
点击上方,轻松关注!!
本文发表在第17期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com

JWF1275精梳机纺纱实践与性能分析
宋毓琳(原无锡纺织机械实验中心)
唐 华(无锡经纬纺织科技试验有限公司)
1 概述
经纬纺机股份研发的JWF1275新型精梳机在本公司试纺生产,考核该机运行稳定可靠性,纺纱性能、工艺效果、自动控制水平。经安装调试、改进和工艺优选,正常纺纱生产一年来,设备运行稳定,故障率较低,在锡林实纺速度350~380 r/min的条件下,精梳条单并工艺,成纱质量能满足精梳CJ13.1 tex“米通纱”的要求,而且一年时间内质量比较稳定,长期纺纱一致性较好,现将我们对该机设计结构特点,自动控制,改进、提高工艺选配,纺纱性能,分析于下。
2 主要技术规格
眼数×眼距: 8×470 mm。
喂入小卷(宽度×直径):
有存卷架: 300 mm×550 mm;
无存卷架: 300 mm×650 mm。
适用棉纤维长度:25~51 mm。
落棉率: 8%~25%。
喂给机构:承卷罗拉直径70 mm,给棉罗拉直径30 mm,前进给棉长度5.2/5.9 mm,后退给棉长度4.7/5.2/5.9 mm。
锡林: Graf、德国施尔,整体锯齿型,转速(钳次)400 r/min,直径125.4 mm,顶梳固定式、安装在上钳板顶梳托架上。
分离机构:罗拉根数2,分离罗拉直径25 mm,分离皮辊直径24.5 mm,最小可磨到23 mm,加压形式为气动加压,加压量(两端)为240~384 N/根,有效输出长度26.48 mm 。
输出罗拉直径25 mm,输出皮辊直径44 mm,最小可磨到40 mm。
台面压辊直径50 mm,台面喇叭口规格4、4.5、5 mm。
牵伸机构:三上五下曲线牵伸、气动加压,前罗拉直径35 mm,第二、三、四、五罗拉直径27 mm,牵伸皮辊直径45 mm,最小可磨到42 mm。加压量:前牵伸皮辊(两端)346~415 N,第二、三牵伸皮辊(两端)458~623 N,并合数8。牵伸倍数:后牵伸1.14、1.36、1.5;总牵伸9~16,握持距主牵伸41~60 mm。
圈条形式:单筒单圈条成形。
棉条筒尺寸:600mm×高1200 mm。
输出精梳条线密度: 3~6 tex。
理论产量(10%落棉率): 60 kg/h。
吸落棉形式:中央吸落棉。
所需压缩空气要求:压力(6~8)×105 Pa,供气量为1.5 m3/h。
3 结构特点
(1)传动机构适应高速。分离罗拉、钳板连杆机构优化及行星轮系重新配比,实现高钳次往复运动;传动机构曲柄半径缩小,有利于减少摆动惯量,降低振动与冲击,为高速运动提供条件。这些有突破性的设计,确保该机纺纱生产在350~380 钳次/min高速运行,生产效率提高至90%以上且稳定,单机产量提高到60 kg/h。
分离罗拉传动,连杆机构差动轮系,高精度齿轮都集中在车头箱内油浴润滑,机械性能稳定,噪声低。
(2)合理设置喂给机构、梳理、分离接合、输出运动。有效输出长度缩短,增加棉网强度,改善棉网与精条质量;车尾部分由伺服电机单独传动,简化了传动机构,避免车头、中、尾部件间的不良影响;在350~380 钳次/min速度下,使精条质量较优而稳定。
