


梳棉机后部气流分析与控制
欧怀林 (荆州市神舟纺织股份有限公司)
1 气流分析原理的把握及研究气流的迫切性
(1)在梳棉机气流分析中,主要运用气流附面层原理、管道流体流动的基本原理、连续性方程、能量守恒定律等基本原理对梳棉机气流进行分析。具体内容见笔者“梳棉机气流原理分析与实例解剖”一文(《纺织器材》2013,40(6)6-9),在此不一一赘述。
(2)在梳棉机气流分析中,必须时刻抓住气流变化的五个要素:流速、流量、运动方向、静压、动压以及影响气流五个要素变化的主要因素:
①隔距切割气流变化造成流量的变化使得动压、静压的变化。
②截面积改变造成气流流速的改变从而产生动压与静压之间的相互转换。
③动压静压的变化造成气流流动方向的改变。
④流动受阻造成动压全部转换为静压引起的压力突变。
⑤附加吸风装置对气流五个要素的影响。
(3)梳理度与气流控制是高产梳棉机迫切需要解决的问题。目前,机器的结构、制造精度以及梳理器材进步发展很快,但对气流的分析与控制相对落后,必须加强这方面的研究与控制。
2 梳理对气流控制的要求
(1)稳定有序,防止干扰。理想的梳理模式是“线性”梳理模式,即:纤维在梳理过程中不产生横向移动、不产生纵向卷曲。纤维从被刺辊抓取一直到凝聚到道夫上面、返回纤维在大漏底内横向位置不发生变化,纤维在从刺辊向锡林转移、锡林向道夫转移、返回纤维在大漏底内尽量不产生纵向卷曲。这样的梳理模式才是最理想、最有效的梳理模式。而梳理区静压变化是产生纤维横向移动的主要原因;梳理区涡流产生将严重影响纤维结构,造成纤维混乱。因此,控制梳理过程中气流静压的变化、防止梳理区产生涡流是完成“线性”梳理模式的必须条件。
(2)积极引导纤维的转移与伸直。刺辊与锡林上下两个三角区静压分布对纤维转移起着引导作用。保持靠近刺辊一侧的静压略高于锡林一侧的静压,有利于纤维向锡林转移。
(3)严防涡流的产生,严防气流的横向移动,严防压力的突变。涡流产生的原因是:气流受阻,附面层内外层速度差异过大,隔距变化过大造成的动、静压转换剧烈。因此,我们应密切关注气流受阻点的气流合理疏导;防止附面层速度差异过大;保持梳理过程中“微正压”状态,防止压力过高产生突变。需要重点控制刺辊~锡林三角区;锡林~道夫三角区;大漏底这三个区域的气流五个要素的合理分配与布置。
(4)固定盖板与棉网清洁器对“线性”梳理模式的作用。固定盖板的主要作用是控制纤维横向运动、均匀梳理区气流、对纤维运动起到引导作用,其梳理作用甚微;棉网清洁器的主要作用是疏导梳理区气流,保持梳理区静压正常,其排杂作用有限。因此,在机器结构设计时,应充分考虑固定盖板与棉网清洁器的主要作用,合理布置二者的位置,这样才能充分发挥其效能。
