

本文发表在第18期《梳理技术》杂志上,更多好文章期待您的投稿。投稿邮箱:shulijishu@geron-china.com

合理清梳工艺 有效控制纱线弱环
乐峰 (江苏悦达纺织集团有限公司)
0 前言
织造速度的不断提高,对成纱强力的要求提出了新的挑战。如喷气织机最高速度已达到2500 r/min,一般也在1400 r/min左右,引纬率一般在2000 r/min以上。影响织机效率的主要因素是纱线强力,而影响原纱强力的原因有平均强力、强力不匀率、平均断裂伸长率、伸长不匀率等,更重要的是原纱中存在着弱环(最低强力),是影响织机断头的重要因素。对于纱线加工来说,停台次数是衡量一批纱质量的最重要的因素之一。因为停台、效率是关系到织布厂存亡的关键。为了在当今竞争激烈的市场中赢取客户,对各纺纱厂来说,稳定、优质的质量是首要任务。我公司本着产品做大、做强的战略目标,一直要求产品向“差别化、规模化、国际化”方向发展。要想在成纱质量方面有所突破,必须借助于先进纺纱设备和一流检测仪器。我公司于2003年下半年向瑞士乌斯特公司购买了一套最新型质量测试检测仪器,经过几年的摸索和研究,这套试验仪器在对我公司的产品质量提高和稳定上起着极其重要的作用。下面把我们公司是如何利用Uster Tensojet 4高速强力测试仪来达到预测成纱强力、减少纱线弱环和提高可织造性的。
1 利用Uster Tensojet 4检测纱线弱环
从统计学的角度考虑,纱线中弱环是偶尔出现的事件,在极短的时间内,大量的随机测试是发现偶发性离散弱环的唯一方法。而常规的强力仪由于其测试速度的限制,影响了测试样本数量,无法满足检测纱线弱环的要求。多年来,使用Uster Tester 4条干仪已经可以提供可靠的和令人信服的结果,尤其是其强大的测试能力,这已被广大纺织同仁所认可。而Uster Tensojet 4高速强力测试仪(一种新型高性能张力测试仪)还不能被人们所重视,我们经过这几年使用Uster Tensojet 4高速强力测试仪后发现,它能够在非常短的时间内从代表性的样品中获得大量的测试结果,同时它也具有相同容量的测试能力。