

本文发表在第20期《梳理技术》杂志上,更多好文章期待您的投稿。 投稿、咨询邮箱:shulijishu@geron-china.com

金属针布的产品设计及其优化
冯喜奎(浙江锦峰纺织机械有限公司)
秦汝明(河南工业大学机电工程学院)
0 前言
国外新型梳棉机及配套器材的引进,加上国内业界的不懈努力,使国产金属针布的质量得到了提升,其品种规格的总和已达数百种之多。矮、尖、薄、密和小角度诠释了过去国外先进针布的特点和优越性,对国产针布的进步起到至关重要的作用。目前,我国纺织行业产能过剩、效益下滑,针布平均售价逼近生产成本,不利于针布制造企业积累资金实现技改升级。要生存就要敢于突围、善于突破。
梳理装备和技术还在不断发展和进步,纺织行业仍然会是我国的重要产业,这是针布行业生存和发展的土壤和源动力。对原有金属针布规格的改良设计和归并设计,全新规格的创新设计,从设计和制造上赋予产品特有功效和亮点,是针布研发和生产者面临的一个长久而重要的课题。
1 外形轮廓及规格参数的设计
1.1 金属针布的结构区间及其作用
如图1所示,金属针布的结构区间可分为4个部分:梳齿部、齿颈部、肩部、基部。梳齿部分分布着适合相应梳理功效要求的梳齿;齿颈部承接梳齿并将其固接到肩部、基部;肩部是基部向齿颈部和梳齿部的过渡,是金工设计规则和梳针齿隙的双重需要;基部是针布向梳理辊包覆、嵌镶、定位的基础。
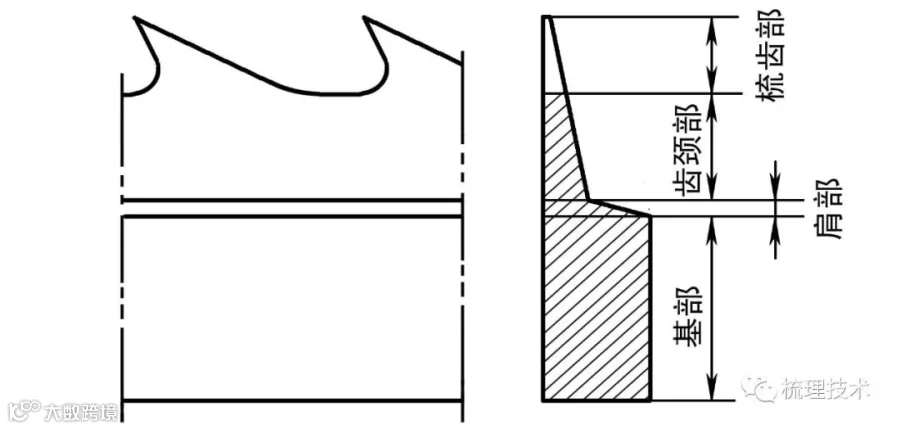
图1 金属针布的区间划分
1.2 外形轮廓的确定
外形轮廓几何尺寸的确定取决于该梳理元件在梳理机中的服役场所,工作中所承受的负荷(正压力、摩擦力、梳理力等)的大小和性质,在梳理机中对纤维的主要作用,梳理机对该元件的设计寿命要求等。
锡林针布以分梳为主,纤维梳理度要求其工作单元的密度要高,其特点是齿密高,轮廓小。
道夫针布以转移为主,要求其有足够的纤维握持空间及能力,不必过密但要有足够齿深。
