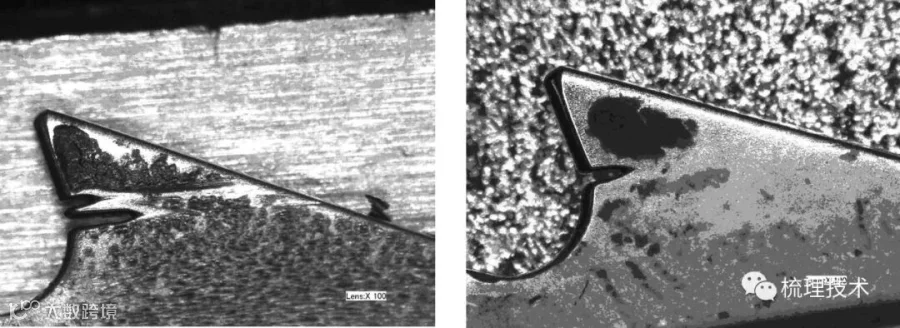
图1 G1齿条磨损后表面形貌
图2 G2齿条磨损后表面形貌
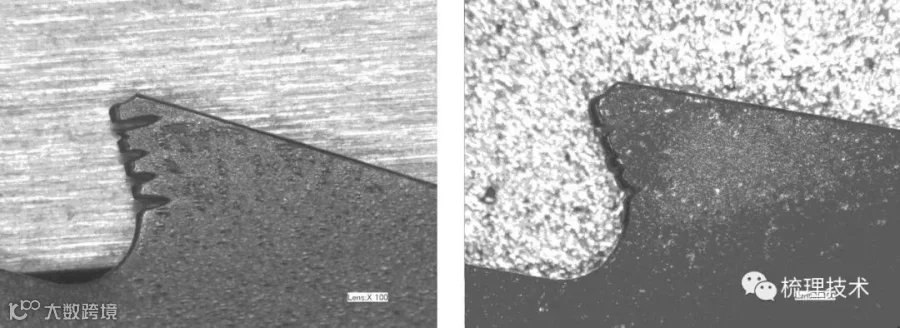
图3 G3齿条磨损后表面形貌
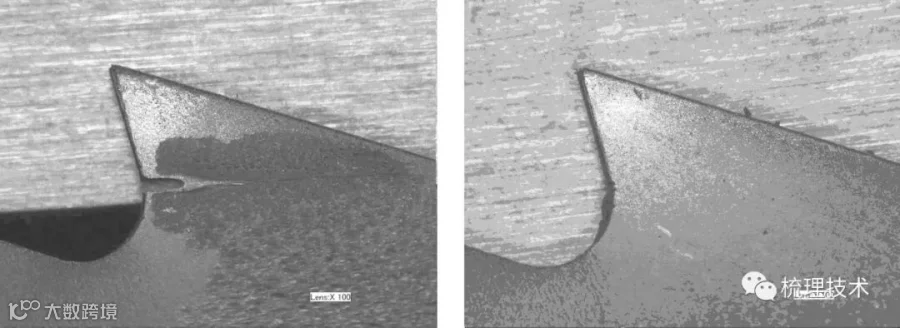
图4 G4齿条磨损后表面形貌
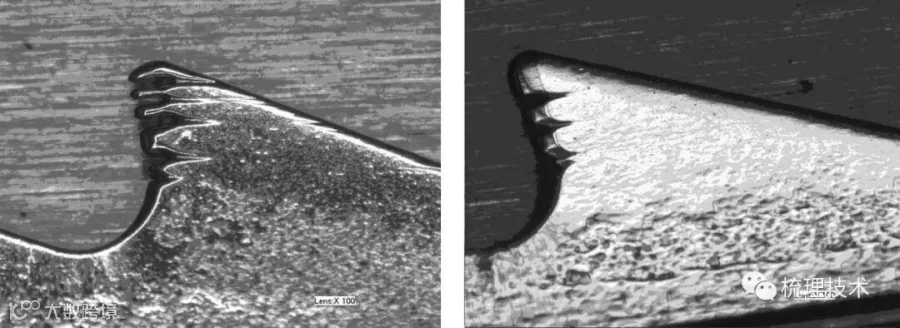
图5 G5齿条磨损后表面形貌
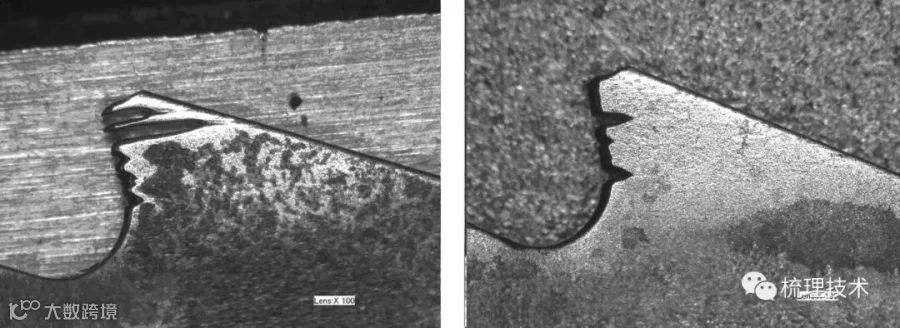
图6 G6齿条磨损后表面形貌
对各齿条随机抽取10个齿尖(每实验厂家产品各5),采用基恩士VHK-600K数码显微镜进行磨损面积的测量。测量数据如下。
G1~G6平均磨损面积(mm2)分别为: 0.0254、 0.1253、 0.0743、 0.004、 0.1087、 0.0947。
2.2 实验结果分析
实验中发现,采用不同表面处理工艺的齿条在同等试验条件下,磨损程度相差较大。测量数据中平均磨损面积可以近似反映各齿条的磨损程度。
以G1齿条的平均磨损面积为基准,与其余各种齿条平均磨损面积相比较,得相对耐磨度ε:
ε=S0/SI (1)
式中:S0为作为对比基准的G1齿条型号的平均磨损面积;SI为对比齿条的平均磨损面积;I为对应对比齿条的编号。
根据公式(1)可以计算出G1~G6齿条的相对耐磨度,分别为:1、 0.203、 0.342、 6.35、 0.234、 0.268。
由此可以看出,在同等试验条件下(即原材料相同、工艺参数相同、试验时间相同),各表面处理工艺齿条的耐磨度G4>G1>G3>G6>G5>G2。