如在最高测速400 m/min的情况下,Uster Tensojet(UTJ) 4在1小时内可以进行30000次拉伸测试。与常规(500 mm/min测试速度)测试相比,它能够进行更多的测试(238倍测试量),甚至与5 m/min的快速测试相比,也提高了42倍测试量。所以利用Uster Tensojet 4高速强力测试仪可以在短时间内发现偶发性离散弱环。
1.1 单位时间内检测次数的影响
我们将同品种JC14.6 tex的10个筒纱进行1000次和10000次测试,测试结果和曲线图、散点图见图1。
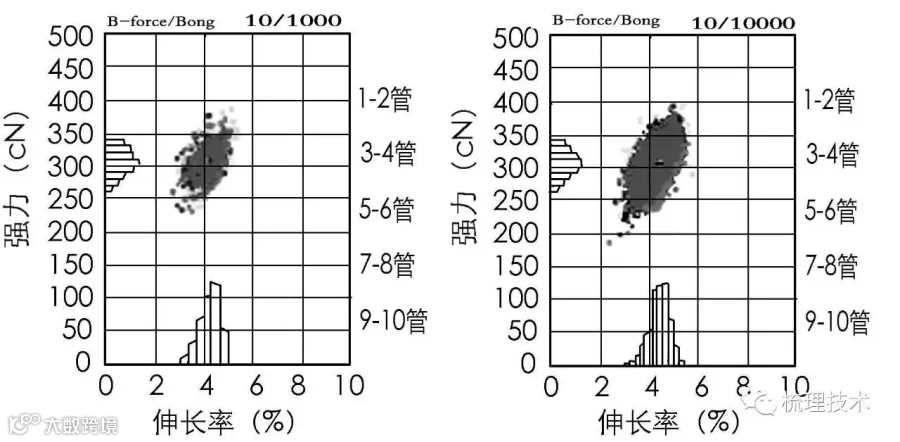
图1 10个筒纱1000次和10000次拉伸结果对比
通过检测次数的对比试验,从图1中可看出,1000次的拉伸次数没有出现明显的弱环,在10000拉断测试后,才能显示真正的弱环。表明检测次数对测试结果有较大的影响,即便是在同样的高速强力仪下也是如此。
1.2 纱支号数的影响
对同一配棉的两个不同纱支品种的离散弱环检测,结果见图2、3。
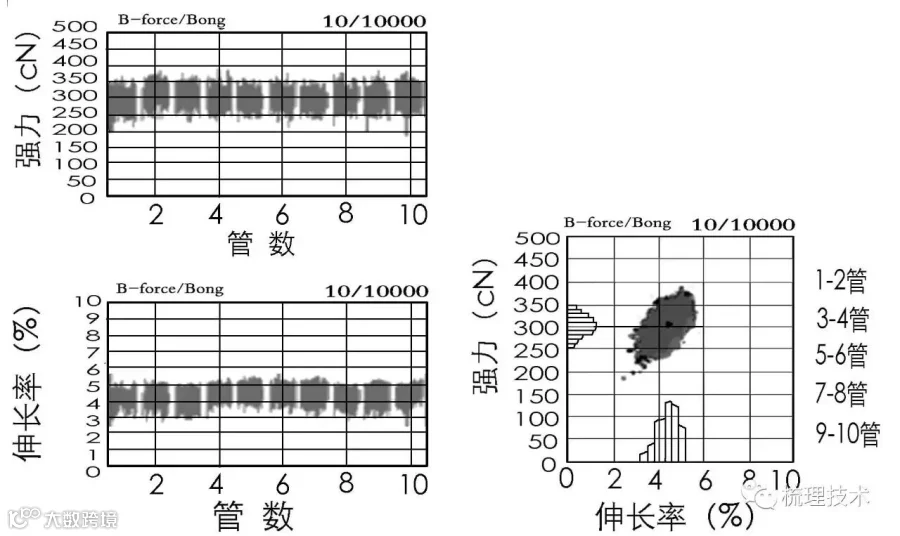
图2 JC 14.6强力拉伸曲线和散点示意
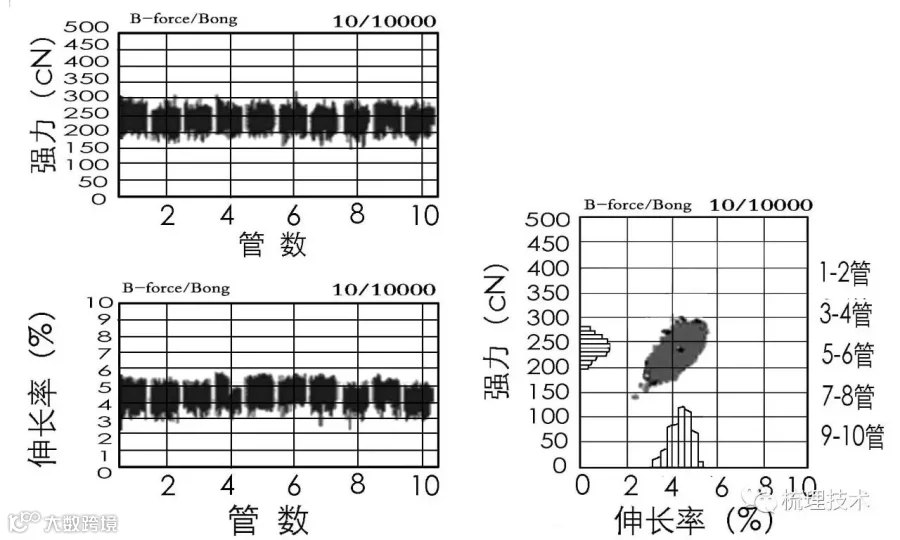
图3 JC11.7强力拉伸曲线和散点示意
从图2、3可清楚看到,在同配棉的情况下,纱支越细越易发生离散弱环。JC11.7就比JC14.6品种产生离散弱环的几率高,且断裂强力CV%值高、断裂伸长值低。这是什么原因呢?我们知道,由于原料纤维的性能相同,纱支粗意味着成纱截面内的纤维根数多,拉伸时纤维相互间抱合力大、滑移时间长,导致平均强力大,伸长率高。同时从强力拉伸曲线图中可以直观地看到,强力越高,出现弱环的几率便越少。
1.3 测试条件(温湿度)的影响
纱线的强力和伸长率受纱线内水分含量的影响,所有的纱线都会从周围的环境中吸收水分,因此,其含水量不仅取决于纤维的类型,而且还与环境的温度和相对湿度有关。所以保持测试环境温湿度的稳定是使强力和伸长率的测量结果具有代表性的重要条件之一。