刺条以开松和除杂为主,负荷大且不匀,撞击力大,要有足够的强度和抗轧伤能力,必要时以自锁和嵌镶固定。
固定盖板针布用来加强分梳与除杂,齿密不高、齿距较大、前角较小,要求不充塞、不嵌杂,抗轧性能好,以负角齿形为宜。
整体锡林用来精梳棉条,要求横向齿密高,纤维容量大,要足够的薄,较大的齿深。
1.3 齿形及规格参数设计
金属针布的齿形及规格参数设计涉及梳理的理论、设备、工艺配置、条干指标、生产机台试验、梳理元件的失效分析等诸多因素,其理论、规则的探索和总结广多[1~5],在此不作赘述。本文仅从产品优化设计的几个主要侧面进行探讨。
2 金属针布的优化设计
2.1 齿尖的高耐磨设计
梳理机的心脏是针布,针布的关键在齿尖。锡林针布几何尺寸很小,关注点在齿尖。针布的高耐磨涉及磨损机理、材质、热处理、表膜强化等诸多方面[6~12],这里仅从齿尖的形体特征进行分析和探讨。
2.1.1 可用磨损体积
如图2所示,以梳理为主的锡林针布主要失效形式是因磨损而造成的齿尖区域衰退,图中黑色部分即是可供磨损的齿体体积。
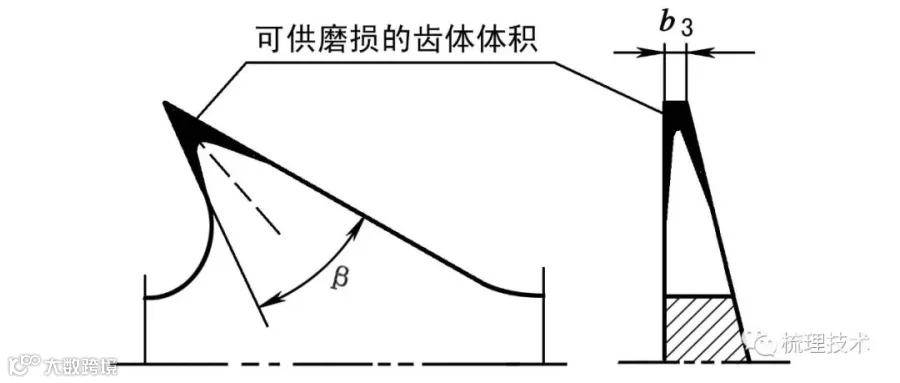
图2 可供磨损的齿体体积
2.1.2 影响可用磨损体积的因素
齿尖厚度(b3)、齿尖角(β)和齿尖形状是可用磨损体积的三个主要影响因素。
2.1.3 齿尖的高耐磨设计
在不影响齿尖锋利度、穿刺能力和纤维伸直度的前提下,要保证齿尖区域有足够的厚度(尤其是高产高速梳理、化纤梳理专用针布),较大的齿尖角。
优化设计齿尖形状,增加齿尖可用磨损体积。图3所示是其一例,弧尖和直尖相比较,A是二者共有面积,B、C是各自多出的面积,显然C>B。
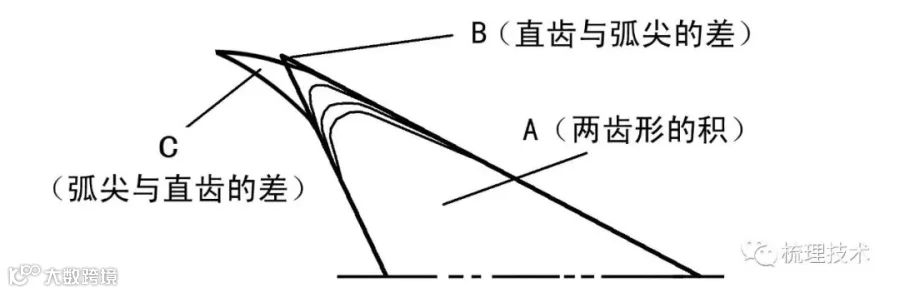
图3 齿尖部位的优化设计
