

本文发表在第32期《纺织技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com
梳棉机后部结构的特性比较与分析
杨巧云[卓郎(常州)纺织机械有限公司]
0 前言
事物的发展总是一个螺旋式发展过程,对于梳棉机也不例外。梳棉机经过一百多年的发展,出条速度发展到300 m/min,产量也达到120 kg/h以上,然而梳棉机依然由刺辊、锡林、活动盖板、道夫几大主要部件组成,哪些结构工艺的变化使得当时产量增加这么多?影响梳棉机产量和质量的主要因素有哪些?纵观各大主机设备厂几十年来的梳棉机结构,变化最多的还是在后部给棉、刺辊部分、主锡林梳理区,而道夫剥棉区域主要起转移作用,对生条内在质量的提高效果寥寥。本文重点探讨二十年来高产清梳联梳棉机后部结构和工艺的变化,对一些公认的概念提出了自己的看法。
1 给棉部分结构
1.1 传统逆向给棉结构(图1)
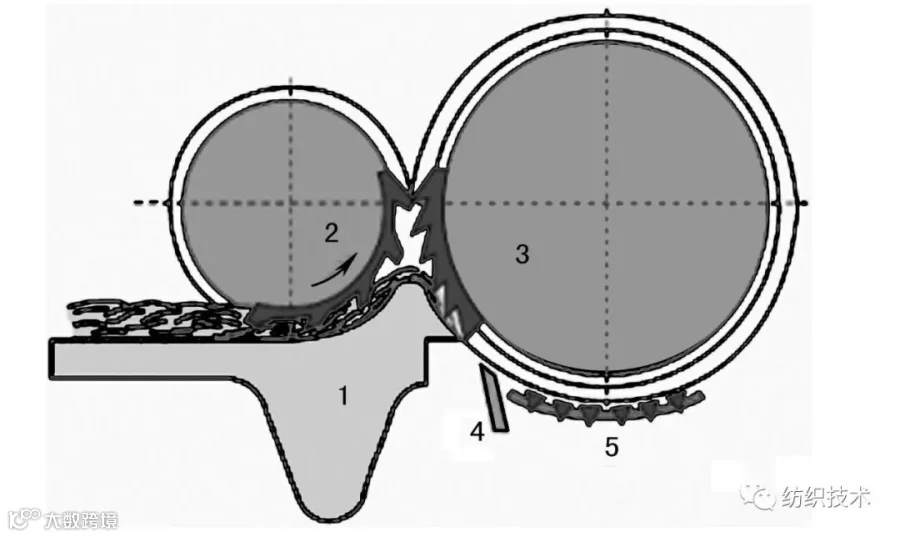
图1
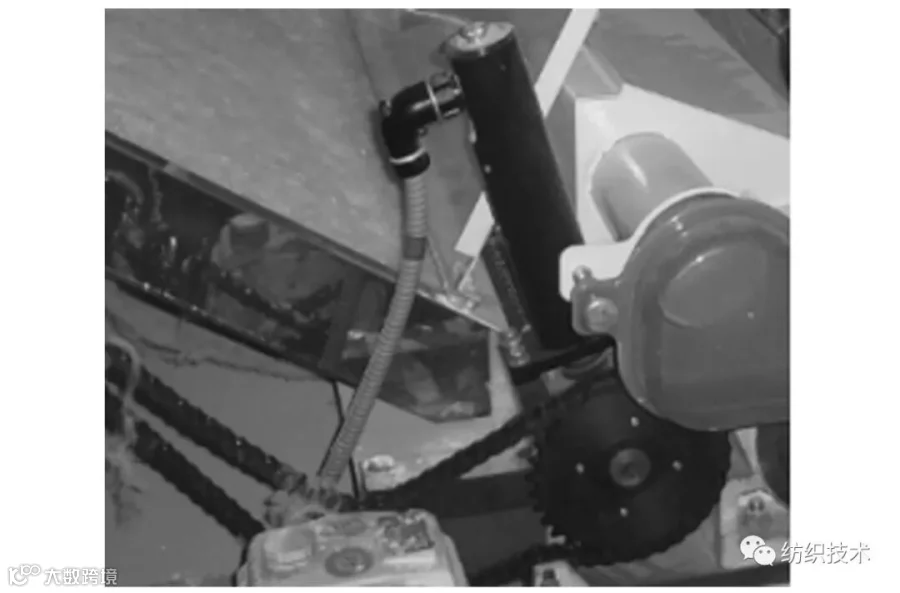
图2
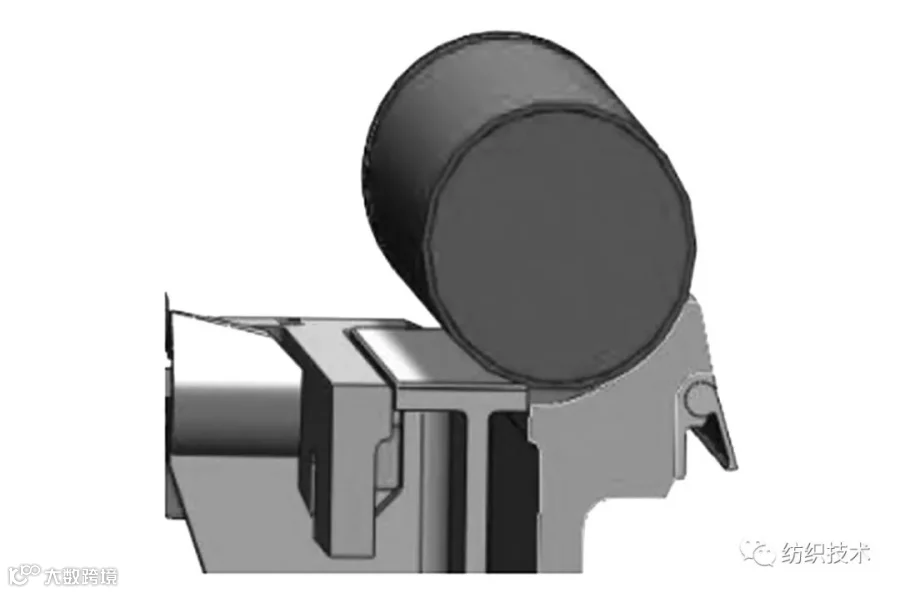
图3
图2、3,是我们较常见到的逆向给棉形式,即传统结构形式。
1.1.1 逆向给棉的自调匀整检测方式
与成卷梳棉机相比,清梳联梳棉机给棉结构最大的变化在于为适应自调匀整检测棉层厚度的需要,而增加的各种形式的检测机构。给棉部分除完成正常的握持功能外还要满足检测棉层厚度以便控制给棉量的目的。逆向喂棉有两种检测方式。
一种是给棉板固定,罗拉浮动如青岛的JWF1203型梳棉机。这种结构由于给棉罗拉轴承座两端各安装4个滚动轴承,棉层厚度的变化使得给棉罗拉很容易沿滚动轴承滚道上下移动,其罗拉座上的位移传感器直接检测到棉层厚度,检测结果较为准确。