

本文发表在第19期《梳理技术》杂志上,更多好文章期待您的投稿。投稿邮箱:shulijishu@geron-china.com

梳棉机握持给棉技术探析
倪远(上海东飞现代纺织技术研究所)
0 概述
梳棉机的握持给棉和刺辊梳理是梳棉工序的第一个梳理点,也是环锭普梳纺纱流程中纤维纺成纱线的最后一次握持式梳理,其关系到束纤维转变为单纤维的有效性和充分性、关系到纤维中有害物质的分离和排除。对整个喂入棉层纵向和横向的握持梳理来说,不管是梳理不足或者是梳理过度,均是有害的。
无论是利用清梳联喂棉箱输出的筵棉喂入还是成卷机的棉卷喂入,喂入棉层总是存在程度不同的纵向和横向不匀,这种喂入棉层厚度的随机不匀包括两个方面,一方面,棉层厚度存在着纵向不匀;另一方面,棉层横向厚度也存在着随机不匀,并且在相当程度上棉层横向不匀影响到棉层的纵向不匀。
喂入棉层的纵向不匀影响到输出生条的线密度不匀率;喂入棉层的横向不匀因为握持的过度或不足而影响到梳理品质,导致生条中纤维的结构不匀。
棉层横向厚度不匀的存在给握持式梳理带来两个方面的问题,一是握持力的横向均衡问题;二是梳理相对隔距和梳理力横向均衡问题。
1 棉层横向不匀对握持的影响
在现有技术中,对于给棉棉层握持的加压都采用弹簧力或重力实施给棉罗拉与给棉板(棉层握持面)的相对加压。
对整体式给棉板结构来说,无论是传统的喂棉形式或顺向喂棉形式,给棉罗拉与给棉板之间的相对加压在整个横向机幅上施加的是一个总压力,这个总压力按照机幅宽度可以计算为每厘米宽度的加压压力。由于棉层横向厚度不匀的存在,原理上说总压力主要加载于横向机幅内棉层厚度最厚的一或两个区段,或者说横向棉层总有一或两个区段受到的压力最大,特别在棉层横向平均厚度较薄、棉层横向不匀较大时,这种横向加压的不均衡现象表现更明显。当然,棉层厚度越厚、加压压力越大,由于棉层弹性和受压后横向滑移的存在,横向加压的不均衡现象越容易被弱化。这可能就是实际生产中偏向于采用较大给棉定量的一个理由。
现有技术中一般均采取设置较大的棉层定量(g/m2)和较大的单位宽度加压压力(N/cm)来弱化横向加压不均衡。设置较大的棉层定量即加厚棉层厚度,其对刺辊梳理是不利的。目前棉卷喂入的棉层定量一般在400 g/m左右,筵棉喂入的棉层可以达到700 g/m以上。
由于棉层横向不匀的存在,使棉层横向若干区段的单位宽度压力总是小于横向平均压力,即小于工艺设置单位宽度的压力,因而总压力必须加大设置,使总体棉层受压具有相当的冗余量。加压压力已经从30 N/cm左右增加到50 N/cm以上。增加加压压力的措施,要求给棉罗拉的抗弯强度提高,因而给棉罗拉直径从早期的50 mm、60 mm到70 mm不断加大,一直到目前的100 mm左右。即便如此,给棉罗拉直径的增大,只能减轻在重加压下罗拉弯曲变形造成的握持不良,而并不能消除棉层横向不匀造成的握持不良。由于工艺设置压力远远大于较薄棉层处的实际受压,过大的棉层加压不但增加了棉层与给棉板滑动摩擦造成的纤维搓擦和损伤,也使传动功耗增大,传动和轴承部件磨损加剧。