图中3条曲线分别代表齿尖部不同的磨损边界,磨损到第1、2、3边界时弧尖齿的可用磨损面积分别是直尖齿的1.90倍、1.46倍、1.33倍,越靠近齿尖,越是早期磨损,越能体现弧尖齿的耐磨性。另外,弧尖齿形磨损后的锐度保持优于直尖齿形(见图4),如此可以延长磨针周期,减少磨针,延长针布寿命。研究并结合衰退轨迹的齿部优化设计有广阔的创新空间和前景。
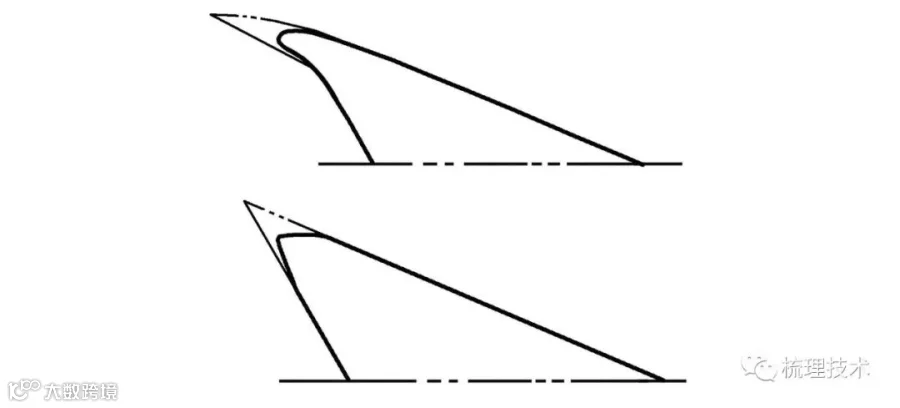
图4 齿尖磨损后锐度保持比较
图5所示是锡林的弧顶齿形耐磨设计,采用弧顶有效地增加了齿顶可用磨损体积,可明显提高针布耐磨性和寿命。
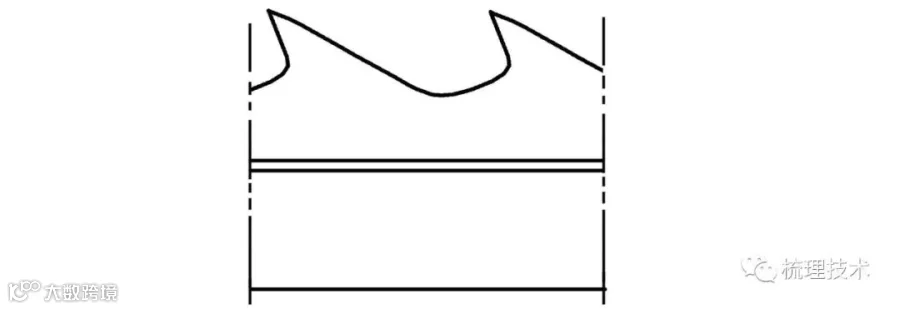
图5 锡林的弧顶耐磨设计
2.1.4 提高齿尖耐磨度的冲模及工艺设计
(1)适调下模高度避免斜尖
针布齿形冲切时,不可避免地要产生塌角和冲切面斜度[13],如图6(a)所示,其上侧为塌角侧,下侧为毛刺侧。针布冲切时经常出现沿齿尖宽(厚)度的斜尖现象,使齿尖的可用磨损体积减小,前期耐磨度下降。适调冲切平面的高度和冲模几何参数可改善斜尖现象,生成图6(b)所示的齿尖,提高齿尖方正度和齿尖前期耐磨性。
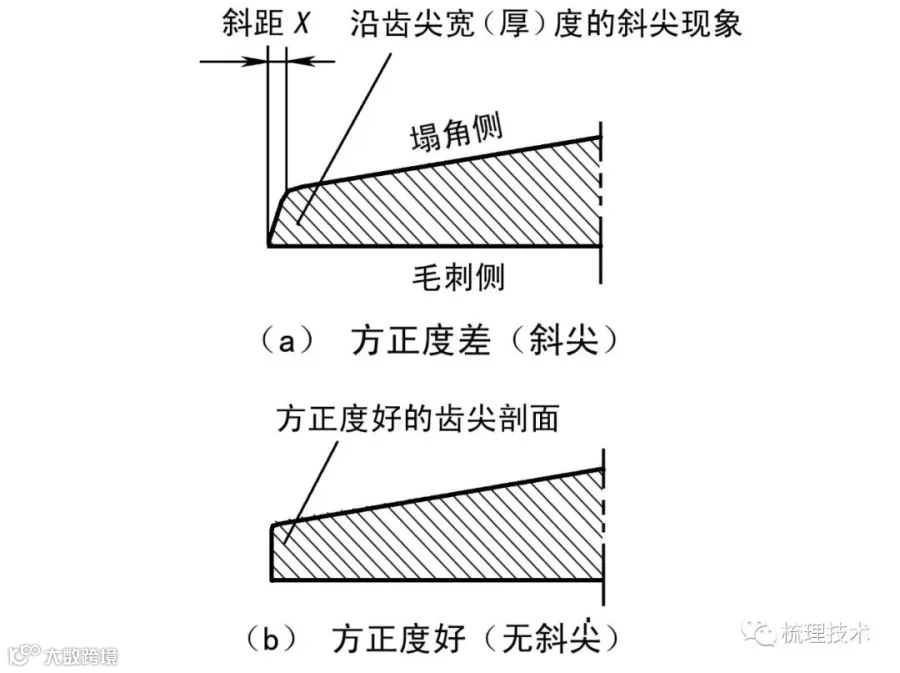
图6 齿尖方正度差别
(2)合理设计冲刀前角,冲屑脱离无撕裂
如图7所示,冲齿时有时出现呈撕裂状的“毛刺尖”,此种齿尖耐磨性极差。如图8所示,适调冲模角度,可避免此种缺陷。
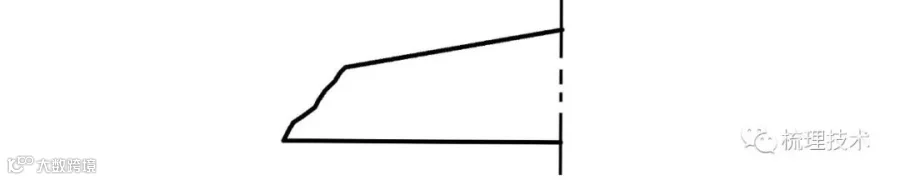
图7 撕裂状齿尖示意
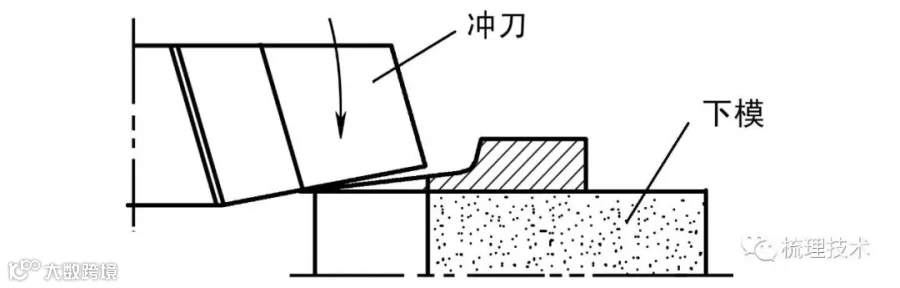
图8 合理剪冲示意
(3)剪冲起点和终点的设计
冲齿尽管是瞬间完成的,但齿屑的形成和剥离却有一个完整且重要的冲剪工艺过程。如图9所示,把冲剪的起点设计在齿尖处较合理,因为此时将要生成的齿屑还被固定在坯片上,不易发生扭尖,有利于生成尖锐且规整的齿尖,终点设计在齿底或余量边沿较好,可避免出现撕裂尖、扭尖及鹊嘴。
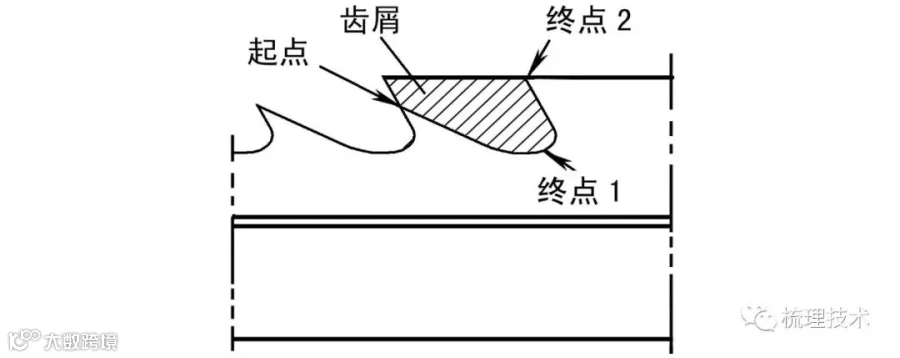