这种结构的缺点是罗拉既要转动又要上下移动,而给棉电机往往通过链条传动带动给棉罗拉的转动,链条传动又需要一定的张力,张力大小又会给棉层检测带来不确定因素;给棉罗拉还要有一定的加压力,没有加压力,棉层的握持就难以达到工艺要求。如图2水平排列的传动配置尽管克服了链条对给棉罗拉上下移动的影响,但是,链条对罗拉依然有拉力存在,如果梳棉机产量很高,罗拉速度很快,罗拉检测的灵敏度可能会受到影响。
另一种结构是根据棉层厚度的变化,给棉板转动,给棉罗拉不动如图3结构。给棉板绕支点回转,为保证棉层检测机构与给棉握持功能的分离,在给棉板上增加棉层厚度的检测机构。这种形式以特吕DK760型梳棉机为主,郑纺机FA221B和卓郎(常州)的JFA228A均是此种结构。这种检测机构的特点在于给棉罗拉与给棉板之间可以形成较稳定的握持钳口,罗拉速度的变化对棉层检测不会产生影响。缺点是为保证检测的可靠,检测机构与罗拉之间的隔距设置,检测机构与给棉板之间的间隙,检测机构的限位等要求较严格。稍不注意,对于油剂较严重的非棉原料会在检测板与给棉板之间造成充塞,形成结块,结块一旦进入主梳理区会对针布造成一定损伤。
1.1.2 逆向喂棉存在的问题、原因和解决方法
逆向喂棉形式最常发生的问题是给棉罗拉的缠绕。这是因为,刺辊对棉层打击后形成的短绒很容易被转动的罗拉带走,在罗拉与棉层握持时短绒很容易缠绕到罗拉表面。即便采用滚花罗拉形式,随着原料品种的增多,罗拉缠绕在所难免。部分机型的梳棉机采取在罗拉和刺辊区增加吸罩方法,让滤尘负压将飞花吸走,防止飞花进入罗拉造成缠绕。
观察发现:造成刺辊飞花的主要原因在于:(1)高速刺辊打击棉层时,刺辊针布对纤维的冲击使棉层中的短绒飞出;(2)刺辊上的纤维不能100%转移给锡林,有少量返花随着刺辊的高速旋转而飞出罩板区;(3)锡林后下罩板隔距大小影响刺辊区飞花,隔距小,刺辊转移过来的气流和锡林回转产生的气流在此交汇时阻力较大,不利于刺辊气流的释放。该吸口的位置和风量大小很关键,如果吸口位置不恰当或风量不合适,罗拉缠绕依然存在,如果吸口边上制作粗糙,有钩挂纤维的毛刺,焊疤及漏风,还会造成吸口堵塞。如果该吸口设计合理,不仅飞花被完全排除,且由于此吸口以排除短绒为主,增加此吸口后(如图4),生条短绒也会随之降低。试验发现,增加这个吸口后,生条短绒最多可以减少近1%。