未在试验室内平衡的JC14.6 tex强力测试见表1,在试验室内平衡24小时后的强力测试见表2。
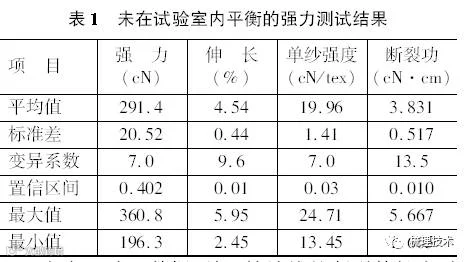
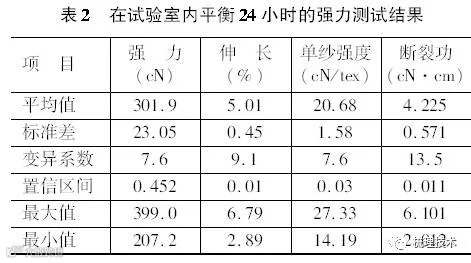
由表1、表2数据可知,棉纱线的断裂伸长率随相对湿度的增加而增加,其增加的程度与纤维的吸湿性能成比例。纱线强力试验的标准规定试验应在温度为20℃、相对湿度为65%的条件下进行。当纱线从车间进入试验室后放置一段时间,纱线与试验室的温湿度条件会逐渐达到平衡。纱线中原水分含量较低,它将在平衡过程中吸收水分,因此经过平衡后的纱线强力较大,纱线弱环也较少。
1.4 测试速度的影响
对纱线来说,高速拉伸测试比较符合纱线在生产过程中实际受力的状况,然而目前纱线强力试验的标准一般规定断裂时间为20 s,即20 s左右达到断裂,拉伸速度较低。由于纤维本身的特点,同一纱线(JC14.6 tex)在不同的拉伸速度下测试结果并不相同,下面用试验数据来证明。
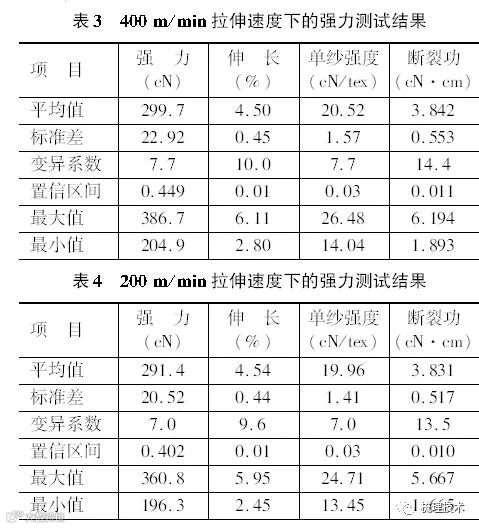
对棉纱线来说,断裂强力随着拉伸速度增加而增加。断裂强力的增大有利于纱线的弱环的减少和强力CV的降低,从而实现断裂强力散点比较集中。
1.5 纱线质量变异对纱线弱环的影响
纱线条干均匀度与其断裂强度关系,总的趋势是条干均匀度越差,断裂强度越低。纱线长、短片段或周期、非周期的条干不匀直接影响其断裂强度的变异系数。虽然纱线质量变异的特征不同,程度不同,但对其断裂伸长率影响不显著。不同的纱线质量变异对断裂伸长率变异系数有一定的影响(见表5)。

1.6 纤维主要特性对纱线弱环的影响
纤维的各种特性对成纱断裂强度及断裂伸长率影响程度是不同的,且同一纤维特性对用不同方法纺制的纱线的影响程度也不同。棉纤维主要特性对其成纱断裂强力影响程度见图4,对转杯纺纱断裂强力影响程度见图5。
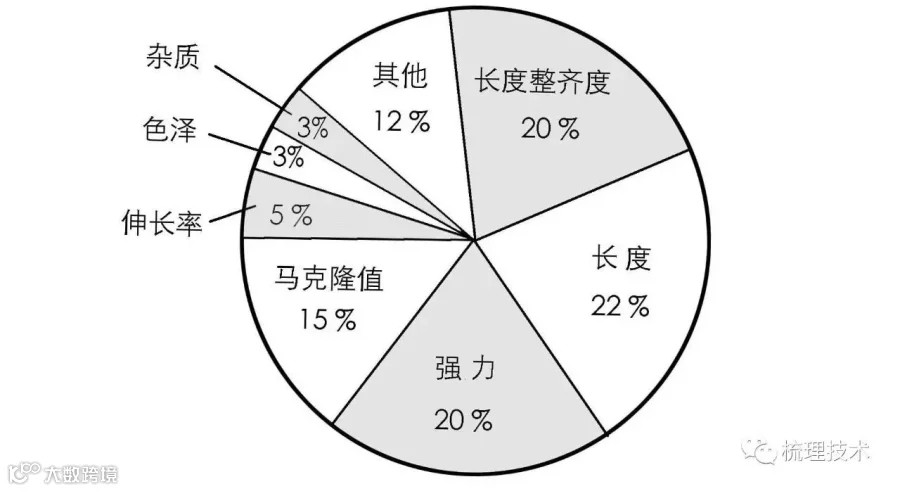