设置较大的棉层定量和较大的加压压力其实是一种相对消极的方式。在开清棉系统中,早就应用了横向分段式加压握持,如成卷机的“洋琴”装置喂棉系统,但其主要是为了机械式自调匀整系统获得分段棉层厚度的检测信息,可见人们较早地重视于棉层横向不匀对棉卷质量不匀的影响,而没有重视棉层横向不匀对握持梳理的影响。将横向分段式加压握持独立应用于握持梳理的是意大利马佐里设计的精细开棉机B37、B38,其将1200 mm机幅的给棉板分为20段,近似于成卷机的“洋琴”装置给棉系统(图1),在每段60 mm宽度的给棉板上用铸铁重锤进行分档可调的杠杆式增压加压,从而以积极的方式在相当程度上均衡了对横向棉层的加压,即使棉层横向厚度有较大的不匀,也能确保每分段的加压压力基本保持不变,从而保证每分段棉层获得足够且基本一致的握持力。

图1 “洋琴”装置给棉系统结构示意
2 棉层横向不匀对梳理的影响
棉层横向加压的不均衡会带来棉层厚的地方压力大,握持力大,棉层薄的地方压力和握持力小,甚至很小。如果握持力小于梳理力,给棉罗拉与给棉板对棉层的控制不良或失控,则棉层中的纤维以棉束或小棉块状态被刺辊抓取,从给棉罗拉与给棉板间滑脱。这种状况有时可从后部活动盖板在梳理中的手感振动感觉得到。这部分棉层是欠分梳的自由式梳理,棉层会成程度不同的束状或块状进入锡林梳理区,造成刺辊部分以致锡林盖板部分对其梳理不充分和不精细,这种离散的束状或块状喂入会造成分梳不良和梳理效果的变异,这样既加重了锡林盖板的梳理负担,也造成棉网单纤维状态不充分、棉网棉结杂质局部突变等弊端,导致生条品质的变异。这是给棉棉层横向厚度不匀对生条质量隐性的不利影响,因而也易于被忽视。棉条结构中的单纤维化与结杂不一致性,不仅影响到本工序的梳理、除杂及后续工序的牵伸,更重要的是影响到成纱品质如成纱结杂、条干均匀度和IPI值,以致偶发性纱疵。
当然,刺辊的固定分梳板和锡林的预分梳固定盖板对此类分梳不良给予相当的补充梳理,这也许正是这些梳理元件被合理应用的原因之一。但不管怎样,从根源上消除因握持不良而产生的梳理不良,才是一种消除因设计结构不合理而影响品质的根本之道。
如前一节所述,设置较大的棉层定量可以弱化横向加压的不均衡,说其是一种消极的方式,更重要的原因还在于,其对梳理品质有着非常不利的影响,主要体现在以下两个方面。
一是在梳棉机产量和刺辊梳理度相同的情况下,刺辊线速度是不变的,如果棉层定量增加一倍,则给棉罗拉喂入线速度降低一半,同样长度的一段棉层或纤维受刺辊梳理的时间和梳理的齿数将增加一倍,这就可能使很多纤维处于过度梳理的状态。虽然折算到每根纤维的梳理齿数一样,但棉层内外层纤维受到梳理量的离散性极大,实际梳理度差异率很大。过度的梳理使很多纤维受到损伤,导致短绒率上升;而其余欠梳理的纤维则会分梳不足。这种梳理不匀对生条乃至成纱品质影响极大,这也正是实践中经常碰到,即使刺辊速度并不太高,还是可以通过降低刺辊速度来相对减少生条短绒率的一个重要原因,这实际上是一种消极的工艺配置。
二是在棉层进入刺辊梳理区时,较厚的棉层与刺辊锯齿和刺辊辊体表面接触时,棉层内外具有很大的差异。不管是嵌入式或自锁式刺辊锯齿,齿形高度为5 mm左右,当1 m左右机幅的筵棉定量为每米500~600 g时,受压后的厚度约为2.5~3.0 mm,但棉层离开喂棉板握持点而进入梳理区时,棉层厚度急速释放,大大超过5 mm而与刺辊辊体或齿条基部及锯齿侧面发生摩擦,棉层厚度越大,摩擦力越大;棉层输出线速度越小,摩擦时间越长,这种摩擦不可避免地造成纤维的损伤和棉结增加。在实际生产中常有放大刺辊与给棉板隔距而出现相对改善生条品质的例证,这也同样可以称为“消极工艺”。
3 给棉系统工艺优化方案