3 除杂对气流控制的要求
(1)均匀。主落杂区无气流干扰,自由落是最均匀的落杂方式,不容易堵塞,最有利于工艺调节与落棉控制。
(2)通畅。对细小杂质采用吸风式的积极落棉方式最有效,可以防止杂质回收、防止网眼堵塞、缓解三角区气流。
(3)切割与回收合理,结构便于观察调节。
(4)附面层速度差异具有对纤维的伸直及纤维与杂质的分离作用,特别是在刺辊第一落杂区,保持附面层自由状态,防止附加气流对附面层干扰是非常必要的。
4 梳棉机后部气流与机器结构的分析
4.1 后部四股气流及静压的分析
(1)在刺辊锡林这个区域,高速回转的刺辊与锡林形成上下两个三角区,气流产生两个阻塞点,是梳棉机气流控制的重点区域。见图1。
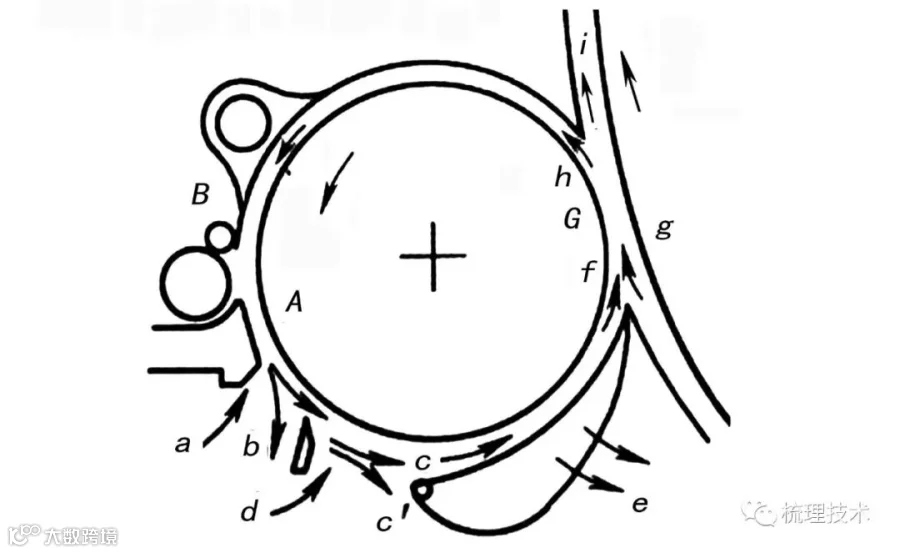
图 1
(2)三角区上下四股气流的关系:Qf+Qg=Qh+Qi。我们在控制刺辊锡林上下两个三角区压力时,可以通过分配这四股气流达到比较合理的状态。
(3)后部气流的简要分析,见图2、3。
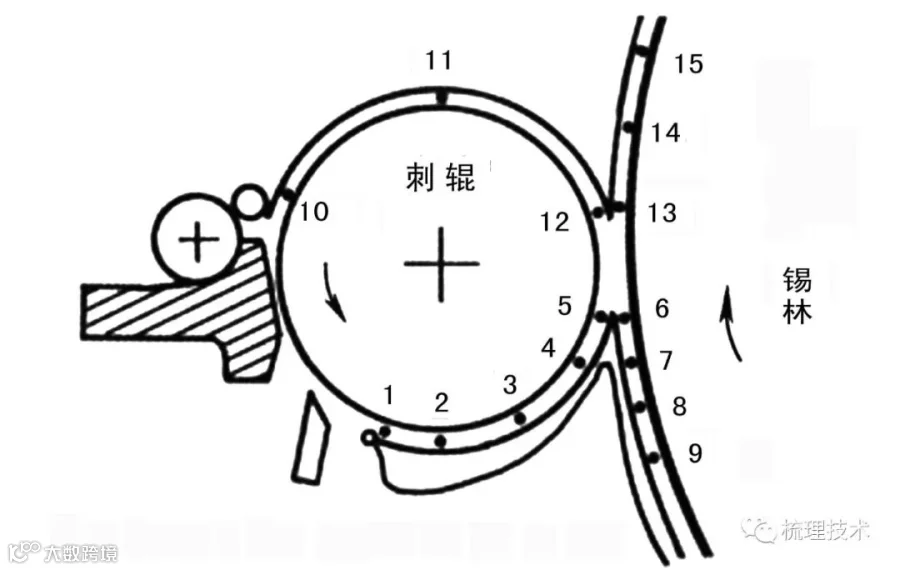
图 2
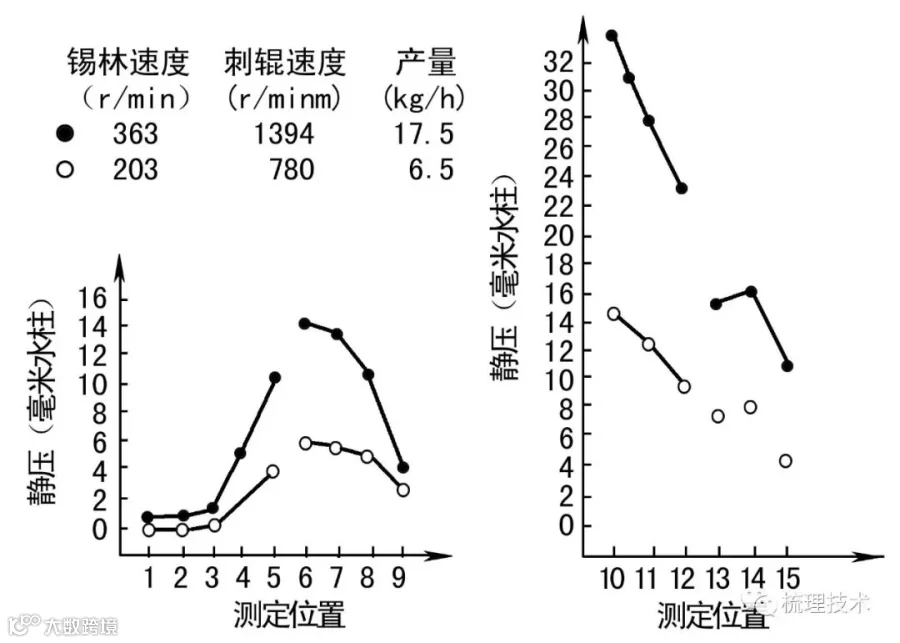
图 3
①从图2、3可以看出,速度提高造成静压急剧变化,5、6、7、8、10~14点变化剧烈,因此,高产梳棉机对气流控制更为重要。
②由于锡林带出气流多,6点静压高于5点,这样不利于刺辊上的纤维向锡林转移,因此,应对大漏底出口进行积极泄压,使6点静压低于5点。目前机器上对大漏底吸风泄压都采用单侧吸风的方式即吸风方向垂直于纤维的运动方向,这种方式会对大漏底里的纤维产生横向干扰,也不利于纤维伸直,因此,应采用与纤维运动方向平行的吸风方式,这样既不会横向干扰纤维运动,又可以对纤维伸直起到积极作用。
③由于10点的阻塞,10、11、12三处静压急剧上升,因此,应在气流在10点阻塞前积极吸风泄压,但要保持12点静压略高于13点,以利于纤维向锡林转移。
④在大漏底区域,锡林返回的纤维受控状态较差,容易受到气流干扰。因此,在此区域不但要控制好气流,同时需要考虑积极的纤维控制方式。
4.2 两种落杂方式的比较
(1)开放式落杂方式见图1。
①优点:落杂均匀、便于调节、便于回收纤维。
②缺点:第二落杂区问题多,气流较难控制。
(2)积极式落杂方式见图4。
