

本文发表在第26期《梳理技术》杂志上,更多好文章期待您的投稿。投稿邮箱:shulijishu@geron-china.com

干纺亚麻棉混纺纱的生产简析
祝传宝 [金轮针布(江苏)有限公司]
亚麻/棉混纺织物具有自然、吸湿透气、柔软和粗犷等特点,深受消费者喜爱。但各企业在麻棉混纺纱生产中仍遇到各种问题,现就其生产中关键工序问题做一简要介绍。
1 原料选用
(1)现亚麻棉混纺纱(指L55/C45)无外乎是8~15Ne转杯纺系列,11~21Ne环锭纺系列,21~30Ne中支系列,30~50Ne以上细支系列,但要达到混比要求并纺制到30Ne以上且批量稳定生产的企业鲜有几家,这主要原因就是原料品质制约了企业生产。
(2)粗支纱(8~15Ne)一般使用国内温水麻(主要产自黑龙江、新疆)偏多,颜色暗黄,强力低,含杂高,原料纤维长度在25~50 mm,整齐度差。中、细支纱(21~40Ne)一般使用进口雨露麻(主要产自欧洲法国、比利时、乌克兰等地),色泽以银灰,浅黄为主,有清香味,强力偏高,处理后纤维长度在20~35 mm,长度整齐度和柔软度有很大改善。
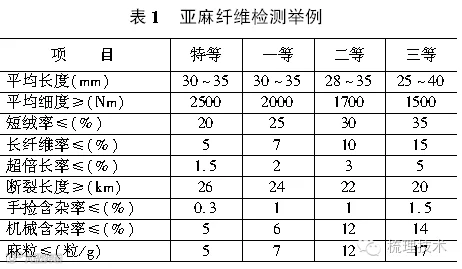
(3)麻棉混纺纱使用亚麻原料主要看纤维长度,以平均长度30~35 mm左右最佳,特别要关注的是长度整齐度,长纤维率(指长于55 mm的纤维)最好不要高于5%,超长纤维率要低于1%。第二是纤维细度,棉纤维一般在5000~7500 Nm左右,那麻纤维21支控制在2000 Nm以上,30支控制在2500 Nm以上最佳。第三短绒控制,麻纤维一般也是以16 mm为短绒标准点,短绒高于35%的原料要慎用少用。第四是麻粒的控制,这一点在纺制高支纱时更应注意。表1是国内某企业亚麻纤维使用检测的标准举例。
(4)近些年随着国家纺织发展纲要对亚麻脱胶工作的推进,化学和生物脱胶技术被大量引进,其特征主要包括以下步骤:酶或化学助剂处理(粗麻浸润→生物降解→热水溶)→萃取(或物理柔和打击)打击→水溶解→脱水与柔软→烘干→机械分裂。脱胶处理前后测定值对比列于表2。
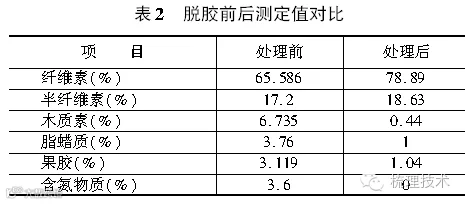
实验验证,用脱胶方法处理的亚麻短纤维可纺性大大提高,主要体现在纤维柔软、抱合性好,分裂度提高。目前用普通棉纺设备(环锭纺)已可以纺出纯麻纱达到24~36Ne。部分客户30Ne以上(包括部分21Ne)混纺纱全部使用脱胶麻。亚麻与天丝、竹纤维、莫代尔、羊绒、蚕丝等中高档混纺纱也已批量生产。
2 原料的预处理
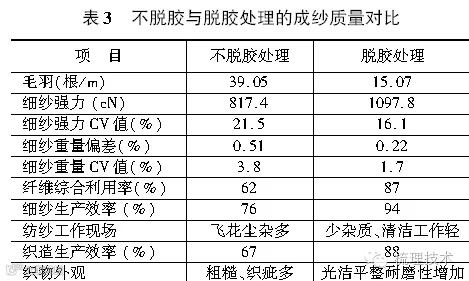
原料(主要指已机械加工到30~45 mm长度的纤维)预处理的目的主要是软化麻纤维,采用的方法主要是密闭给油、给湿,原始的乳化液多为矿物油05%~2%,乳化剂1%~2%,低泡洗衣粉1%~2%。现在普遍使用的方法是亚麻原料均匀喷洒复合助剂并产生一定化学反应的处理方式,复合剂一般由柔软剂、抗静电剂、纤维强力保护剂等构成,成分混比依原料特性各厂都有差异,一般要保持45~60℃的反应温度密闭48~72小时。上机回潮控制在12%~14%左右。表3是某企业普通原料和生物处理雨露麻原料及所纺16Ne纯麻干纺纱指标对比情况。
3 主要工艺
现国内大多数企业麻棉混纺简要工艺流程为:
FA002D型 抓 棉 机→A035D 型 混 开 棉 机(附 A045B 型凝棉器)→ A062A 型电器配棉器→ A092AST 型棉箱给棉机 →A076E 型成卷机→ A186系列(或FA231 型)梳棉机 → A272F(或FA306) 型并条机→A272F (或FA306A)并条机→A456(或JWF1418)型粗纱机→ FA502(或FA 506型细纱机) →1332M 型络筒机。
3.1 开清棉工序