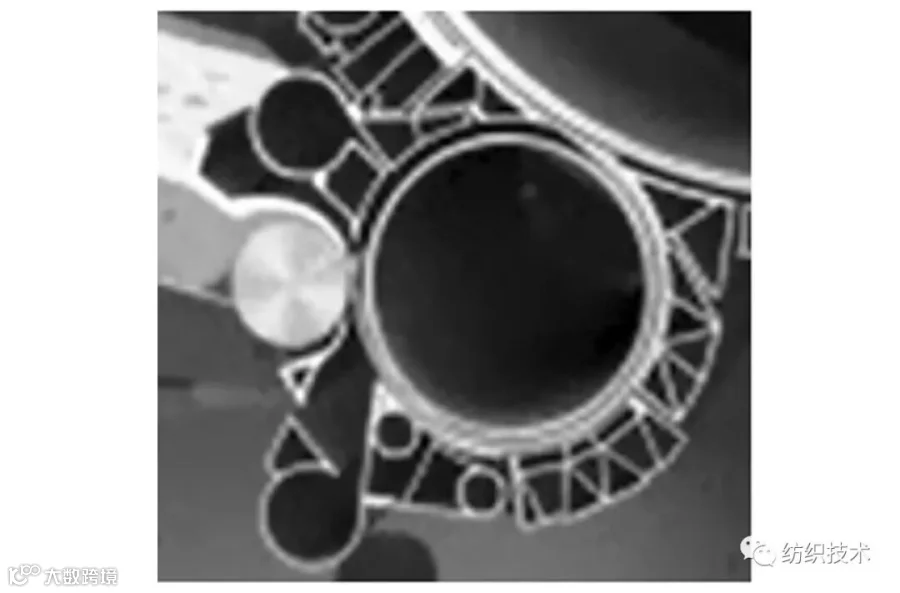
图4
1.2 顺向给棉方式(如图5、6),即给棉板在罗拉上部的结构形式
1.2.1 顺向给棉的特点
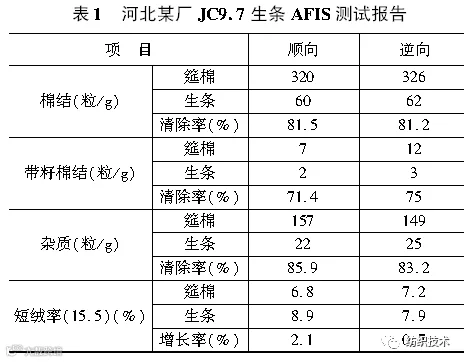
60年代末,立达公司率先推出顺向给棉结构时的理念是减少短绒的产生,认为纤维运动方向与刺辊打击方向一致,从C1/2型梳棉机开始应用,一直延续到目前的C70机型。是不是顺向给棉一定比逆向给棉能够减少纤维损伤?我们测试的结果是顺向给棉结构对短绒的减少没有明显的效果。表1是不同机型所做的对比,顺向给棉结构必须和刺辊区结构结合起来,才能达到较理想的效果。但由于其结构简单,维护方便,且不存在罗拉缠绕的问题,顺向给棉作为一种理念被广泛应用。同时梳理器材状态、型号、工艺等也会影响测试结果。
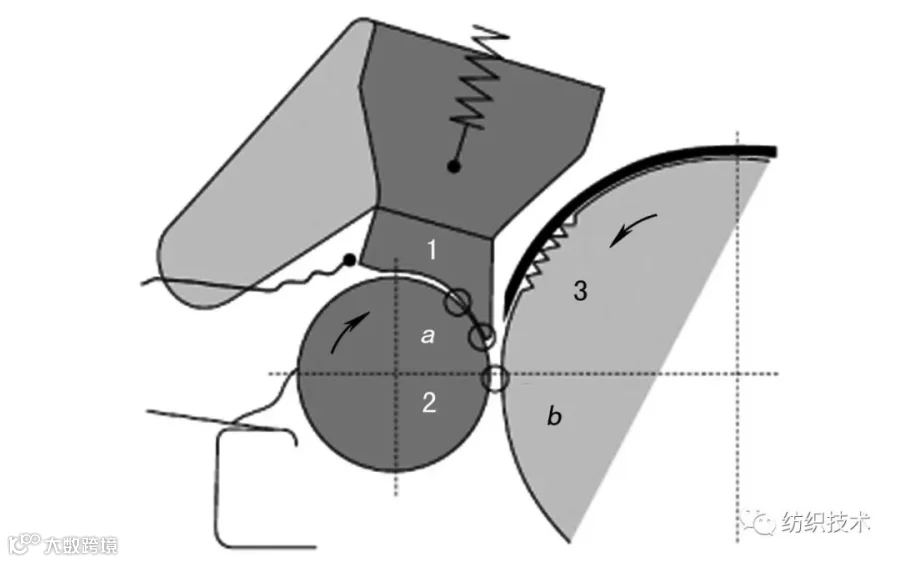
图5
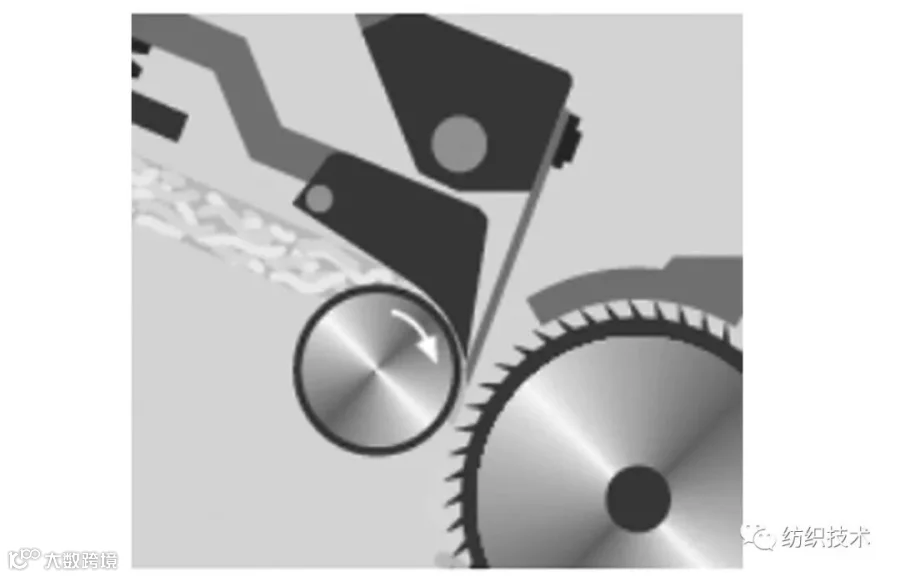
图6
1.2.2 顺向给棉的形式
顺向给棉结构基本有两种形式,一种是给棉板用来握持并检测棉层(立达公司和国内主机厂主要采用),该结构简单,借助给棉板的回转,给棉板上的位移传感器可以准确检测出棉层厚度,再据此调节罗拉速度。另一种是给棉板仅用来握持原料,另外增加检测机构,给棉检测板采用十块弹簧钢板,检测的棉层厚度为十块检测板检测棉层的平均值,检测到的棉层厚度值更准确(特吕茨勒和郑纺机部分机型采用)。多块检测板从理论上说是领先技术,实际应用下来,优势并不十分明显。主要原因在于现代开清技术和控制技术的发展,输出的筵棉本身均匀性很好,因此特吕茨勒公司最近几年的梳棉机机型,简化了给棉部分结构,将十块检测板简化为一块具有一定弹性的给棉刀安装于给棉板上。
