

本文发表在第26期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com
高产梳棉机梳理作用及针布选型配套
研究探讨
孙鹏 [金轮针布(江苏)有限公司]
0 前言
棉纺高效梳棉工艺,即在保证特定产品质量的前提下,实现梳棉机的高速高产。一般来讲,真正的高速高产多体现在转杯纺领域。一般高产梳棉机锡林转速在520 r/min以上,盖板针布的回转速度在200 mm/min以上,出条速度200 m/min以上,定量较重,一般在5~8 g/m左右等。目前来看,梳棉机高产真正的台时产量界定界限应在70 kg/h及以上。要实现梳棉机的高速高产,除了必备的梳棉机状态条件外,梳棉工艺与针布选型配套之间的配合显得尤为重要,而要做好高产梳棉机针布选型配套,必须首先要理解高产梳棉机的梳理作用。
1 高产梳棉机梳理作用
1.1 锡林、盖板部分
所谓梳棉机的高产主要是因为锡林速度增加,使纤维在运动过程中的离心力增加,具有更好的向盖板抛离并清除杂质能力,单纤维所受应力随着锡林速度的增加而增加,使纤维在盖板与锡林之间的梳理能力加强,生条的棉结减少;但与此同时,也对纤维本身造成一定程度的损伤,反映在生条中纤维平均长度减短、生条短绒率增加等。另外锡林转速增加,锡林表面纤维所承受的离心力也增加,使在针布齿尖上的纤维滑脱的趋势亦增加,应加强锡林针布对纤维的握持能力,以利分梳。虽然高产梳棉机的锡林速度可达600 r/min或更高,而普通梳棉机锡林速度只可达400 r/min,但梳理力是按锡林速度提高的百分比而变化,相对要比锡林速度提高的百分比低,这是由于纤维转移量的影响所产生的[1]。锡林转速与梳棉机产量关系如图1所示[2]。据研究表明[2]:随着锡林转速的提高,生条中纤维长度有变短趋势,生条短绒率增加趋势,如图2和图3所示。说明锡林转速提高的同时,纤维所承受的梳理力加大,对纤维造成了一定的损伤,并呈现出一定的线性相关关系。可见在锡林高速前提下,锡林针布的选配,在有助于加强对纤维的控制能力和容纳能力、有利于充分分离纤维,利于盖板针布排除短绒、棉结的同时,自身齿密的选配也涉及到一个合适的纤维梳理度问题。
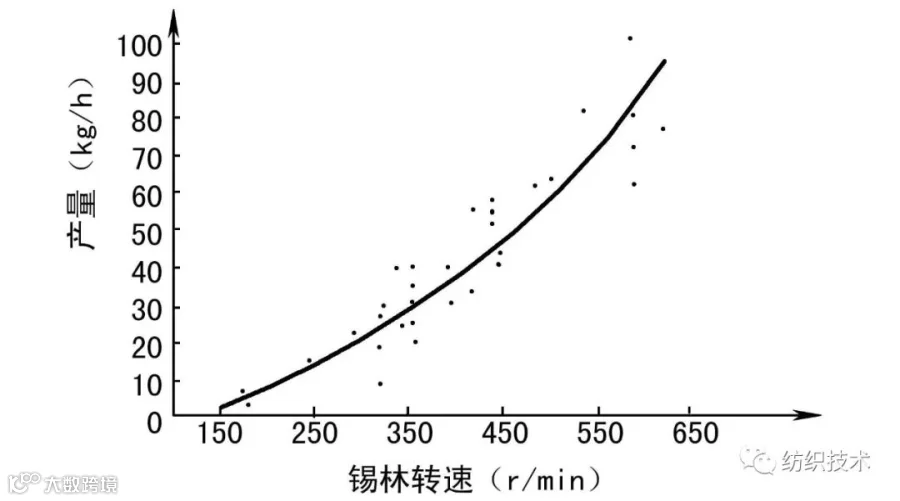
图1 梳棉机产量与锡林速度的关系
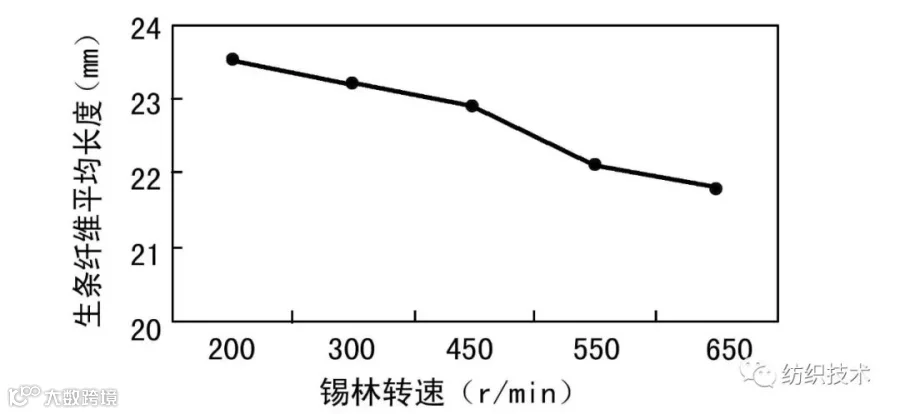
图2 锡林转速与生条纤维平均长度的关系
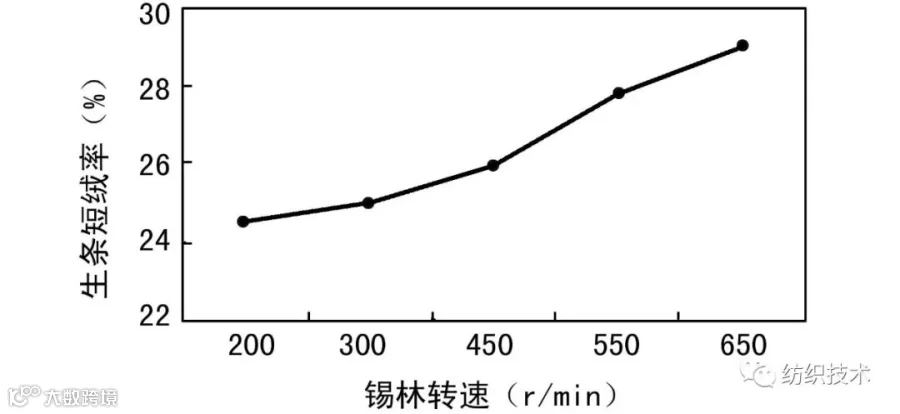