由于亚麻纤维本身粗、硬、脆,易断裂,纤维抱合力、整齐度差且含杂高,故在开清棉工序采用多松少打,早落少碎,多落少返,以梳代打的工艺原则。(1)为了减少纤维的损伤和断裂,降低综合打手速度,放大天平罗拉与综合打手之间的隔距。(2)为了多排除亚麻中的麻粒、短绒、杂质粗纤维等,放大开清点隔距,局部位置将尘棒间隔拆除;通常A035D豪猪打手速度小于900 r/min,第二打手控制在750~780 r/min,尘棒间隔距保持在11~13 mm,以不落白棉为佳;(3)为了防止粘连,加重成卷定量,缩短成卷长度,且在成卷时加粗纱等措施。开清棉工序主要工艺参数:综合打手速度为800~900 r/min;成卷风扇速度为 1000~1200 r/min;棉卷罗拉转速为 9~13 r/min;天平罗拉与综合打手之间隔距控制在 10~12 mm;棉卷定量为 400~500 g/m;棉卷长度为 30.6 m;棉卷重量不匀率最好小于 1.1%。
3.2 梳棉工序
采用重定量、慢速度、大隔距、低刀大角度的工艺配置。亚麻纤维抱合力差,棉网下坠,成网较困难,故宜采用稍大的棉网张力牵伸(必要时棉网下加装托棉板和导棉器);为了多排除短绒和细小杂质,适当加快盖板速度。梳棉工序主要工艺参数:锡林转速为 330~360 r/min;刺辊速度为 840~880 r/min;盖板速度为240~300 mm /min;道夫速度为 18~20 r/min;盖板 ~锡林五点隔距为 0.38、0.36、0.36、0.36、0.38 mm左右;除尘刀高度为 -6 mm,除尘刀刀背与水平线夹角 95°;刺辊~小漏底(进口×出口)隔距为 8.0 mm ×1.2 mm;生条定量为 23.5 g/5 m;盖板花率为 3%~3.5%;后车肚落棉率为 5%~8%;生条重量不匀率小于 5%。
3.3 并条工序
在纺混纺纱中极为重要,并条工序宜采用重加压,小隔距,低速度,二或三道并合。由于亚麻纤维长度短,并条工序主要工艺参数是罗拉隔距8 mm×9 mm左右,总牵伸倍数在6.2~6.5,定量控制在18~19.5g/5m。出条速度控制在150 m/min以下。
3.4 粗纱
粗纱采用大隔距、重加压,较小的纺纱张力,较大的粗纱捻系数,较低的车速工艺配置。有利于减少因亚麻纤维抱合力差而引起断头增加。粗纱主要工艺参数:总牵伸倍数为 7~8倍;罗拉隔距为26 mm × 34mm左右;钳口隔距为 6~7mm;捻系数为 120~140;干定量为4~5 g/10 m;前罗拉速度为 120~140 r/min;重量不匀率为 1.2% 以下;条干 CV 值控制在 13% 左右。
3.5 细纱
根据混纺纤维性能和粗纱捻系数较大的特点,细纱工序采用重加压,低速度,稍大的后区牵伸和罗拉隔距。前牵伸采用滑溜牵伸:将中档小铁辊改用中部开槽(-0.5 mm)的胶辊,同时将浮游区长度比纺棉时放大 2 mm,以解决超长纤维在牵伸过程中牵伸不开的问题。为了减少断头,捻系数适当偏大配置,前罗拉速度偏小掌握为宜。细纱主要工艺参数:总牵伸倍数为 20~30 倍;罗拉隔距为 19.5 mm ×33 mm左右;钳口隔距为 2.5~4 mm;前罗拉转速为 110~130r/min;捻系数控制在350~450。
3.6 络筒
络筒工序主要是控制毛羽和棉结的增长,络筒速度偏低掌握,自落一般在1000 m/min,在保证筒纱成形的情况下减小络纱张力;保证槽筒通道光洁、无毛刺。因为麻纤维伸出在纱线上,设置电清门限时,应合理放宽范围,并观察纱疵的情况,适当调整电清设定值。以提高生产效率。因麻纤维粗硬,易形成表面长毛羽,所以针织用纱上蜡效果比较好。上蜡量控制在0.5%~1.5%。
4 纤维的排杂和梳理关键点
4.1 各主要打击件速度控制
一般棉麻纤维是在清花工序混棉,由于纤维刚性大,易损伤,各部打手要求慢速度,轻打击,这样才能保证各工序有效的保护纤维,降低短绒率,使条干保持在一个稳定的水平。
4.2 排杂控制
除了原棉纤维中的含杂外,亚麻原料中更含有大量的杂质短绒(一般温水麻含杂率在20%左右,雨露麻含杂在10%~15%,脱胶麻含杂在5%~10%)这些杂质除了籽屑、尘土碎叶外还有就是粗硬纤维和大量短绒,如何排除这些又长又粗的纤维和短绒是减少细纱断头提高生产效率的关键。