图9 剪冲的起点和终点设计
2.2 提高平整度的优化设计
2.2.1 齿距偏差造成的齿高差
针布冲齿时由于机械传动等因素,不可避免地要产生齿距偏差Δp,造成尖顶针布的齿高差、Δh(如图10所示),影响针布的平整度。
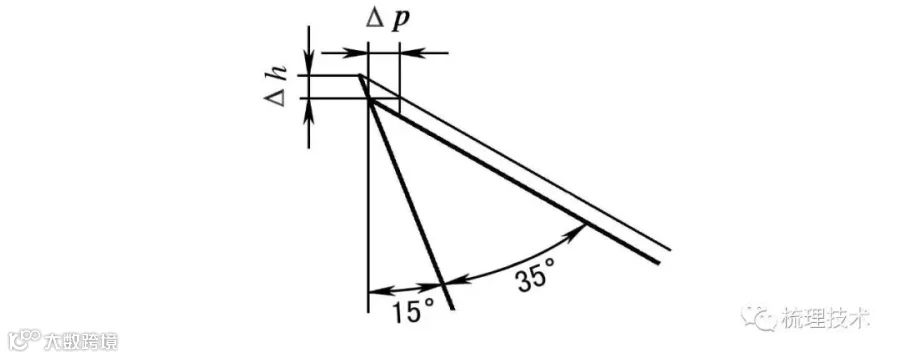
图10 齿距偏差造成的齿高差
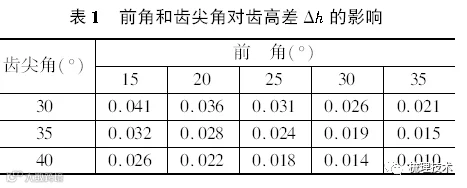
表1列出了Δp为0.03 mm齿距偏差时,不同前角α对应于不同齿尖角β的齿高差Δh。图11表示前角、齿尖角、齿高差的关系曲线,即前角相同条件下齿高差Δh与齿尖角β成反比,同齿尖角条件下齿高差与前角成反比,小前角小齿尖角时齿高差较大。
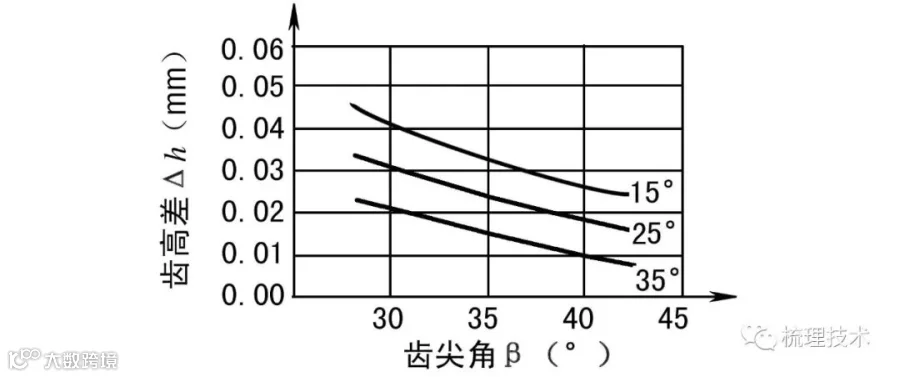
图11 齿高差与齿尖角的关系(Δh=0.03mm)
2.2.2 减小齿高差的齿尖优化设计
某些规格因为其特有的功效要求,必须设计成小前角和小齿尖角,为了减小齿高差,可对其齿尖部进行优化设计,如图12所示,(1)是尖部折背齿形,(2)是弧顶齿形。
2.2.3 背尖角和背切角的运用与掌控
图12所示齿形的背尖角η,当为弧尖时为背切角η′,不但是控制齿高差的重要参数,也是齿尖优化的关键,对耐磨度、尖部方正度、冲模寿命有一定的影响。
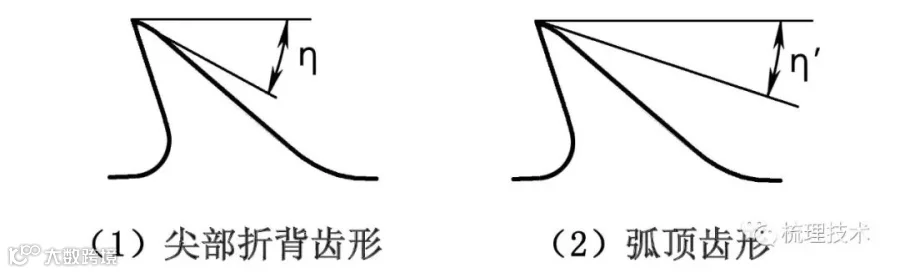
图12 减小齿高差的齿尖优化设计
2.2.4 针布宽高比的优化设计
设针布基部宽b1和总高h1之比为其宽高比k,即k=b1/h1。
如图13和图1所示,当齿颈高设计过大时(图13下图),宽高比将变小,包覆时的稳固度将下降,会出现向两侧的不确定倾斜,造成横向齿密不匀,齿高不一致,平整度下降。
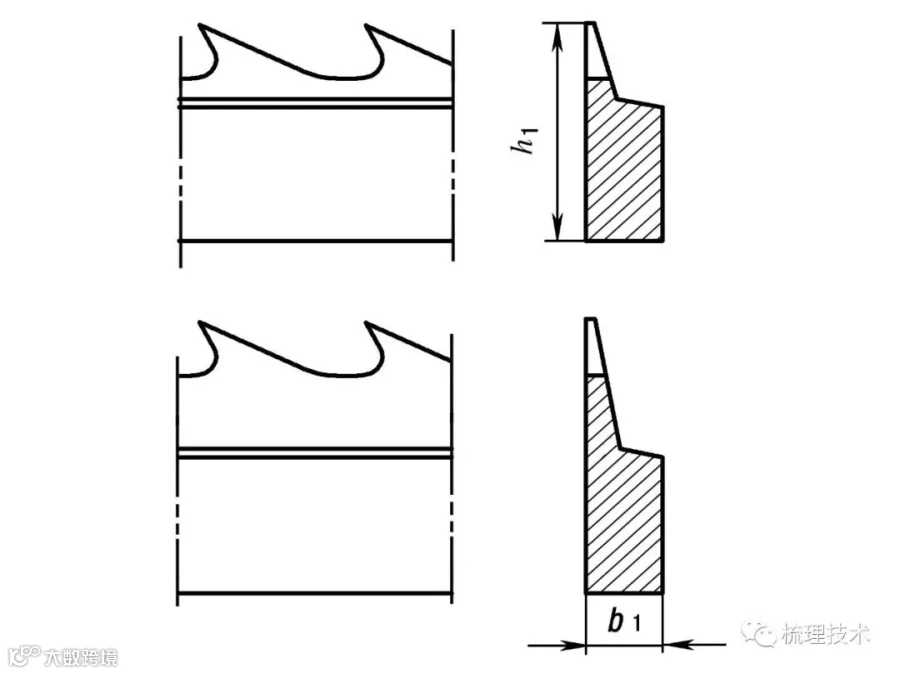
图13 金属针布宽高比的比较
