

本文发表在第18期《梳理技术》杂志上,更多好文章期待您的投稿。
投稿邮箱:shulijishu@geron-china.com

纺机下罗拉激光热处理
S Balasubranmanian,K Manonmani
0 引言
牵伸下罗拉是纺机的重要专件,工作时罗拉处于牵拉、重压、扭转、反复负荷、疲劳和偏心的运行状态。上机安装时,下罗拉与联轴节、接头及罗拉中间的滚针轴承组装为一体。在正常运转时,罗拉径向负荷通过滚针表面传递,该表面的硬度为58~63 HRC,因此下罗拉的表面必须同样加硬,而芯片仍保持其韧性。
由于部件的磨损通常仅发生在某一部分,因此只需这一部分给予加硬处理;激光处理恰恰可以达到这样的目的,并且可以缩短加工时间,省却校直、研磨等加工过程。
传统的火焰淬火方法成本低廉,加工效果同部件表面的导热性能有关,不十分准确,加工时间较长、淬火深度难以控制。传统淬火方法如下。
渗碳淬火是将部件放在炉中加热,并使之同含碳介质接触,先冷却后加热到转化点以上,再迅速淬火,使其表面成为含马氏体的表层。渗碳淬火需对不需加硬的部分加以遮蔽。淬火后使部件变形,还需进行研磨以消除变形。或用淬火模来解决变形问题。渗碳淬火存在高能耗、高时耗、高劳动力问题,且需用的设备也较多,如炉子、模具、研磨设备等。
渗氮淬火,适宜于大量部件的淬火,它需要一个清洁的操作过程,把部件放在一个低温的密闭室内,通入氮气循环,约需经过40~100 h,很费时间。
还有一种加硬方法是将部件放入一个线圈内,导入交流电,由于电磁感应,迅速产生热量,将部件加硬(见图1),其加硬深度可由电磁感应加以控制,这种方法同样需要研磨手续,且同样有成本高、时间长的问题,因为感应线圈的内径是固定的,故其加硬深度并不一致。在小直径处其加硬深度将小于表面层,欲使整个罗拉的加硬深度一致是有困难的。
下罗拉必须承受轴向冲击、扭矩、弯曲负荷和摩擦磨损等负荷,激光处理可以解决这些负荷带来的问题。
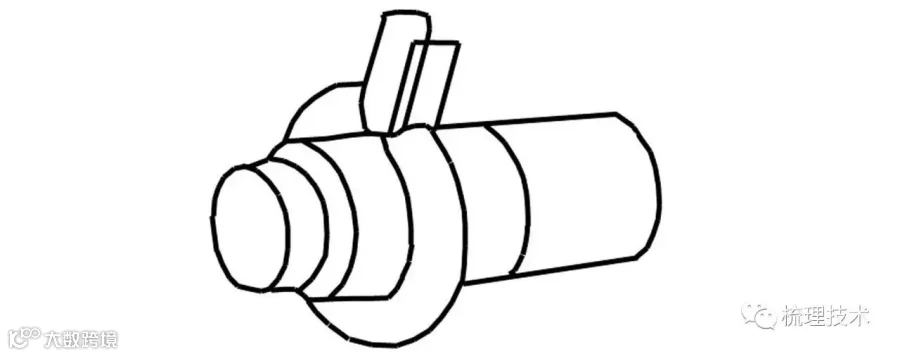
图1 感应圈及下罗拉
激光处理的成本较高,但加工十分精确,且具有可重复性,适宜对大量机件和小机件的加工。因为激光的范围和方向可被精确地控制,适用于对机件某一部分的加硬。十分明显,当激光束使这一区域的温度迅速升高,而周围的区域不必用油或水冷却,即可达到淬火的效果,因为能量来源于激光,并无任何外力施加于加工机件。另外由于温度迅速升高,热量只在机件表面,很少进入内部,故变形很少。中碳钢的效果优于低碳钢,因为高的含碳量允许较长的处理时间。