(3)增强握持梳理。给棉罗拉位置前移,增强了给棉罗拉对棉层的有效控制,有利于分离接合质量;钳板组件采用特制轻质合金材料,刚性强,重量轻(<3 kg)握持力大,适应高速运转下重定量小卷的握持梳理,有利于提高短绒与棉结的清除效率。
钳板运动由锡林轴上固装的法兰盘、活套内的滑杆,钳板双摇杆机构,加压弹簧等组成钳板的运动系统。
(4)牵伸形式为三上五下曲线牵伸,牵伸罗拉与台面成60°向上夹角,气动加压,稳定,无级可调,对纤维控制力强;牵伸系统配有上下吸风,间隙摆动刮片,清洁效果好,有利于减少胶辊粘纤尘、绕花。
(5)圈条成形机构由棉条筒底盘自转,上圈条盘同转,两者偏心配置,两个运动合成,上下圈条速比26.622、36.976,附加牵伸0.9672。有利于防堵条,圈条成形完好。
(6)锡林顶梳采用Graf或德国施尔原装产品,梳理效果好,使用寿命长,也可使用国产锦峰JZX整体锡林(可调梳理隔距)与JZD双排整体顶梳,纺纱试验工艺效果较好。胶辊铁芯、关键轴承和电气元件选用进口产品,利于设备运行稳定可靠。
(7)电气控制系统。采用变频、伺服控制、磁感应技术、CAD技术、进一步优化工艺参数;电气集成控制、大彩屏显示,并有网络数据传输,显示功能;可实现中央计算机远程监控管理。采用光电监控保护系统,行程开关机械保护,气动系统的气压监控等多种保护设施;计算机程序自动保护,发生故障自动停车报警;参数显示仪,中文显示故障发生点,实现了高品质配置,利于节能环保。
(8)采用集体吸落棉,有效控制分离结合时风量,保证各眼的风量与吸风效果,减少棉网波动,有利成纱质量。
(9)JWF1275精梳机的显著特点是:有效输出长度由老机型的29.79 mm缩短到26.48 mm,加工长绒棉时易获得较好质量棉网,加工长度较短的细绒棉时可不必在工艺上采取措施。这是目前新型高速精梳机设计中采用的缩短有效输出长度增加结合(重叠)长度,以防止棉网高速中受牵伸、抖动而破网,已成为精梳机高速化的基本趋向。
4 纺纱生产试验情况
4.1 纺纱试验条件
纺纱品种为CJ13.1 tex(CJ45 Ne)。
4.1.1 工艺流程
FA006C-230往复式抓棉机+TF27桥式吸铁→AMP3000金属火星探除器→TF45重物分离器→FA051高架凝棉器→FA103A双轴流开棉机→FA028多仓混棉机+TV425A输棉风机+FA109A三轴流清棉机→JWF1051A除微尘机→119A-II火星探除器→(FA177B喂棉箱+FA221D梳棉机+FT024混合环自调匀整)×6台+(FA177B喂棉箱+JWF1204梳棉机+FT024混合环自调匀整)×2台→FA306预并条机→JWF1381条并卷联合机→JWF1275精梳机→FA326(带Uster自调匀整)并条机→FA458A粗纱机→FA506细纱机
4.1.2 配棉质量
试验仪器HVI仪,Mic为3.96,Mat为0.88,Len为31.69 mm,SFI为7.75,Str为34.02,Moist为7.50,Unf为84.67,RD为175.16。
试验方法为传统检验,平均品级1.85,主体长度28.85 mm,细度5786,棉结216 粒/g,短绒率(<16 mm)13.95%,含杂率1.61%,含水率8.71%。
4.1.3 主要工艺配置
精条干定量23.0 g/5m,小卷干定量:67 g/m,落棉率16%,梳理隔距0.36 mm,顶梳插入深度0.5,毛刷插入深度2 mm,毛刷到三角气流板1 mm,给棉形式为后退给棉,给棉长度4.7 mm,有效输出长度26.48 mm,锡林转速350 r/min,毛刷转速1200 r/min。