针布包覆时,根据包卷张力及筒径不同,截面上的应力分布有差异,但通常会出现如图14所示的应力分布,即截面上应力呈线性分布,越靠向齿底拉应力越大,越靠向滚筒拉应力越小,在其紧贴滚筒的一小部分截面甚至出现压应力。
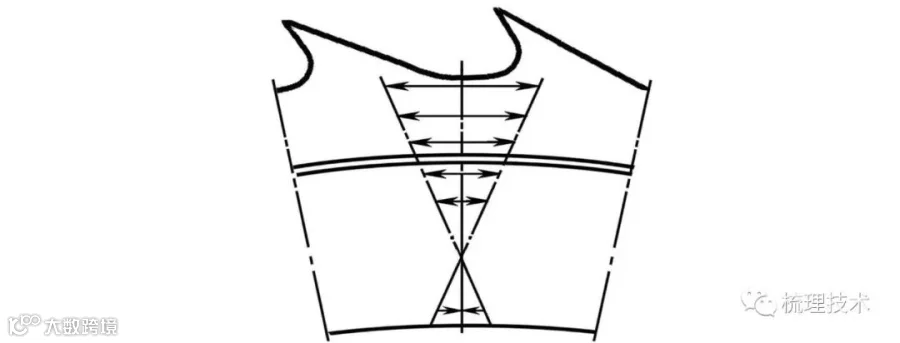
图14 包覆后截面上的应力分布
针布宽高比越小,齿底处的拉应力越大,而此处恰好是较薄的齿根,在其塑性和韧性不足时,将发生拉裂及断条现象。
无特殊加大需要时,要尽量将齿颈高压缩,增加k值,以提升包覆的平整度。部分28系列针布存在k值过小的弊端。k值较大即意味针布相对较矮,针布的矮化可有效地改善其包覆效果。
2.3 提高冲模寿命的齿形设计
2.3.1 弧尖齿形的优化设计
对于某些规格,弧顶(或称弧尖)齿形能表现出优越性。但对弧顶的具体形态需要优化处理,在满足功能的前提下要关注其工艺特性,即冲模的寿命。笔者分别对不同的锡林和道夫弧尖形态作优化处理的跟踪试验,证明合理优化不但提升齿尖的方正度,还可大幅提升冲模寿命(是原来的2~3倍),创下单刀道夫11盘,锡林10盘的效果。
图15是弧尖形态比对分析的示例之一。
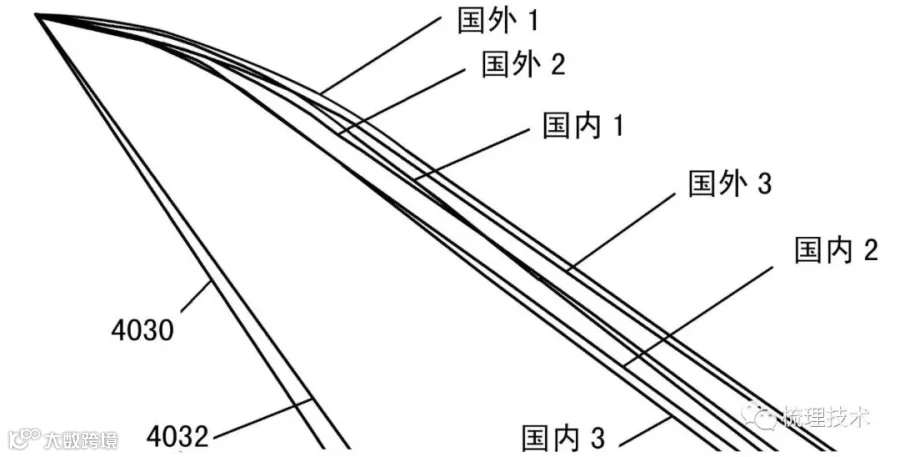
图15 道夫弧尖形态测绘比对
2.3.2 多弧段复杂齿形的优化设计
特殊梳理条件下的大齿深大纤维容量的某些针布齿形较为复杂,会出现连续多段弧线的连接(多达4段或5段)[4],对多弧段参数确定及圆滑连接作优化处理,可有效地提高冲模寿命。
2.3.3 齿背(前)线折点的优化处理
如图16所示,齿背面(有时为齿前面)轮廓线折点处的R大小,对冲模寿命有很大影响,是对模时造成擦伤的敏感部位,R过小冲模寿命不足,过大将失去设计折点的意图,恰当地优化处理可两者兼顾。
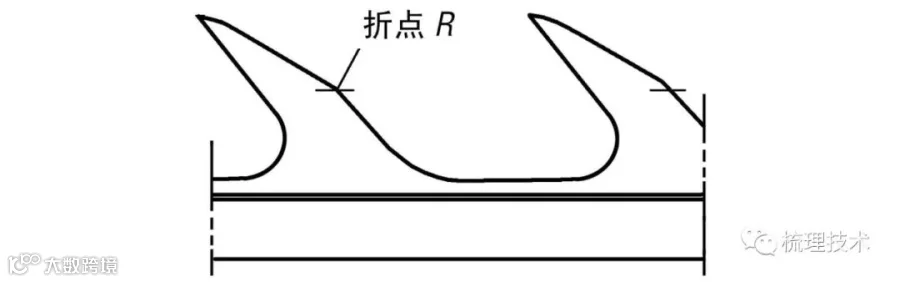
图16 齿背(前)面折点的优化处理
2.4 抗轧伤(倒齿)的齿形设计