激光表面加硬不仅提高了部件表面的耐磨性,且有利于提高抗疲劳强度。对罗拉的螺旋形表面激光处理可在全长度内均匀地获得一定深度的硬化层。激光处理同样可对铁基合金加硬,其效果同样优于渗碳或感应淬火。
1 试验
采用一台在RRCAT 室内的HMT CNC试验机。这是一台集成的激光装置,具有一个可自动控制三个方向的转台,伺服控制回转架和气体屏蔽附件。一个5 kW 的Nd-YAG 型激光头、功率为250 W,通过一个6 mm 直径的纤维光学装置,射向15 m 外的工作中心,其能量损失为10%,Nd-YAG 的波长为1.064 μm。低能量的光束可保证需要加热的较小范围。工作时激光头保持静止,需加工的部件一方面回转,一方面作升降运动,激光头上安装着一个40 mm 的可调式聚光镜,以便达到较大的视野。因为部件(罗拉)是圆柱体,故选用一个1.8 mm(0.3 mm 重叠)聚光的螺旋形激光束,因为这样可使罗拉在整个长度内获得均匀的加硬深度,也可避免传统方法的缺点。图2表示CNC机上的加工部件、夹头、激光头和伺服控制器的位置。
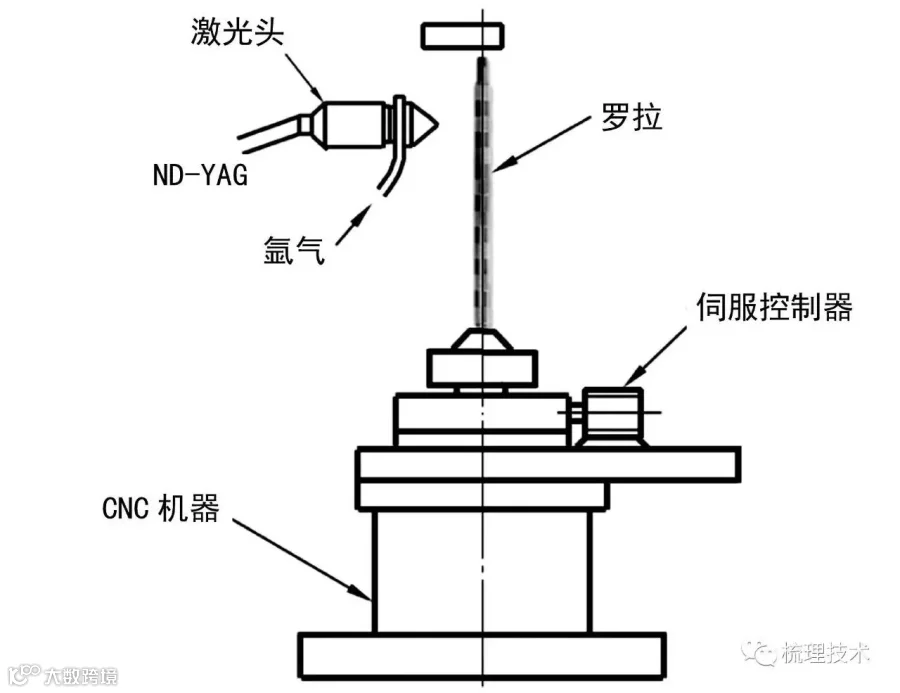
图2 CNC机上的激光头和罗拉位置
拉由中碳钢(En9)制成,其化学成分见表1。
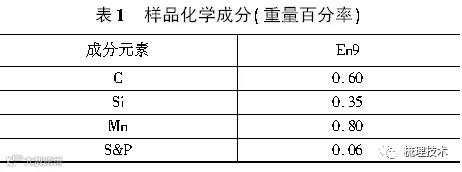
样品装在机器的伺服控制器上,见图3。罗拉需加硬的部分直径为27 mm,加硬深度为1.0~1.8 mm,加硬的部分主要是齿形部、端面、边部和节距等处。
图3 RRCAT室内下罗拉激光加硬处理装置
激光处理在1 r/min速度下完成,此时一股30 L/min的氩气将聚光点屏蔽起来,以免罗拉表面氧化。一束直径为1.8 mm 的激光包围了27 mm 直径的罗拉。采用的激光参数为20 ms,强度为30 J,平均功率为150 W,频率为50 Hz。
2 结果讨论
试验采用1.5 mm/s的速度,20 ms,100 W 的参数。众所周知,当激光强度提高时,被加硬部件的表面温度相应提高。有不接触的红外线温度计测得
表面温度为800 ℃,这正是加硬所需的温度,如将功率提高到250 W 时表面温度上升到将要熔化的1300 ℃。
试样选择的功率为40W、85W、90 W、100 W、135W、150W、185 W、255 W,即从没有加硬效果一直加强到熔化的状态。
图4显示试样纵向截面的显微结构,其参数为150 W、20 ms、5 Hz、1.5 mm/s,其加硬深度为220 μm、硬度为830 HV。

图4 经150 W激光处理后的截面微结构
图5显示试样沟槽区及边缘区的截面显微结构,其参数为135 W、20 ms、5 Hz、2.3 mm/s、光束重叠0.4 mm,其加硬深度为516 μm,硬度重叠部分为485 HV,其余部分为830 HV。