4.2 生产试验
试验方法:AFIS仪试精条Nep、SFC(W)(N)、手检棉结、落棉率、每周一次,Uster条干CV%每两周一次,精条与精落棉手检短绒率每月试验一次。
生产试验6个月平均值如表1。
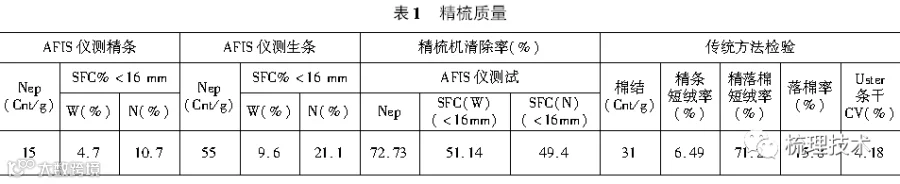
纺纱品种为CJ13.1 tex。成纱质量:条干CV12.57%,细节(-50%)为2 个/km,粗节(+50%)为13 个/km,棉结(+200)为29 个/km。
4.3 不同锡林速度试验
为摸清JWF1275精梳机的纺纱性能、产质量潜力,做了锡林不同速度快速纺至细纱。
试验结果见表2。
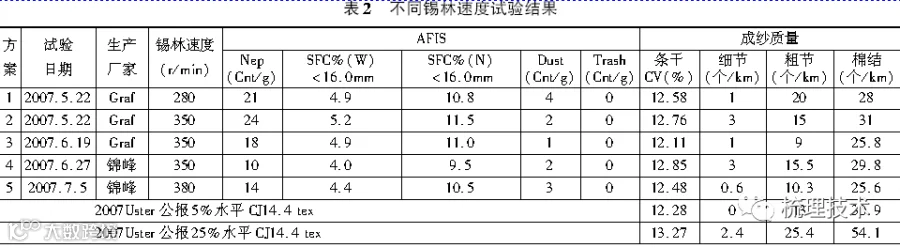
注:(1)表中AFIS数据为快速试验所得,每方案试验5次,取其平均值;
(2)成纱质量数据中细节为-50%,粗节为+50%,棉结为+200%;
(3)成纱支数为CJ13.1tex,成纱质量数据为每方案的精条快速跟踪所得,每方案取10只管纱,取平均值。
5 生产试验综述
(1)从近一年的在线生产情况来看,JWF1275精梳机在锡林速度为350 r/min的条件下,AFIS及手检棉结都维持在较好的水平,精梳机棉结去除率为72.73%,精落棉含茹可夫短绒率为71.2%,成纱质量在Uster 2007公报值5%~25%水平,质量指标均在纺“米通纱”要求范围内。
(2)JWF1275精梳机在速度为280~380 r/min时纺CJ13.1 tex跟踪至成纱,条干CV%、细节、粗节、棉结等质量指标,达到Uster 2007公报5%~25%水平。
(3)从不同速度试验来看,车速为350 r/min,均能保证后道高支纱对质量的要求;在锡林速度达到380 r/min,成纱质量没有下降反而趋优,这说明JWF1275的机械性能及工艺性能具有较好潜能。
(4)无论是常规还是不同速度试验,JWF1275精梳机在车速为280~380 r/min时,精条质量良好、成纱质量指标达到Uster 2007公报5%~25%水平,且稳定可靠。这说明JWF1275精梳机适合于优质高产,是目前较先进的精梳机,为棉纺企业优先选用机型。
6 结语
经一年来的纺纱生产试验,实践证明:该机采用机、电、气、仪一体化设计,机械结构简洁合理,喂入增强握持梳理,分离结合有效输出长度缩短,搭接增厚,有利于高速时棉网完好;三上五下双区曲线牵伸效率较高,利于纤维伸直平行,改善精条结构与条干;电气全新设计,采用变频、伺服、无级调速,磁感应与CAD技术,网络化传输远程监控,在线数显设备运行状态,工艺质量参数及机电保护等功能,多项设计有突破,实践证明有效、成功;在锡林速度为350~380钳次/min时,工艺效果明显,AFIS仪测试棉结清除率72.73%,SFC(W)%<16 mm短纤维排除率为51.14%,精落棉含茹可夫16 mm短绒率为71.2%,精条光洁,成形良好,而且长期运行平稳,可靠,故障少,维修操作方便。成纱质量在Uster 2007公报5%~25%水平,而且长期产品质量稳定,一致性好,满足我们纺高支精梳“米通纱”的要求。总体来说,JWF1275型精梳机是目前较先进的高效能精梳机,适应于优质高产。

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