图4 棉纤维主要特性对其成纱断裂强力影响程度
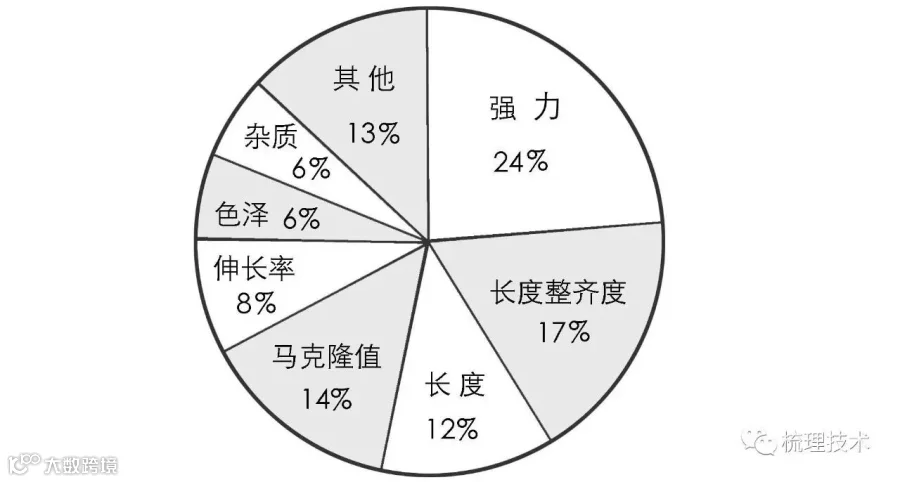
图5 棉纤维主要特性对转杯纺纱断裂强力影响程度
由于不同纺纱系统纺制的细纱的成纱机理及纱线结构不同,因此同一纤维特性,对不同纺纱系统纺制的纱线的断裂强度及断裂伸长率影响程度也不同。环锭纺纱纤维排列较平行顺直,纤维之间的搭接长度是维持成纱具有一定强度的重要因素,因此纤维长度及表征纤维长度差异的长度整齐度的影响程度分别为22%和20%,与纤维强力有着同样或更重要的作用。转杯纺纱纤维伸直度差,有缠结,因此纤维自身强力就成为维持成纱强力较为重要的因素,其影响程度达24%。纤维的伸长率、杂质,甚至在一定程度上反映纤维强力的色泽影响比对环锭纺纱为重,而纤维长度及长度整齐度相对影响较小,分别为12%和17%。
总之,纱线强力与纱线捻度、棉纤维性能也是线性关系,即纱线捻度越大,强力越高,离散弱环出现几率就越小。同样,棉纤维性能越好,长度长、成熟度好、强力大、伸长高的纤维,成纱强力高,出现弱环几率少。但这两种做法,会增加用棉成本和吨棉用电量,对纺纱厂来说,是不可取的。
2 纱线弱环的控制措施
2.1 纱线弱环的试验
根据纱线弱环的形成原因,对公司的主导品种JC7.3 tex进行跟踪对比试验。首先将采取措施前的质量情况作一测试统计,如图6和表6所示。
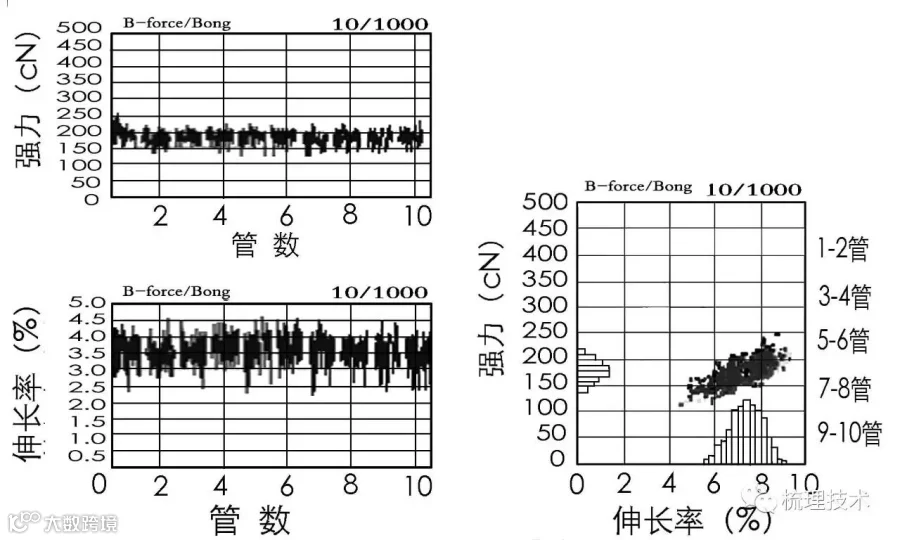
图6 采取措施前1000次强力拉伸曲线和散点示意
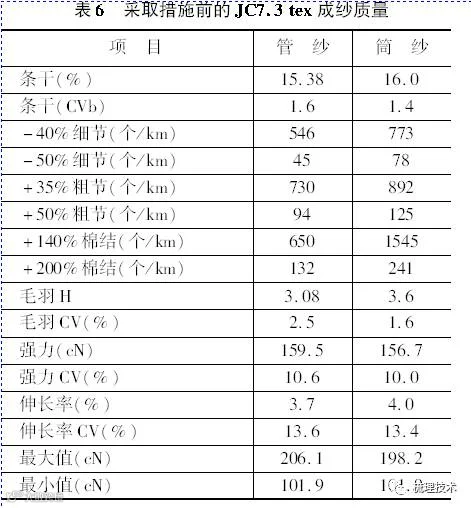
根据以上数据,可以得到如下的结论:条干中细节明显偏多,强力低、不匀大,伸长偏小、不匀率大,所有这些原因都导致了纱线拉伸强力断裂点离散大,离散弱环多。于是我公司成立了专门的攻关小组,加强工艺质量的研究,先后做了大量的对比试验,在梳理方面采取了一些措施和对策。其质量水平见表7和图7。
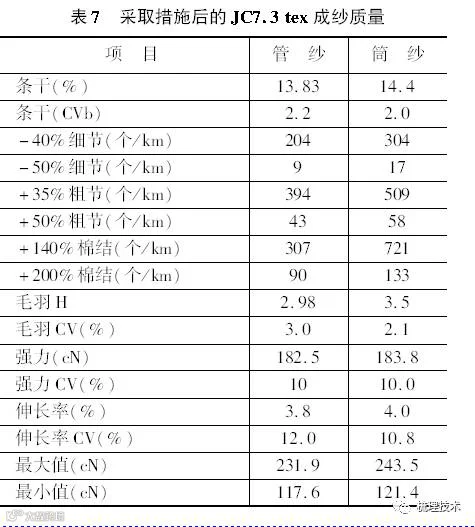