图3 锡林转速与生条短绒率的关系
随着梳棉机产量提高,盖板速度也随之增加,但没有产量增加的幅度大。盖板速度增加的原因,是原棉质量下降和梳棉机产量增加以及工作区盖板数量的减少。盖板速度选择要根据系统原则,原则上盖板速度应与梳棉机除杂负担相适应,理论上不超过400 mm/min。当锡林转速提高时,盖板速度也应相应提高[3]。这是由于锡林转速的提高,导致短绒增多及盖板花中杂质增加,为了及时排除短绒和杂质,盖板速度应提高一些与之适应。特别指出,盖板反转时,其梳理和除杂能力都要比盖板正转时更好一些,故反转时盖板速度可比正转时慢一些,以节约用棉。梳棉机产量提高意味着盖板被充塞的可能性增大,为了减少盖板充塞,提高锡林和盖板间握持的纤维负荷量(即有效自由纤维负荷),应适当提高盖板速度。同时,盖板速度的提高使纤维在锡林和盖板间被带动向前的概率增加,且纤维的伸直平行度也略有提高,因而有利于分梳过程的进行,这是梳棉机产量增加引起盖板速度提高的原因之一[3]。另外值得注意的是盖板速度的提高,即单位时间内盖板针布针尖有效利用率得以提高,盖板针布使用时间寿命降低,在反复、较强脉冲梳理力作用下,钢丝抵抗变形的能力逐渐减弱(疲劳),易发生针形变化,特别是多发生在梳理原料较差时。
一般而言,随着梳棉机产量的提高,通过锡林与活动盖板间的纤维流量也随之增加,如果隔距不变会加剧纤维的损伤,因而锡林与盖板间的梳理隔距应随着梳棉机产量的提高而适当增大,且盖板反转的高产梳棉机锡林~盖板隔距采用渐缩隔距为好,盖板正转的高产梳棉机锡林~盖板隔距采用中间小两端大为好。除了降低纤维损伤外,还可适当降低盖板针尖所承受的脉冲梳理力的强度,起到保护盖板针尖的作用。图4为高产梳棉机隔距随产量变化的趋势图举例[4]。高产梳棉机产量高、工作区盖板针面负荷大,针尖易受磨损衰退,且原料质量较差,盖板针布易充塞,因此高产梳棉领域的盖板针布参数设计、制造工艺及选配应着重其应力(负荷)承受能力、使用寿命、型号及密度的合理选配。
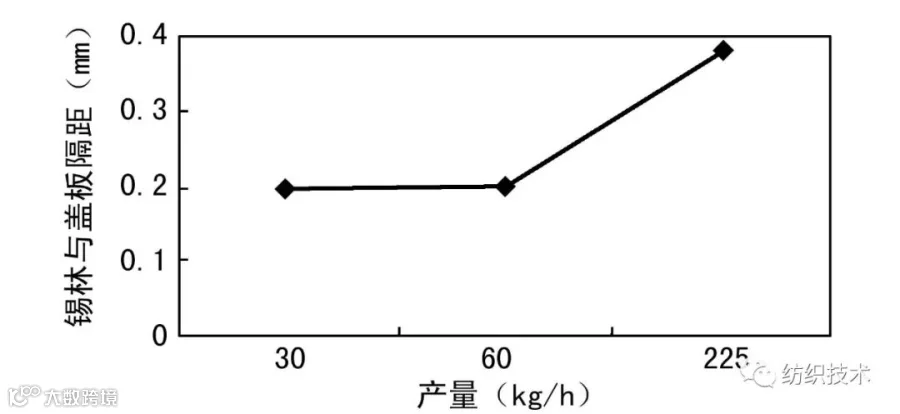
图4 锡林~盖板隔距与梳棉机产量的关系
1.2 锡林、固定盖板部分