(1)由于麻纤维含尘土短绒多,前纺各工序风量一定要大,特别是单机各凝棉器风量,梳棉机棉网清洁器,低压罩风量,除尘机组风量一定保持畅通,并定期清洁保养。
(2)粗硬长纤维经梳理后会一部分被分解变细变短,但大部分粗长纤维要靠盖板排除,所以盖板速度必须加快;同时单颗粒杂质主要要靠刺辊排除,在刺辊处要注意保持齿片的锋利度,严格控制后部工艺,杜绝返花现象;有固定盖板的梳棉机第一块后固定盖板隔距不要小于18英丝;同时前道必须严格认真排杂。
(3)针布的选配对梳理很关键,对含麻比例不高和脱胶麻的品种,锡林最好选用AC2030×01740,盖板选用MCH45系列;对原料差,支数低,含杂高的品种,锡林还是选择AC2815×01865,盖板选用MCC36或MCH42以下密度比较恰当,这样利于梳理和防止盖板嵌杂和锡林绕花。由于麻纤维的粗硬特性,它对针布的相对磨损也较棉大,所以在选用上要着重于针布寿命。
(4)如果有精梳工序,要注意精梳的密度不要大于28000齿,顶梳不要大于28齿,同时严格检查锡林嵌花和小卷紊乱粘卷现象。
5 质量控制重点
5.1 麻棉品种生产环境
生产环境温度以26~30℃,不低于15℃为佳。特别是湿度,这也是亚麻吸湿散失快的特点所决定的,湿度小纤维强力低,在同样工艺牵伸打击下短绒会急剧升高,既影响条干质量,也增加成本消耗,同时静电现象也会造成纤维紊乱和粘皮辊现象;湿度大,纤维不能充分分离(麻纤维是束纤维),摩擦力增加影响牵伸效果,在梳棉工序还会产生掉网现象。
主要工序湿度(%)建议:
原料库60~70,清花60,梳棉55~65,并条50~55,精梳60~65,粗纱55~60,细纱55~60,络筒55~65。
5.2 纺纱色差控制
成纱色泽不一最关键的是亚麻原料色差造成,要求多批次原料(一般亚麻用4~6批,原棉用2~3批)混棉,且每次换批亚麻不要超过75 kg,原棉不要超过150 kg,梯次更换使用,各工序先做先用,特别半制品的投入要严格控制数量和分类。第二就是要各工序严禁混卷混条,各半成品严格管理,第三就是要控制好轻重纱,实验室把好检测关。粗麻自加工的企业还要增加亚麻二粗,精落原料的色差挑拣分类工作。
5.3 成纱三丝控制
麻棉织物做夏装较多,浅色服装对三丝(头发丝、化纤丝、其他异纤)特别敏感,所以三丝危害很大,要减少并杜绝三丝要着重做好以下几方面工作:(1)严把原料关,购货渠道必须稳定和规范;(2)按处理原棉三丝一样方法,机器与人工挑拣三丝相结合;(3)生产现场严格管理塑料、化纤制品,建立上下工序检查抓疵的奖罚机制。
6 结束语
生产实践证明,除了环境要求湿度偏大且稳定和各工序生产要求各打手速度要恰当的总体要求外,各企业纺纱工艺同棉纺大同小异,主要依据不同原料和设备差异,在棉纺设备上只要采取适当的工艺措施,纺制高质量亚麻棉产品是完全可以实现的。在整个纺纱生产过程中,速度应偏低控制,张力应偏小控制极为关键。核心是在梳理好纤维基础上,必须做好去除粗硬纤维的工作,做好保护纤维避免短绒率波动的工作,做好提高纤维可纺性,增加柔软度和公支支数的工作。严禁重打击和小隔距重复分梳。在并粗细工序一定要结合纤维的平均长度控制好各区隔距和牵伸倍数。在实际生产中,纤维平均长度的波动影响正常生产和质量往往被忽视。工艺生产重心一定要向原料处理和半制品制备上倾斜。要注重实验和工艺调节的及时性和准确性。
相信亚麻棉品种在不久的将来更能绽放出勃勃的生机。
参考文献:
[1]张建明.亚麻、棉混纺转杯纺纱的开发[J].纺织导报.2003,3.
[2]刘丽,王志刚.转杯纺纱机纺制亚麻粘胶纱的生产实践[J].上海纺织科技, 2005(11):50.
[3]吴红玲,蒋少军等,路岩等.亚麻/棉转杯纺纱工艺实践[J].梳理技术,2009,总第16期:44-45.

《梳理技术》创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《梳理技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《梳理技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