偏轻的棉层定量不利于握持、偏重的棉层定量不利于梳理,这是给棉工艺配置的一个难点。如果不考虑握持对梳理的影响,仅出于棉层厚度对分梳的考量,偏轻的棉层定量即较薄的给棉棉层对分梳较为有利。假定梳棉机产量和刺辊梳理度相同,刺辊线速度是不变的,如果棉层定量降低一半,则给棉罗拉喂入线速度增加一倍,同样长度的一段棉层或纤维受刺辊梳理的时间和梳理的齿数将减少一半,折算到每根纤维的梳理齿数是一样的,这样的给棉工艺可以称为“薄给快喂”。“薄给快喂”的给棉方式使棉层内外层纤维受到梳理量的不均匀性改善,实际梳理度的差异率减小。与“厚给慢喂”工艺相比,在计算梳理度相等的情况下,纤维损伤的可能性降低。同时棉层与刺辊锯齿和刺辊辊体表面的接触压力大大降低,因而减少纤维意外损伤的可能。
以某梳理工艺为例:筵棉或棉卷定量为500 g/m,纤维计算长度29 mm,纤维细度为6000公支,梳棉机产量为50 kg/h,刺辊直径250 mm,刺辊实际工作幅宽为900 mm,刺辊速度为800 r/min,自锁式刺辊锯齿齿形高度为5 mm,刺辊锯齿齿距为5.3 mm,行距为3.17mm,锯齿密度为38齿/(25.4mm)2=0.058齿/mm2,由计算得棉层喂入速度为28mm/s,每秒喂入棉层14 g,刺辊表面线速度为10467mm/s,则有关梳理度平均数的3种计算如下。
A:每克纤维梳理齿数=(10467×900×0.058)/14=39027
B:每根纤维梳理齿数=39027/(6000/29)=189
C:每根纤维长度棉层梳理齿数=(10467/5.3)×(29/28)=2045
当其他工艺不变,采用“薄给快喂”的给棉方式,筵棉定量改为250 g/m时,由计算得棉层喂入速度为56 mm/s,则有关梳理程度平均数的三种计算如下。
A:每克纤维梳理齿数=(10467×900×0.058)/14=39027
B:每根纤维梳理齿数=39027/(6000/29)=189
C:每根纤维长度棉层梳理齿数=(10467/5.3)×(29/56)=1023
上述计算可知,与“厚给慢喂”工艺相比,“薄给快喂”的给棉方式,以每克纤维或每根纤维计算的梳理齿数两者相等;以每根纤维长度棉层或单位棉层长度计算的梳理齿数后者降低一半。
4 细分段给棉技术
上一节的分析提出了“薄给快喂”的给棉工艺,但其实施需要改进现有技术中的握持给棉方式,使给棉罗拉与给棉板握持钳口对随机喂入的棉层能够可靠握持,即使存在棉层横向厚度不匀的情况,也要满足对机幅宽度内每个单位宽度分段的棉层均受到良好的握持,即握持力大于梳理力,并且不受相邻以致整个棉层厚度的变化而影响。细分段给棉技术就是符合“薄给快喂”给棉工艺需求的一种给棉技术结构。
细分段给棉技术主要是将给棉板横向分割为若干小段,采用分段加压和握持给棉棉层的技术方案。细分段给棉系统在梳棉机上的典型应用为20~50分段(从理论上讲最大可达1000分段以上),这样对1000mm机幅的梳棉机来说给棉板握持单元的宽度为50~20 mm。也就是说,在横向50~20 mm内棉层的厚度变化都不影响相邻分段的握持加压,握持隔距也会在加压系统的加压下动态调整,使每一分段的棉层都得到相同或不小于工艺设定的加压握持力。
细分段给棉系统的加压技术方案一般均结合自调匀整检测结构同时应用,主要有以下两种应用形式。
(1)梳棉机给棉棉层握持运用弹簧(或重力)加压原理作用于细分割的加压握持面,对横向幅宽内给棉棉层进行细分段的加压握持,使每一分段均得到不小于工艺设定的压力。
(2)梳棉机给棉棉层握持运用气压加压原理作用于细分割的加压握持面,对横向幅宽内给棉棉层进行细分段的加压握持,使每一分段均得到相同的压力。