同普通梳棉机相比,高产梳棉机最显著的机身特点是锡林位置的抬高,梳理区弧长加大。梳理区弧长的加大及回转盖板工作根数的减少(30根左右),都为前后固定盖板的安装拓宽了空间。因此增加前后固定盖板及相应的棉网清洁器也是高产梳棉机的显著特点和主要措施之一。固定盖板的分梳作用为接触分梳,基本上为一次分梳[5]。锡林表面纤维具有较高的离心力和纤维层的弹性回复力,使纤维产生向固定盖板齿尖方向的力,因此纤维(束)与固定盖板齿尖作用时,部分纤维(束)被固定盖板齿尖握持,即产生锡林~固定盖板之间的分梳作用。在应用固定盖板的实践中,由于后固定盖板在提供预梳作用时,担负着部分刺辊针布未开松棉束的分梳作用,梳理力较大,与前固定盖板相比,纤维受损伤的几率要高。为降低锡林~后固定盖板区产生的纤维损伤,再加上高产梳棉机锡林与固定盖板间要保证增加的纤维流顺利通过,锡林~后固定盖板间的隔距不宜过小,宜随梳棉机产量的提高适当偏大掌握;并配合固定盖板齿片齿形优化设计及密度合理搭配,较好的发挥梳理作用的同时,应与棉网清洁器一起,有效引导(调控)高速气流,保持气流顺畅、有序,降低因气流控制不当造成的棉网质量波动。
1.3 刺辊部分
高产梳棉机的刺辊部分,担负着对进入梳棉机的棉层第一道分梳除杂作用,其对纤维的作用效果程度决定着锡林~盖板区对纤维的作用负担。研究表明[1]:在产量提高的前提下,提高刺辊转速能够提高纤维梳理度,减少转移给锡林的棉束重量百分率,减轻锡林~盖板区的梳理负荷;刺辊转速增加,梳理力、梳理功和梳理比功增加,梳理作用加强,产量增加时可保证纤维合适的梳理度;刺辊针布密度增加,有利于梳理度的提高,不过要与刺辊转速、产量相配合,确保合适的梳理度。一般真正高产梳棉机产量70 kg/h以上时,多以三刺辊为主,针布密度一般为40 齿/(25.4mm)2(或针辊)、161 、192 齿/(25.4mm)2逐渐加密,针布工作角10°(或针辊)、20°、20°逐渐增加。三刺辊之间均为剥取配置,都没有分梳作用,只能将纤维束之间的距离拉开,剥取的力总是小于分离纤维束所需的力, 为完成三刺辊之间良好的剥取转移作用, 一般三刺辊转速比控制在1∶(1.3~1.7)∶(1.4~1.7)。另外,刺辊与预分梳板间具有积极的预分梳作用,从刺辊到预分梳板再到后固定盖板区域承担着较大的梳理负荷或梳理力,其三者密度搭配应是一缓和过度曲线,避免因密度陡增产生梳理力
2 高产梳棉机针布选型配套及其工艺效果
高产梳棉领域梳理用针布的设计、制造及其选型配套,应充分体现与高产梳棉机的梳理作用的适应性,应以高产梳棉机梳理作用要求来指导针布的设计、制造及选型配套。