某些规格因特殊要求,其齿形齿深大、齿尖角极小、前角又较大,使用中齿部经常被轧伤而弯倒。针对此齿形特点,需进行抗弯倒的齿形设计。
2.4.1 道夫的两段组合齿形设计
上半齿大前角,满足适纺性能要求,属淬硬区不易弯倒;下半齿采用小前角加强抗弯倒能力,如图17所示。
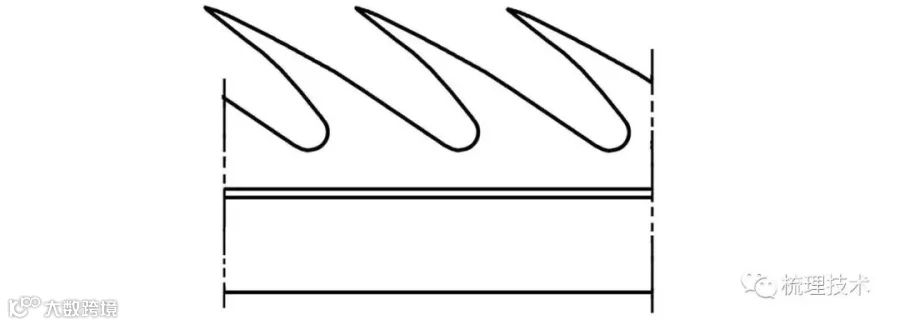
图17 道夫双段组合抗轧弯齿形(4545)
2.4.2 弧形齿抗轧设计
齿的上部大前角,满足适纺性能要求,淬硬后不易弯倒;中、下部采用弧形缓连,显得较为直立,改善其抗弯倒能力,如图18所示。
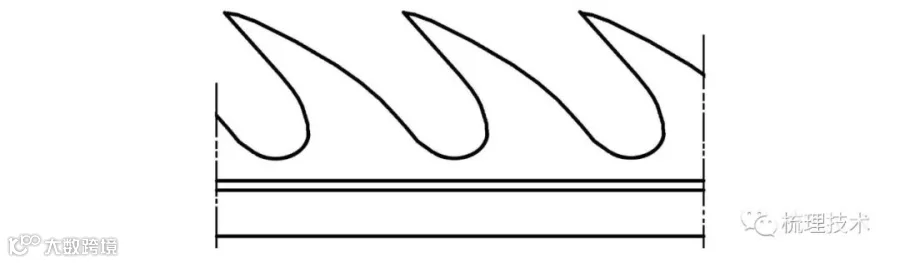
图18 弧形齿(GrafN-4030B 0,9)
2.5 防断裂的齿形设计
2.5.1 加大宽高比,压缩齿颈高
产品设计时在确保使用性能的前提下,尽量加大宽高比,如图13、14所示,缩小齿颈部的高度,减小包覆时齿根部拉应力的幅值,避免拉裂现象发生。
2.5.2 扩大齿底小R
对某些小齿距、大齿深的负角齿形,如图19所示,要设法避开齿底的小R陡弧,力学分析可知,此处是拉应力的峰值,应力最为集中,属危险截面区,小R的陡弧会诱发弯曲断裂破坏。
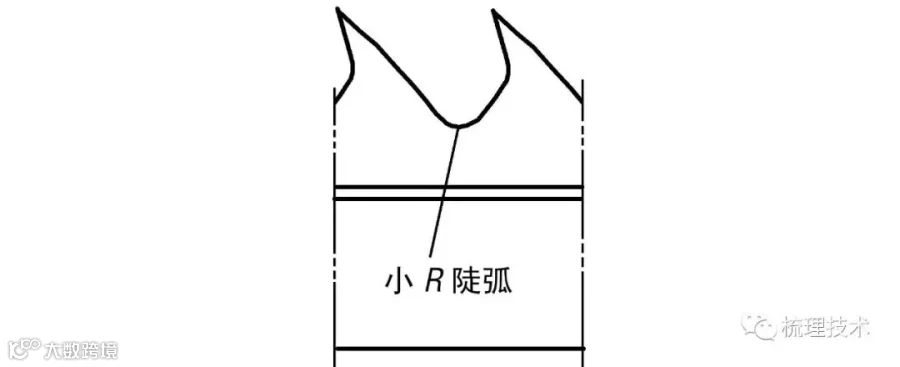
图19 齿底小R陡弧齿形
2.6 提高转移率的优化设计
2.6.1 鹰嘴齿形(齿尖前倾齿形)设计
如图20所示,鹰嘴齿形的齿尖部像老鹰的嘴一样向齿尖指向一侧倾斜,是弧形变角齿尖齿形(美国Hollingsworth、日本KANAI公司有此齿形)。顶部的齿背可为锥形或弧形,齿前面可为弧形或折线形,齿尖局部的实际工作角比齿下部减小10°~30°,该齿形的道夫极易从锡林上接转纤维,接转后握持和凝聚能力极好,是高速、高产梳棉机用高效转移道夫的理想齿形,能显著提高转移率[14]。
2.6.2 组合齿形设计