2 刺辊部分结构
刺辊部分结构有很多种形式,归根到底有两种,单刺辊和三刺辊。
2.1 单刺辊
单刺辊结构根据机型不同也有不同的配置。(图7~9)
早期梳棉机刺辊下是没有预分梳板的。首先在刺辊下增加预分梳板的是立达公司的C1/2梳棉机,随后,特吕DK740、马佐里C501等产品也应用了预分梳技术。但随着高产机型的发展,各厂家似乎对锡林区的关注更多,反而对刺辊区的关注较少。或者,研究之后发现:由于锡林表面速度远大于刺辊速度,在锡林周围布置固定盖板和棉网清洁器对梳理和除杂效果的影响更直接,比如,特吕的产品,单刺辊从DK760的两个吸口两块预分梳板(图8),到TC5的一个吸口,没有分梳板,三刺辊从DK803的两块分梳板,三个吸口到TC03的两块分梳板二个吸口以及TC10的两个吸口,两块分梳板,似乎都在弱化刺辊区的作用。再比如立达公司C51单刺辊周围4块分梳板,两个落杂区(图7),到C70单刺辊两块分梳板一个落杂区,似乎刺辊区的分梳和除杂也在弱化,当然,吸口的简化不是简单的简化,C70第一落杂区长度能够调整,而C51基本是固定位置。再比如,世界上刺辊直径最大的马佐里梳棉机,其刺辊周围吸口最多,达三个,预分梳板也多达四块(图9),据说除杂效果较好,可完成90%的除杂工作,但国内很少见到进口机型,不知原因。
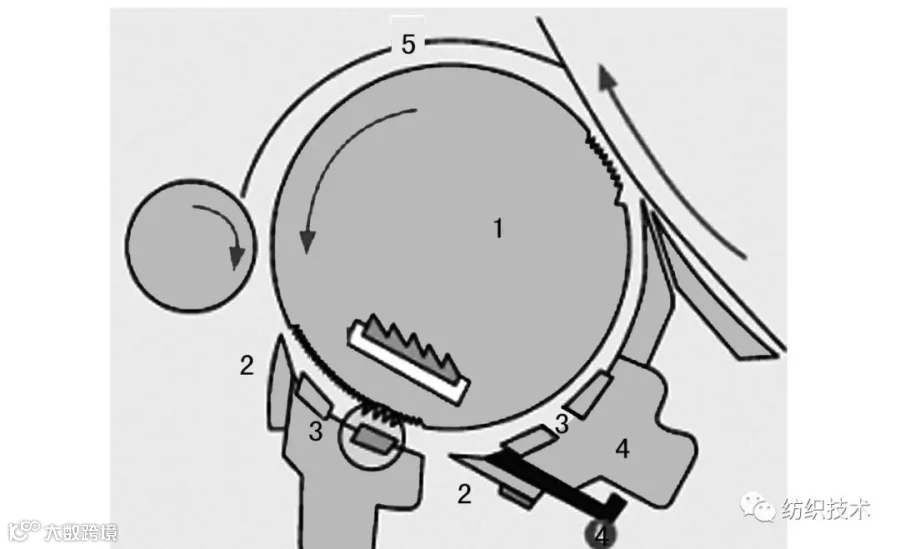
图7
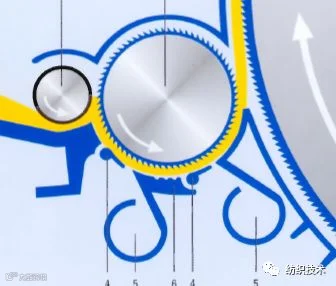
图8
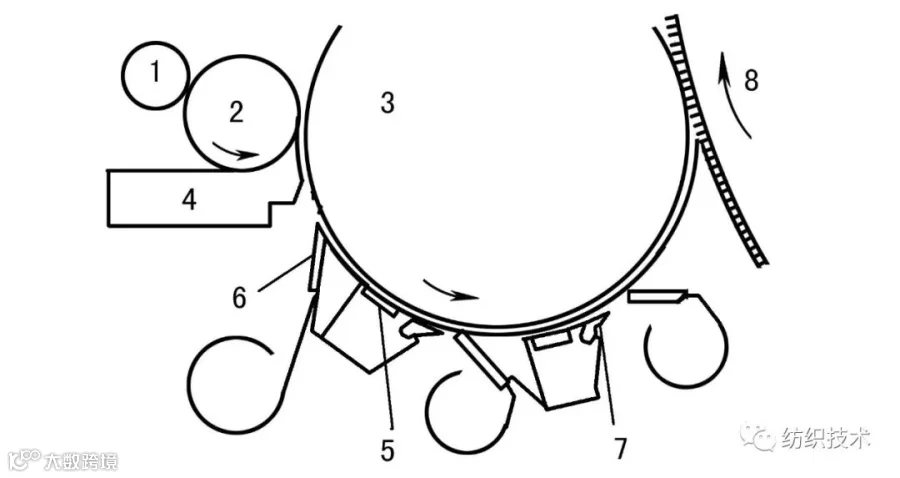
图9
从纤维转移角度来看,刺辊直径加大对纤维转移有好处,因为转移弧长较大。从另外的角度分析,根据刺辊周围附面层及纤维的离心力原理,同等切线速度下直径越小,分梳作用越强,越利于杂质的去除,同时越利于纤维的转移。两者似乎存在悖论。国内主机基本采用250 mm直径刺辊。是不是最佳直径,有没有公司研究过大直径单刺辊或小直径单刺辊结构,我们不得而知。似乎在六十年代青纺机研究过不同直径的梳棉机,种种原因没有批量生产。