图5 经135 W 激光处理后沟槽区及边缘重叠区的截面微结构
图6参数为185 W、20 ms、5 Hz、1.1 mm/s,加硬深度为580 μm、硬度为860 HV。
图6 185 W,20 ms,5Hz,1.1 mm/s
图7参数为255 W、20 ms、4 Hz、0.55 mm/s,加硬深度为510 μm、但其表面已熔化。
图8参数为185 W、20 ms、5 Hz、0.55 mm/s,加硬深度为585 μm。
图9为在185 W 和255W 强度下其表面硬度同加深硬度的实测数据。由图10可知,其表面硬度同加硬深度有关,从80~580 μm,其硬度由697 HV 上升到867 HV,在重叠处硬度为484 HV,这是由于重叠的缘故,而底层的硬度则较为稳定,为298 HV。由此可见加硬的硬度随着功率的增大而提高。由图10还可看到加硬的深度同样随着功率的增大而加深。
图7 255 W,20ms,4Hz,0.55 mm/s,表面熔化
图8 185 W,20ms,5Hz,0.55mm/s
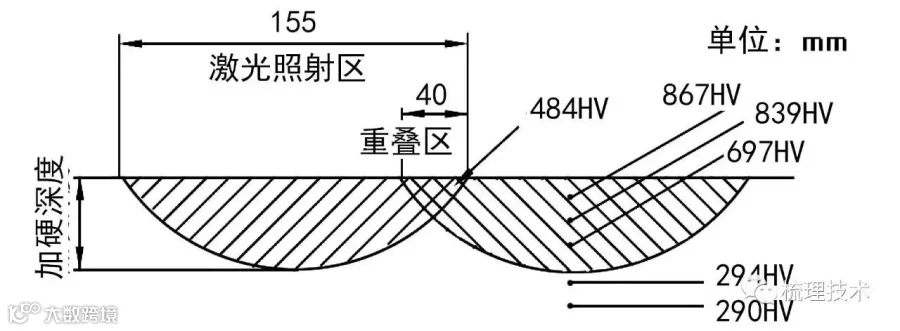
图9 激光处理加硬深度及硬度情况
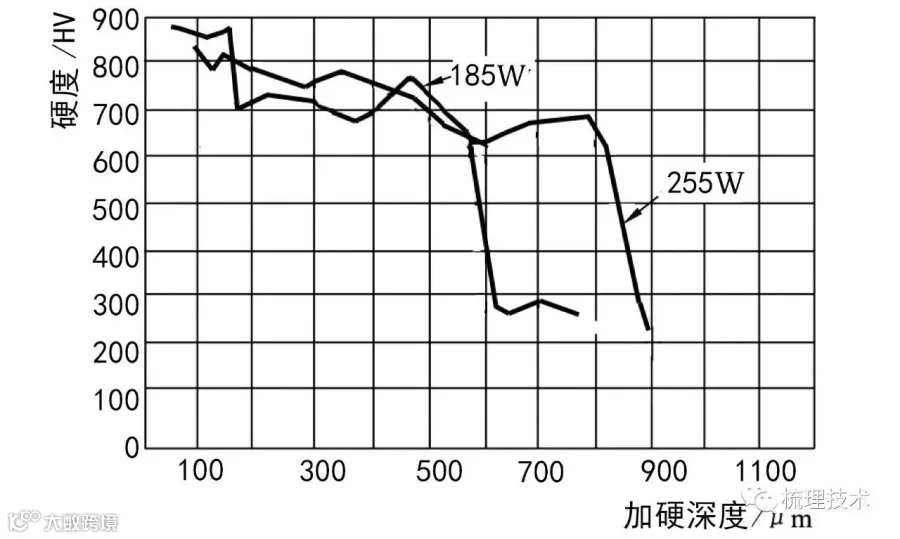
图10 激光强度同硬度、深度的关系
硬度的形成是由于加热、冷却的速度和深度促使马氏体形成的结果。近表面处硬度下降说明是熔化的缘故。由此可以推断硬度的提高是由于碳化物的溶解形成细化马氏体所致。在加硬区中的硬度说明碳的集中度在0.6%左右,但这一数据在实践中不易达到。
在工业用途中,如下罗拉的加硬处理,由于在罗拉连接的接头一端有孔,热量集中在边、角处,容易产生熔化。这一问题的解决方法除了选择适当的参数外,选择适当的开始和结束点也十分重要。
3 结语
纺机下罗拉用激光加硬处理。可将淬火硬度从原来的290 HV 加硬到690~860 HV,加硬深度可达580 μm。如将功率提高到250 W,参数提高到40 ms,则深度可达1200 μm。经优选加工参数后,激光处理可以使纺机下罗拉达到正常的运转和质量要求。激光处理不仅可以增强部件的硬度和耐磨性,且适宜于处理形状复杂和难以加工的部件。
参考文献:
[1]US Laser Corporation Article:Suitable Materials for Laser Heat Treating,July2009,1-4.