如图21所示,该齿形的齿部实际上是两部分组合而成的,它的上半齿(可小于半齿)前角比下半齿增大5°~15°。该齿形握持和凝聚纤维的能力得到加强, 也是高效转移道夫的齿形之一[14]。
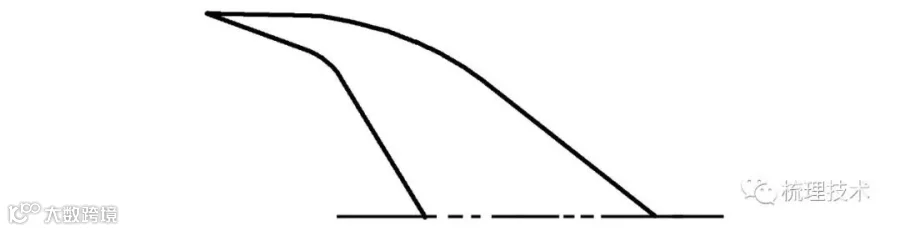
图20 道夫的鹰嘴齿形
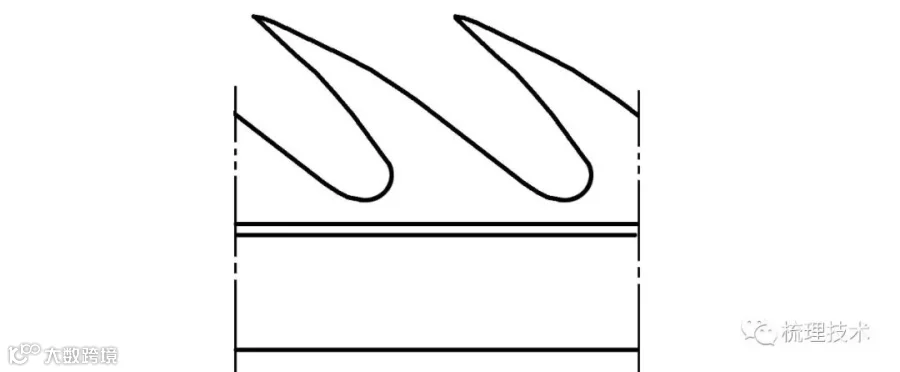
图21 道夫的两段组合齿形
2.6.3 横纹齿形设计
如图22所示,该齿形的齿部斜面上沿针布长度方向加工成横纹。横纹所形成的凸凹沟既增加了与纤维的接触面积又增加了齿斜面的摩擦系数,使握持和凝聚纤维的能力得到加强,能有效提高转移率。
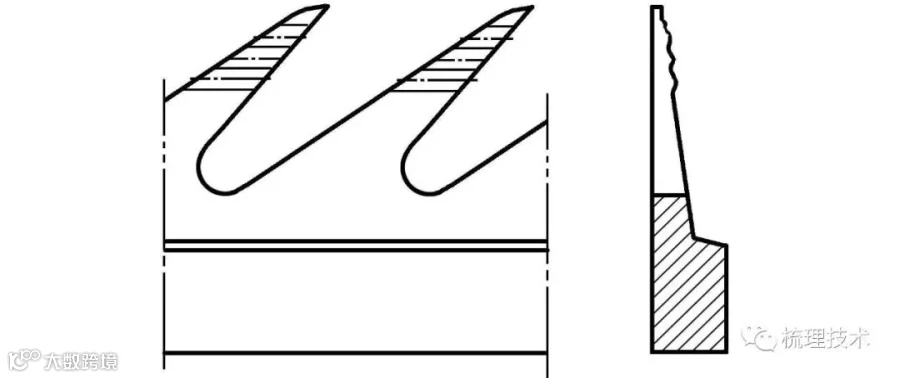
图22 条纹齿面道夫齿形
2.6.4 弧形齿高效转移设计
如图18所示,齿前面和齿背面均采用弧形设计,该齿形新颖之处在于其前角α可在32°~45°之间过渡,完美地解决了道夫针布握持纤维和易被轧伤这对矛盾,十分益于齿面对纤维的握持,呈现高效转移效果。
2.7 调控纤维分布及状态的齿形优化设计
依据梳理学理论对针布的简单齿形(如直齿、平底等)进行优化处理,以调控纤维在工作区的分布、状态、受力特点,侧重及强化不同的功效(如分梳、转移、除杂等),适应特定的梳理机械及工艺配置,适纺特定纤维及纱支,改善条干指标。齿形可涉及负角、折线、凸(凹)背、曲线形、流线形、弧形齿、鹰嘴齿等。
3 结束语
(1)金属针布产品设计要和梳理主机的用途、工艺特点、技术要求及其针布的主要失效型式相结合。
(2)借鉴国外新型和高端产品时,不能仅作简单仿制,而应是一次崭新的再设计,不但要把原创的特点传承下来,还要赋予它新的特性和品质。
(3)优化设计是一个创新的过程,它涉及的方面很多,实施优化设计不但能突显产品的效能,还能形成产品独特的品质,形成产品亮点。