客观来说,高产梳棉机对针布的首要要求,是梳理质量的持续性,即针布的有效使用寿命(寿命长,能够减少更换针布的频率,提高机台效率),因为从目前国内外针布的使用总体情况来看,满足梳理或成纱质量要求不成问题(只要针布选配正确,个例除外);其次就是针布梳理过程中自身的清洁状态(维护方便,不因此给梳理质量带来隐患),如锡林、道夫的绕花、嵌杂,盖板针布的充塞等;再次是针布在较大外力作用的同时抵抗自身刚性变形的能力,如倒针、乱针、断齿等。上述这些问题的解决都体现在广义的针布选型配套里面。可见,包含有针对性的针布优化设计、精良制造工艺、针布合理选型配套,是适应高产梳棉机梳理作用要求,并解决问题的万能钥匙。
为适应上述高产梳理作用要求,对锡林针布采取齿尖加厚设计,提高寿命;采用小基厚、大齿距,整体密度略有提高,提高分梳质量;大工作角设计,加强对纤维的控制能力。对盖板针布MCH原有型号做了部分参数调整、开发了新品种MCBH系列(植针纵向曲线稀密排列,加大了植针角度,调整了横向针尖距、纵向针数等措施),更好地适应高产状态下机采棉原料的梳理特性,使纤维通道更加顺畅,满足梳理要求的同时,降低或消除充塞等现象。道夫针布通过弧背、横纹及大齿距设计,增强了抵御变形、容纤及握持能力,确保高产条件下道夫凝聚、转移纤维的顺畅、高效。刺辊针布(三刺辊),采用国内外通用的密度、角度渐进配置。固定盖板针布采用了较高密度搭配。锡林针布采用等离子抛光处理、盖板针布采用喷砂抛光处理,改善工作中自身清洁状态。以下为部分配套针布试验举例。
2.1 山东某纺织企业
梳棉工艺:机型为特吕茨勒BC05,纺纱原料为低级棉(高含杂、高短绒),纺纱支数OE6、7、10 Ne等,刺辊转速:第一刺辊1200 r/min、第二刺辊1600 r/min、第三刺辊2100 r/min,后固定盖板与锡林隔距为0.45、0.40 mm,锡林盖板隔距0.25、0.23、0.23、0.20、0.20、0.20 mm,前固定盖板与锡林隔距为0.35、0.35、0.35 mm,锡林转速512 r/min,盖板线速度200 mm/min左右,出条速度180~200 m/min,定量36.75 g/5m,台时产量80 kg/h左右。对比机台为全套国外某品牌针布,在同套清梳联中的同机型、同原料、同纱支、同工艺,且上机时间基本相同。
针布选型配套见表1,工艺效果见表2。
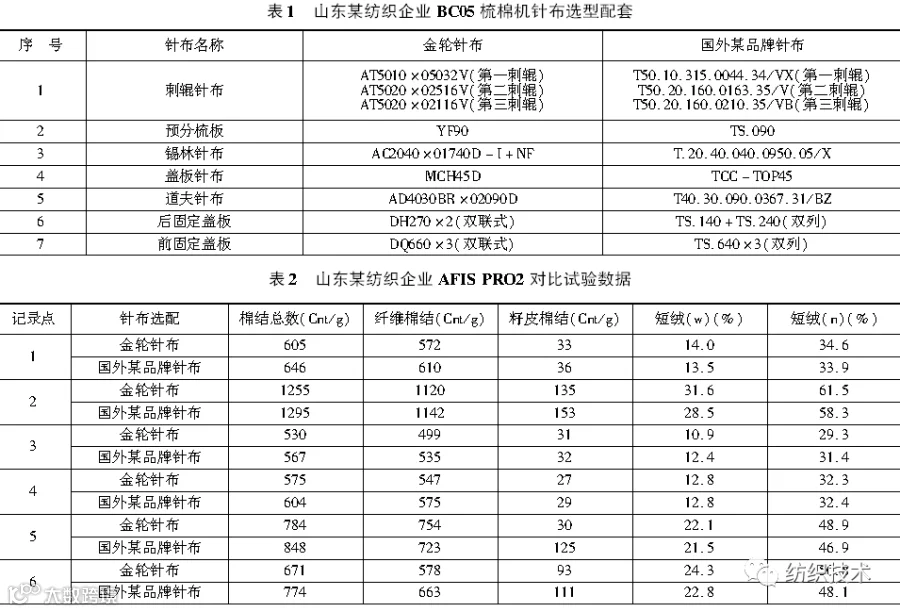
由表2可见,上述近11个月对比测试数据显示,金轮配套针布AFIS PRO2棉结、短绒数据基本与国外某品牌针布持平。
2.2 广东某纺织企业