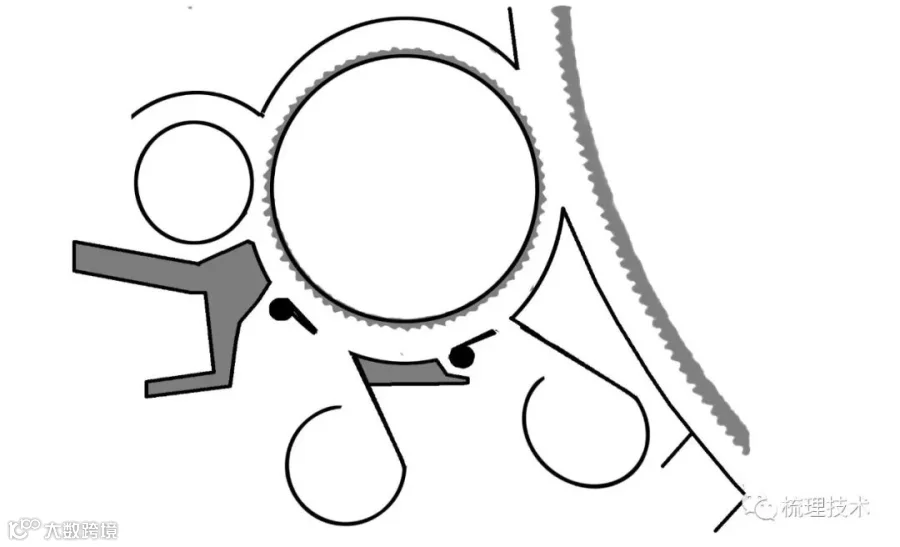
图 4
①优点:第二落杂区吸风可以缓解三角区气流,避免细小杂质回收,不会产生堵塞。
②缺点:无论采用单侧吸、两侧吸还是中间吸都不均匀,不便于调节观察,不便于纤维回收、容易堵塞。同时破坏了第一落杂区气流附面层。
(3)综合两种落杂方式的优缺点,我们在生产中采用半开放式落杂方式,即第一落杂区采用开放式落杂方式,第二落杂区采用积极式落杂方式,取得了较好的效果。
5 对梳棉机围绕气流的结构设计与改进
(1)后车肚排杂应综合两种排杂方式的优缺点采用第一落杂区自由排,第二落杂区除尘风刀的半开放式落棉排杂方式,有利于落杂和纺纱厂控制。
(2)在两个三角区附近布置静压测定装置,便于对静压的测定与控制。并与纺纱厂对该区域摸索一套有效的气流控制工艺方案。
(3)后罩板尺寸应进一步减短,使得固定盖板提前介入,以利于加强对纤维的横向控制。进口部分应设计为泄压式后罩板(网眼+吸口泄风);或者直接改为小吸口+固定盖板,取消后罩板。刺辊低压罩吸口应尽量靠近三角区,两者的吸风量根据对该区域的静压要求做到可调节,以满足刺辊锡林上三角区保持理想的气流状态。由于在后罩板处,气流速度快,因此设置网眼或吸口不会引起堵塞等问题的出现。同时,由于第二落杂区为吸风式,小漏底为固定分梳板封闭式结构,不会产生堵塞现象。
(4)大漏底出口吸风口的布置应尽量靠近鼻尖,吸风量做好平衡,以保持刺辊锡林下三角区微正压运行。大漏底吸风方向要合理,避免产生“紊流”现象,干扰纤维运动。大漏底吸风量应保持吸管“微负压”运行状态为最佳。
(5)走出活动盖板的锡林纤维层大部分未转移给道夫,经过大漏底返回,对这一部分的纤维运动可以说一直缺乏研究。梳棉机锡林速度提高后,这部分纤维更不容易受控。除了对大漏底全方位气流控制外,可以研究其他附加措施,控制该区域纤维横向流动,以达到理想的梳理效果。
参考文献:
[1]费清.梳棉机气流的研究与分析[J].梳理技术,2009,总第17期:16-21.
[2]欧怀林.梳棉机气流原理分析与实例剖析[J].纺织器材2013,40(6)6-9.
[3]华东纺织工学院 棉纺教研室.棉纺学[M].北京:纺织工业出版社,1981.
[4]费清.梳棉机高速刺辊的气流及其控制[J].北京纺织,1982(5):27-35.
[5]庄心光.棉纺工艺设计[M].北京:纺织工业出版社,1979.

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