2.2 三刺辊
2.2.1 三刺辊结构
早在20世纪60年代初,我国青纺机、美国、法国、德国均研究了不同形式的多刺辊系统,却都没有取得商业成功。到2000年前后,为进一步提高梳棉机产量,研究者将目光转向喂入区,其原理为:开松除杂充分之后为锡林区的分梳减轻负担,为梳棉机高产奠定基础。DK803梳棉机成功应用三刺辊结构(图10[6])。三刺辊直径均为172.5 mm,分别由梳针、粗锯齿、细锯齿形式组成,速度以一定的比例递增。每个刺辊周围根据纤维运动的方向设置了预分梳板、除尘刀、吸口。小直径刺辊一定程度上增强了刺辊的除杂能力,但也带来了对纤维的伤害。
之后的2003年,为进一步增强三刺辊的分梳功能,增加第一刺辊的梳理弧长,TC03改变原来三个刺辊在同一水平面排列的方式,而是将第一刺辊降低位置。对于工艺方面的最大改变在于落杂区长度可以机外调整并可选择自动调节方式,图11。最近两年出现的TC11产品,其三刺辊的排列如图12,纤维沿三刺辊走过的路径明显减少,是否为了减轻对纤维的分梳力度?同时我们明显看出刺辊周围预分梳板已不再使用,吸口减少到一个(或两个)。
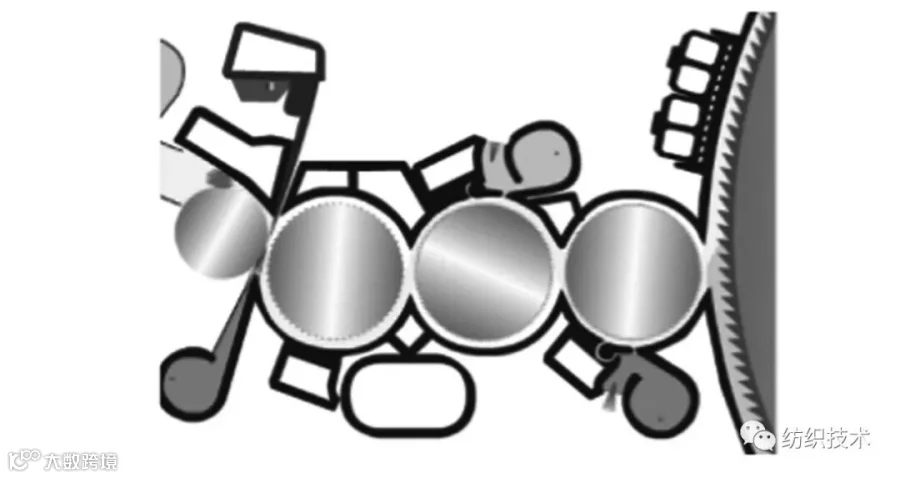
图10
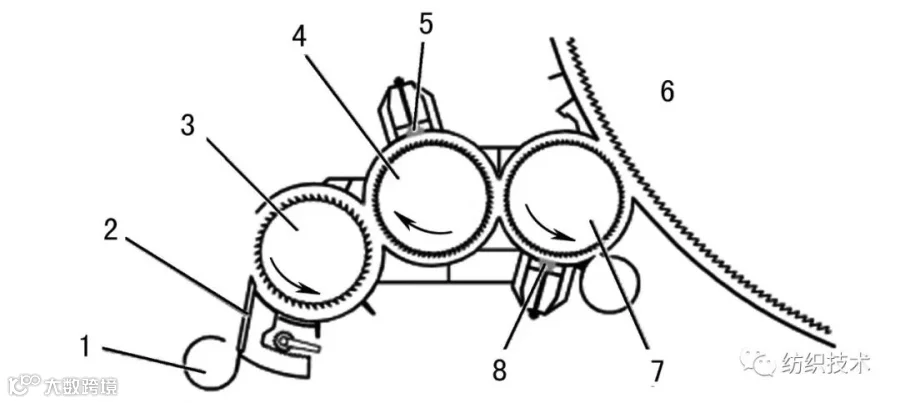
图11
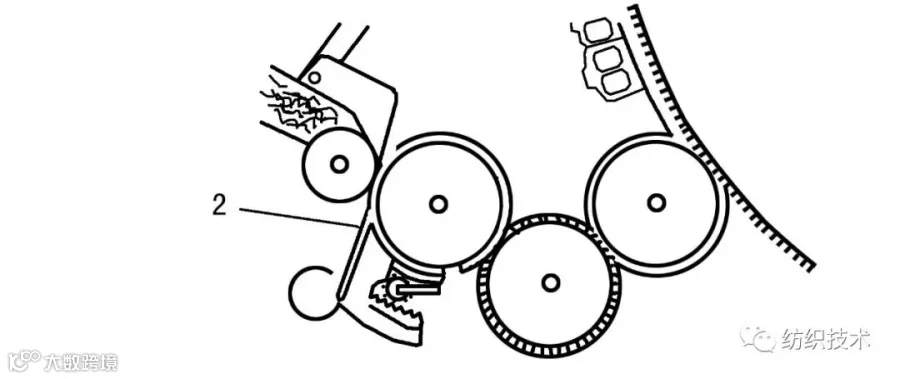
图12
立达公司C60梳棉机的三刺辊均为锯齿针布(图13)。第一、二刺辊的直径均为180 mm,采用小直径既有利于纤维的转移,也有利于杂质的去除。第三刺辊直径为253 mm,与单刺辊相同。这样,对刺辊上纤维向锡林转移时与三刺辊和单刺辊没有太大的区别。
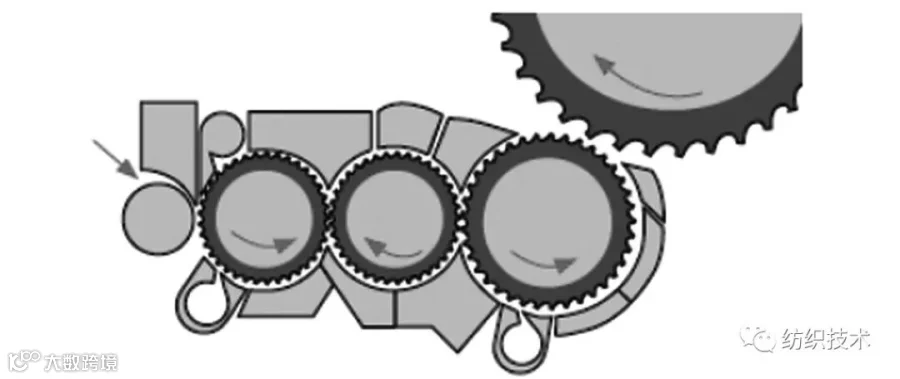
图13