在梳理过程中,表层约5 μm厚的硬质涂层WC/C,硬度达到HV1500,涂层为片层结构,结合强度高,同时由于WC/C涂层处理温度较低(180℃左右),基体第一点硬度695HV0.02,第二点硬度660HV0.02,这些有效提高了齿尖的耐磨性能。当WC/C涂层完全磨损,露出基体时,易出现集中磨损,进而形成沟槽。由于WC/C涂层覆盖齿尖部的正反面,因此在齿尖的工作面上形成初期的磨沟时,齿部正反面的WC/C涂层仍然可以有效减缓基体的磨损速度,因此形成的沟槽长度较短。G3(DLC涂层)略差于G4,这是由于DLC硬质涂层与WC/C涂层特点相似,属于硬质涂层。DLC表面和WC/C处理的设计理念一致,是通过表层覆盖一层硬质薄膜来提高针布的耐磨性能。DLC涂层的硬度虽比WC/C涂层硬度高,但涂层为单层结构,结合强度稍低,同时由于DLC涂层处理温度略高,导致基体硬度下降较多(第一点硬度633HV0.02,第二点硬度628HV0.02),所以耐磨度较WC/C差。G6(耐磨梯度材料涂层)主要提高梳理过程中润滑效果、减小齿条的表面粗糙度值,耐磨度提高效果不大。G5(化学镀Ni-P合金)在涂层后需进行热处理才能提高硬度,如热处理工艺不当则效果较差。G2(化学抛光)只是减小了齿条的表面粗糙度值,相对其他涂层对耐磨度提高很小。
3 结论
由以上实验可以看出,5种不同表面处理对分梳辊齿条耐磨度的影响,即:
(1)采用WC/C涂层工艺的齿条最耐磨,超过了Graf齿条;
(2)采用化学抛光处理的齿条最容易磨损,相对耐磨度仅为Graf齿条的五分之一;
(3)各表面处理工艺齿条的耐磨度:WC/C涂层>DLC涂层>耐磨梯度材料>化学镀Ni-P合金>化学抛光。
参考文献:
[1]冯喜奎,秦汝明,文九巴.金属针布高耐磨的技术瓶颈与突破[J].纺织器材:2010(05):9-13.
[2]李庆生.DLC表面涂覆在模具中的应用[J].模具工业:2010(04):74-76.
[3]莫继良,陈龙,朱昊.WC/C固体润滑涂层的滑动摩擦磨损性能研究[J].材料工程:2008(8):13-16.
[4]文斯雄.钢铁零件化学抛光[J].电镀与环保:2005(2):42-43.
[5]张弋飞,张昕辉.润滑耐磨梯度材料(LGM)辊环与离子渗硫处理的轧辊[J].金属热处理:2004(01):79-82.