两种加压技术方案由于加压元件和结构不同,因而效果上也有区别。与气压加压形式相比,采用弹簧为加压元件的结构,由于工作压力与位移成正比,因而每段棉层的实际压力是不一致的,同时受元件质量离散性影响,加压一致性稍差。
梳棉机气囊式气压加压给棉棉层细分段给棉技术方案是一项已授权的发明专利,其在给棉罗拉的上方(顺向给棉方式)与给棉罗拉平行地设置一套气压加压机构:包括放置有气囊的加压握持腔、连通压力源的气囊、由气囊推动加压的给棉棉层握持面,给棉棉层握持面由并列的加压块组成,压力源提供的气压通过气囊推动加压块对给棉棉层加压。
气囊式气压加压机构的具体结构(以顺向给棉方式为例)见图2。在锡林和刺辊后部,给棉罗拉上方的加压握持腔为一个开口向下的坚固空腔,腔内放置一个弹性材料做成的气囊(图中未画出),气囊由管道经过气压附件连通压力源,气囊下面空腔的开口处紧贴气囊装有一排可在空腔中上下运动的加压块,细分段的加压块的横向集合即为给棉板,适当地设定加压块的横向尺寸,即可获得所需要的分段数量。
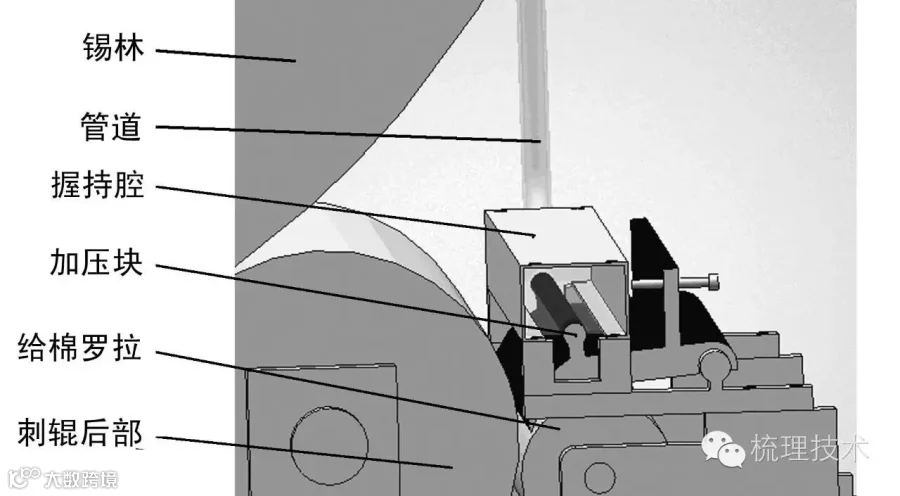
图2 气囊式气压加压机构的结构示意
在压力源的作用下,加压块与给棉罗拉之间棉层获得较为稳定的加压压力,其主要取决于压力源的气压值,基本上不受喂入棉层横向厚度不匀的影响,可以为“薄给快喂”给棉方式提供合理而均衡的握持力。
5 结语
探索梳棉机握持给棉工艺是改善梳理品质的需要,“薄给快喂”是更为合理的梳棉机后部给棉工艺,但其需要有效的握持给棉技术方案提供均衡一致的握持力。只要筵棉或棉卷存在着不可忽视的横向不匀,细分段给棉技术就具有应用的合理性。细分段给棉技术方案对横向幅宽内给棉棉层进行细分段的加压握持,运用弹簧或气动加压原理,使每一分段均得到相同或不小于工艺设定的压力。
另外,采用弹簧或气动的细分段加压握持技术可以消除给棉板与给棉罗拉在受压状态下机件变形带来的棉层握持力变化,从而保证对棉层良好的握持,结合采用“薄给快喂”工艺,甚至可以降低梳棉机对喂入筵棉均匀度的要求。
在梳理技术不断进步、梳理工艺精细化的发展过程中,业界越来越重视梳棉机后部刺辊的梳理、除杂和匀整作用,加压握持是实现刺辊梳理功能的基础。如果说“薄给快喂”是一种梳棉机后部梳理的工艺创新,则细分段给棉技术就是适应这种工艺创新的结构创新。在梳棉机向幅宽多样化演进的发展中,细分段握持给棉技术将更具必要性,也更能体现出其优越性。
参考资料
[1]费青.自调匀整装置与清梳联技术的发展[J].棉纺织技术,2002,30(7):12-9.
[2]费青.自调匀整技术在清梳联高产梳棉机的应用. 中国纱线质量技术论坛征文文集[C]:78-84.
[3]郭月洋,等. 棉纺设备自调匀整系统发展方向的探讨[J].棉纺织技术.2002,30(5):29-32.
[4]赵强.对清梳联自调匀整重不匀的认识[J].棉纺织技术.2004,32(10):40-41.
[5]倪远.梳棉机喂入棉层握持与检测技术现状及创新探析[J]. 棉纺织技术.2005,33(6).

《梳理技术》创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《梳理技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《梳理技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