C60刺辊区落杂区长度也可以机外调节。这一点与TC03相同。此技术的最主要优点在于不必抬刺辊,根据原料含杂的不同,直接旋转吸口位置。使工人从过去繁重的体力劳动中解放出来。同时,在吸口旋转过程中,除尘刀与机框水平面的夹角也发生变化。达到有效除杂的目的,甚至为以后根据落棉要求实现自动调节创造条件。
该机构的缺点在于除尘刀与除尘刀座相互位置的唯一性使得除尘刀角度对除杂的影响不能随意调整。
国内主机厂三刺辊形式的机型有郑纺机的刺辊直径均采用172.5 mm的FA225,第一第二刺辊直径172.5 mm,第三刺辊采用250 mm的JWF1206,青纺机的第一第二刺辊直径180 mm,第三刺辊采用250 mm的JWF1205。周围基本都布置有吸口和预分梳板,见图14。
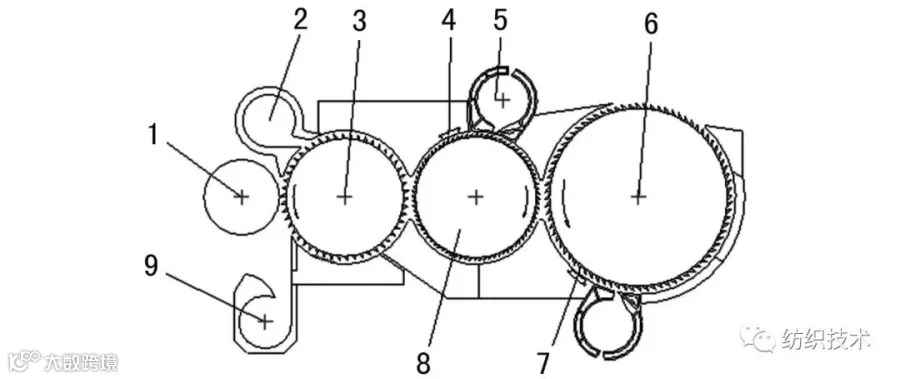
图14
2.2.2 三刺辊和单刺辊的对比
我们有机会对同一条生产线中三刺辊机型和单刺辊机型的生条和成纱质量进行对比。
原料:清花落棉,破籽棉;纺纱品种为纯棉OE 16S纱;出条速度240 m/min;生条定量6.6 g/m;梳棉机产量97 kg/h。
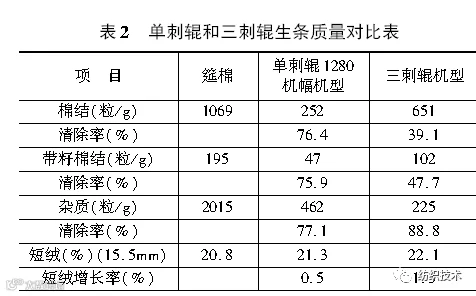
从表2看出,在同等产量条件下,三刺辊只有杂质的去除率方面优于单刺辊机型。
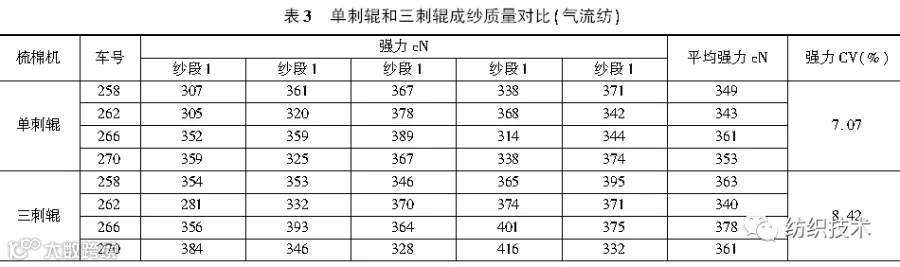
从表3看出,单刺辊机型成纱强力CV%小,纱线强力更为均匀。
单、三刺辊机型生条气流纺纱机同锭纺纱,成纱黑板棉结对比情况见图15。
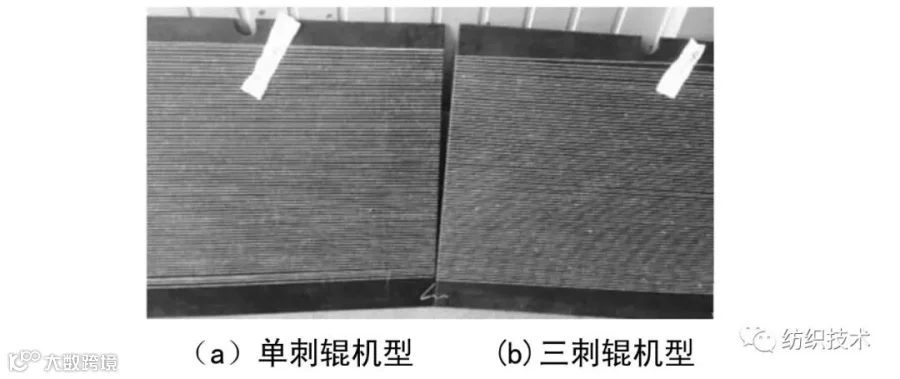
图15 单刺辊机型和三刺辊机型黑板对比
总之,在三刺辊方面,有小直径刺辊应用,而单刺辊方面,尚未见到小直径刺辊。未来是否会有不同直径单刺辊梳棉机出现很难断定。尽管三刺辊梳棉机对分梳和除杂效果不错,产量可以更高,但由于分梳的同时难免造成纤维的损伤,业内共识就是三刺辊梳棉机主要应用于气流纺产品领域。