梳棉工艺:机型为DK803,纺纱原料为美棉、印度棉、巴基斯坦棉等,纺纱支数10Ne、16Ne等。刺辊转速:第一刺辊1156 r/min、第二刺辊1794 r/min、第三刺辊2351r/min,锡林盖板隔距0.23、0.23、0.23、0.20、0.20、0.20 mm,锡林转速510~520 r/min,盖板线速200~250 mm/min,出条速度180 r/min左右,定量26.5 g/5m,台时产量70 kg/h。对比机台为全套国外某品牌针布一(两套)和国外某品牌针布二,在同套清梳联中的同机型、同原料、同纱支、同工艺,且上机时间相当。
针布选型配套见表3,工艺效果见表4。
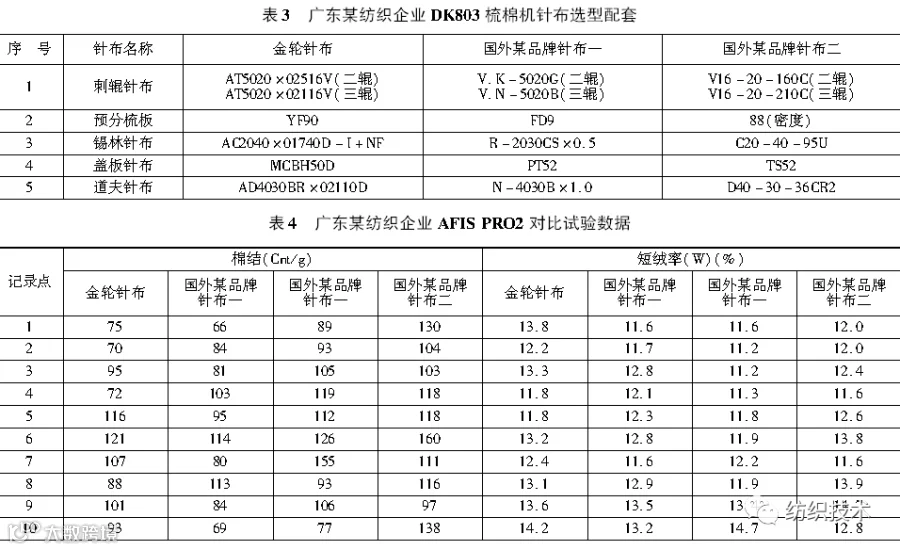
由表4可见,金轮配套针布AFIS PRO2棉结/短绒数据,介于国外某品牌针布一的两台车之间,好于国外某品牌针布二。
2.3 总述
通过上述两家客户的对比试验数据整体效果反馈,在肯定优势的同时,我们分析针布配套还有一定的改进和提升的空间,如第一刺辊采用针辊,后固定盖板密度配置调整,及道夫针布改用50系列产品等有助于提高梳理质量的措施,待今后进一步探讨。
3 结语
高产梳棉机针布选型配套,应在充分遵循高产梳棉机的梳理作用及其相关要求,并结合纺纱原料质量情况、成纱与梳理质量要求、梳棉机产量、恰当的梳理工艺等的前提下进行,才能正确的落实针布选配,确保梳理质量的优质实现。当然值得注意的是,随着客户原料、梳棉机型、机台产量及梳理(成纱)质量要求的变化,针布选型配套也应及时做相应的调整,同时针布新产品不断出现,应做到与时俱进。我们相信没有最好,只有更好。
参考文献:
[1]孙鹏子.梳棉机锡林速度的探讨[J].棉纺织技术, 2006, 38(8):17-18.
[2]费青.金属针布和高速梳理是高产梳棉机发展的两大要素[J].纺织器材, 2004, 31(1):6-10.
[3]孙鹏子.梳棉机盖板速度的研究与选择[J].棉纺织技术, 2007, 38(7):12-14.
[4]于学智, 孙鹏子.梳棉机锡林与活动盖板间隔距的探讨[J].纺织导报,2011,(2):37-40.
[5]张文庚.高产梳棉机梳理作用的理论探讨[J].东华大学学报:自然科学版,2011,37(3):307-308.


专家文集陆续推出中,目前已开通倪远、任家智、冯学本、杨巧云、欧怀林、许鑑良、肖光伟等7位专家。
公众号后台回复专家名字即可看到,方法如下。

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!