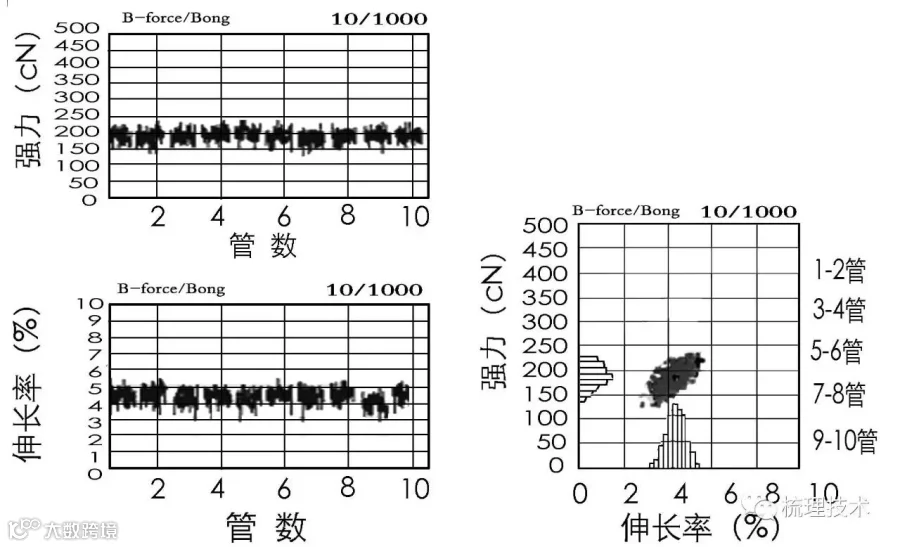
图7 采取措施后1000次强力拉伸曲线和散点示意
强力弱环实质上是纱线条干不匀中的细节和弱捻纱,从表6、7中可以对比看出,采取措施后,成纱的细节明显减少,强力也有所增加。成纱质量提高了,离散弱环得到了有效控制。采取主要措施如下。
2.2 优化打击力度和合理分配梳理力度
控制纱线弱环要从前道开始,减少打击力度,因为短纤维越多,后道梳理越困难。要注意清花工序短纤维的增长,再合理分配梳棉和精梳的梳理力度,使纤维混合均匀且搭接整齐,以增加成纱的强力及降低强力不匀。
(1)为降低清花工序的短绒增长率,将主机(FA002,FA106B, FA141等)打手速度降低。(2)提高抓棉机的运转效率,保证在95%以上,确保充分混棉。打手刀片缩进肋条3mm,打手每次下降量1mm,小车回转速度加快。
(3)落杂区尘棒隔距调到最大,增大各补风口的进风量,增加清花落棉。
2.3 合理设计梳理工艺,减少短绒产生
(1)增大梳棉机给棉板与刺辊的隔距为24/1000 in,抬高给棉板3mm,以除去部分大杂质和部分短绒,利于减少纤维的损伤。
(2)增大锡林前上罩板隔距为35/1000 in,以增加盖板花量,排除短绒。
(3)提高锡林与刺辊的线速比,增为2.83;提高道夫的转移率,减小纤维的损伤。
(4)减小锡林与盖板隔距为 7、6、6、6、7(/1000 in) ,提高锡林速度为460 r/min, 盖板速度提高为310 mm/min。
(5)增加固定盖板根数,优化锡林与固定盖板隔距。
(6)精梳顶梳插入深度+1.0,给棉长度4.3 mm,落棉刻度10.5。
(7)增加精梳梳理点,使用锡林S+U1295,顶梳齿密为35齿/cm。
梳棉为初梳理阶段,必须控制好短纤维含量,精梳为精梳理过程,应在精梳上加大梳理力度,保证纤维的伸直平行度和分离度,使纤维成单纤维状,经成纱加工确保成纱条干均匀、强力高,达到有效控制纱线弱环的目的。
3 提高原纱可织造性