3 给棉方式与刺辊之间的相互作用
3.1 逆向给棉与刺辊之间的作用
梳棉机停车后,我们拉开给棉部分,发现给棉板鼻尖处的纤维均匀,棉层断口在幅宽方向一致,说明逆向喂棉握持良好,喂入到刺辊区的原料均匀。研究还发现,筵棉的定量与生条定量之间的关系并不是一个牵伸倍数的关系,为什么?因为筵棉在靠近罗拉侧被罗拉握持良好,前行速度与罗拉一致,而筵棉与给棉板接触侧,筵棉依靠给棉罗拉与给棉板的夹持力前移,速度明显低于上层筵棉速度,从而出现上下层原料之间的滑移。滑移的出现使得筵棉结构发生变化,不再单纯呈断面分层结构。这就使得原料在此进行了小范围的混合和重叠。过去一直有专家认为清梳联筵棉结构与棉卷结构不同而对生条质量带来变化,根据目前的应用,即便筵棉结构不同,但由于滑移的存在,筵棉分层结构在罗拉和给棉握持区得到较大的改善,使得清梳联不存在纺纱适应性的问题。
对于逆向喂棉结构,刺辊落杂区的情况也有其特点:由于刺辊打击原料的均匀细致,第一落杂区长度不能太大,尤其针对含细小杂质多的原料,否则容易造成落棉含杂率低。刺辊区作为主要排杂区,第一落杂区和第二落杂区应该合理分布。调整前,刺辊区落棉率占3.8%,落棉含杂率只有11.7%,分析发现刺辊区第一落杂明显较多,第二落杂区落量有限,调整落杂区分布,减小第一落杂区长度增加第二落杂区长度,加大刺辊区第二吸口对排除细小杂质的作用,刺辊区落棉含杂率增加到17.2%,刺辊区总落棉率降为2.7%,生条杂质没有受到影响,满足了公司节约用棉又不影响生条质量的需要。
3.2 顺向给棉与刺辊之间的作用
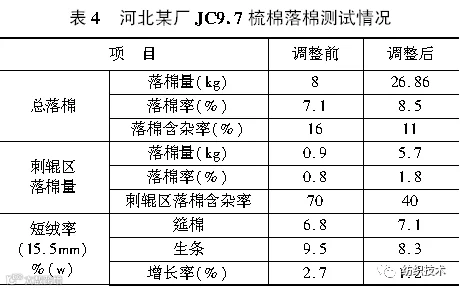
同样的办法,我们拉开给棉部分,发现顺向给棉棉层断层结构没有逆向喂棉均匀。而且由于顺向给棉棉层运行方向与刺辊打击方向的一致性,对前道开松不够充分的筵棉,或较大的缠绕一起的棉块容易一同进入刺辊区,这一点对长绒棉原料尤甚,直接造成刺辊区开松不足。这样,为增加除杂功能,刺辊第一落杂区长度必须足够长才能有效排除其中的杂质。这也是最新梳棉机采用落杂区长度机外可调的依据。表4是采用顺向给棉机型针对短绒问题所做的调整,目标:生条短绒增长率由3%降到2%以下,调整方式:增加刺辊区落棉。