(4)梳理装备和技术在不断的发展, 针布产品设计需要新思维、新创意,使产品设计能反映一个时代的技术、经济和文化。针布研发者也应在产品的创新设计、对先进产品的模仿设计和对现有产品的改进设计中求得进步,使国产针布的品质达到国际先进水平,为我国纺织行业的技术升级做贡献。
参考文献:
[1]费青,等.金属针布的设计制造和使用[M].北京:纺织工业出版社,1990: 13-52.
[2]赵玉生,等.纺织针布使用手册[M].咸阳:全国纺织器材科技信息中心,2005:1-23.
[3]费青.新型针布梳理工艺特性、选用配套及新产品开发的研究分析[J].纺织器材,2007,34(3增):4-10.
[4]冯喜奎. 金属针布齿形设计过程中的数学运算[J].纺织器材,1992,19(4):33-41.
[5]棉纺手册编写组. 棉纺手册[M]. 北京:纺织工业出版社,1989: 326-384.
[6]冯喜奎,徐倾跃.高耐磨金属针布研究思路及可行性工艺方法[J].纺织器材,2005,32(1):11-14.
[7]费青.迅速提高针布齿尖耐磨性[J].纺织器材,2008,35(3增):17-24.
[8]许鑑良.不同钢种和表面处理的金属针布耐磨度探讨[J].纺织器材,1999,26(4):5-12.
[9]费青.金属针布的磨损及其机理的探讨[J].纺织器材,1983,10(3):9-10.
[10]冯喜奎. 金属针布火焰淬火加热理论探讨[J].纺织器材,1991,18(5):11-17.
[11]冯喜奎. 针布冲淬卷线高频退火初探[J].纺织器材,2002,29(6):14-16.
[12]秦汝明,冯喜奎. 金属针布制造过程中的氧化脱碳及其对策[J].纺织器材,1999,26(5):5-8.
[13]周开华,等.精冲技术[M].北京:国防工业出版社,1980:16.
[14]冯喜奎.高效转移道夫针布设计与制造的可行性研究[J].纺织器材,2003,30(2):5-7.

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