[2]Dr G Bhuvanashekaran.DGM,WRI,BHEL,Trichy Jan 9and10,2007:Workshop on Laser Material Processes under TEQIP(Technical Education Quality Improvement Programme):31-34.
[3]Inventor:Cary Benedict.Date:Aug 6,1985,Method and Apparatus for Laser Hardening of Steel,United States Patent No:4,533,400.
[4]Yu I Babei,KV Batashov,VV Beletskii,MF Berezhnitskaya,SA Ivanov and VA Chervatyuk:87-89,July-August 1987:Laser Hardening of Small Diameter Shafts of Secondarily Hardening Steels,GV Karpenko Physicomechanical Institute,Academy of Science of the Ukranian SSR,Lvov,Translated from Fiziko-khin-icheskaya mekhanica materialov,Vol 23,No4.
[5]Bylica,Andrzej,Adamiak,Stanislaw 1997:10-03,Laser Hardening of Iron Based Alloys,Proceedings of SPIE.
[6]Toen Shoff,HansK,Rund,Michael1994:09-70,Harden-ing and Remelting Using High Power Light Source and Lasers,Proceedings of SPIE.
[7]T Slatter,H Taylor,R Lewis,and P Kign(2009):The Influence of Laser Hardeningon Wearinthe Valve and Valve Seat Contact,Wear,267(5,8),P797-806,White Rose Research Online.
资料来源:TheIndianTextileJournal,2012,122(7):55-61.
(徐佐良 刘荣清 译)
▲

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