控制纱线弱环的最终目的就是提高原纱的可织造性。在机织和针织过程中,每根纱线都受到峰值负荷,纱线必须抵抗这种负荷且不发生断裂,从而使断头率和相应的停台数为最小。断头有各种原因,而最低断裂强力和它的变异是最根本的。减少断头的方法,一是增加最低断裂强力,二是降低变异系数。在织造过程中经纬纱都要经受很大的张力,一般认为经纱平均断裂强度应在15 cN/tex以上,纬纱平均断裂强度在12 cN/tex以上,单纱强力不匀率在9%~10%。利用Uster Tensojet 4高速强力测试仪对原纱进行46000次试验,原纱强力与喷气织机上经纬纱张力之间的关系如下。
(1)单纱强力不匀率在9%,引纬张力峰值与单纱强力之比在55%以下,10万纬断头可达1根,这是最理想的织造状态。
(2)引纬张力峰值与单纱强力之比达60%,单强不匀仍为9%,断头则增加到6根/10万纬,说明引纬张力过大会造成纬向断头增加。
(3)单强不匀率由9%上升到11%,而引纬张力峰值与单纱强力之比为55%,断头将增加到7根/10万纬,说明纬纱强不匀增加,强力离散度加大,会使断头增加。
(4)原纱断裂强度的弱环强度低于4 cN/tex,伸长率低于2%,都可造成经纬向断头。
(5)离散弱环增加10%,意味着断头率增加60%。
综上所述,原纱可织造性是一项重要指标,通过先进检测仪器预测强力的大小和上机断头率的情况是各织厂有效控制效率的重要手段之一,而研究如何合理设计梳理力度提高可织造性,对纺纱厂来说是非常重要的任务,它使我们向现实靠近了一大步,把满足客户的需要作为自己的首要任务,这是值得各纺纱厂今后研究的新课题。
4 结语
合理设计打击力度和梳理力度,有效控制纱线弱环,为客户提供优质原纱,这是我们的产品做大、做精、做强,能推向国际市场的成功经验。

《梳理技术》创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《梳理技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《梳理技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