有客户针对C51梳棉机后部刺辊区除杂不好的问题,将除尘刀反装,其原理在于增加了两个落杂区的长度,如图16所示。据介绍,更改后棉结总数由61 粒/g减少到44粒/g,重量短绒率(≤16 mm)(%)由17. 48减少到15. 57[1]。
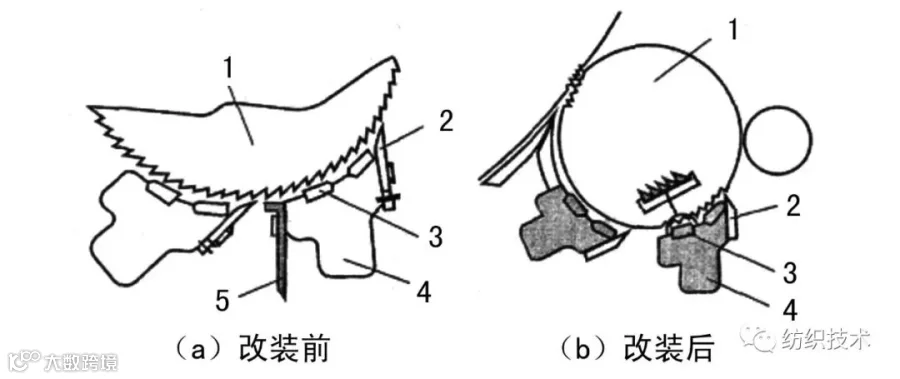
图16 除尘刀反装示意
对比TC10-1(图17)和C70(图18)刺辊区吸口布置,我们发现,两家产品刺辊区只有一个落杂区,为什么取消第二落杂区,可能是结合锡林区棉网清洁器的功能,而且,锡林之上棉网更薄,杂质更容易暴露,棉网清洁器能够很容易将细小杂质排除。疑问是如果刺辊区杂质不及时吸走,会不会在向锡林转移过程中造成杂质的细小化。试验发现,刺辊区第二吸口的落量仅仅是第一吸口的1/5到1/4,但其落棉含短绒和细小杂质却很高。因此国内的产品刺辊区仍采用两个或三个落杂区的设计,如卓郎(常州)的JSC326刺辊区吸口排列如图19。哪种形式更科学更合理,留待感兴趣的业内人士进一步研究。
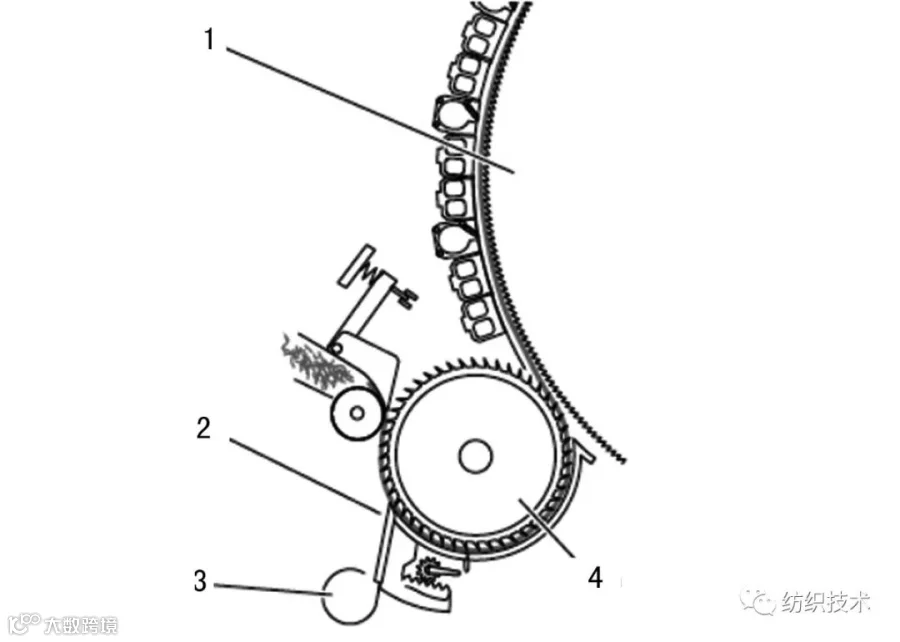
图17
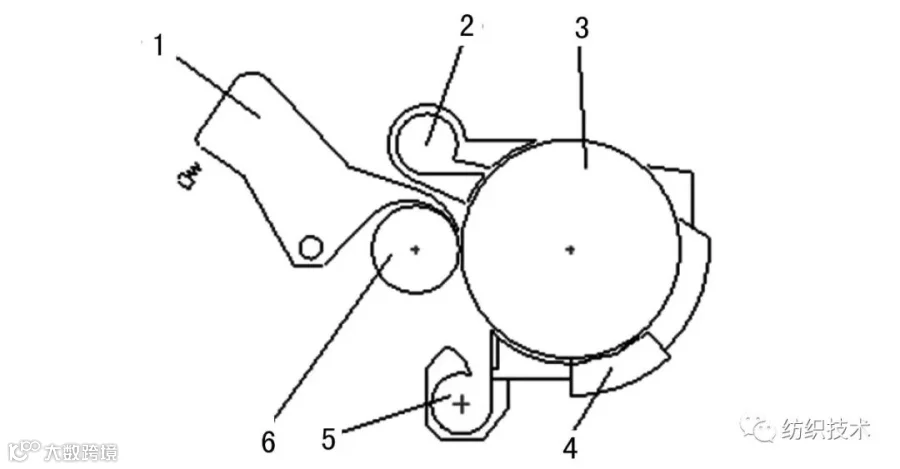
图18
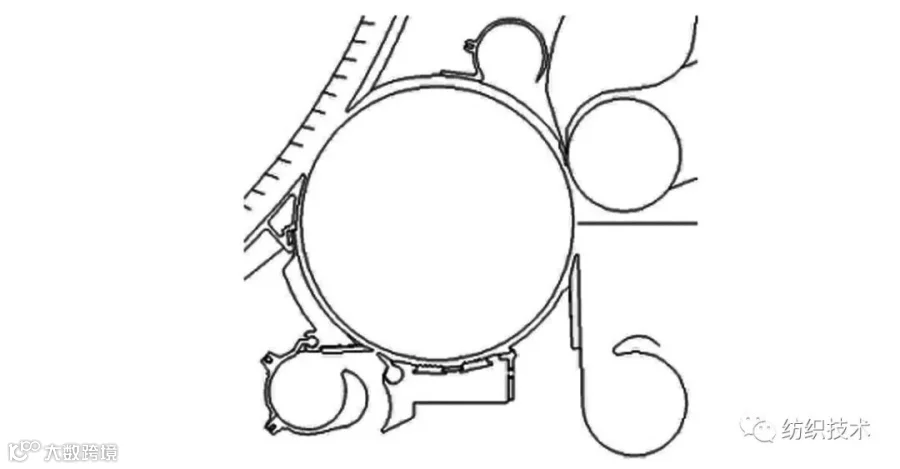
图19
刘古力先生曾在一篇文章中提到,目前梳棉机的梳理效率太低,刺辊、锡林、道夫等筒体周围有许多无效区域,建议在刺辊部分抬高喂棉罗拉,拓展刺辊底部空间,增加分梳排杂元件(图20)。刺辊表面线速度只有锡林表面线速度的一半,随着锡林区固定盖板和棉网清洁器的增加,预分梳板固然可以起到预梳理作用,但对刺辊区气流的阻挡作用不能否认,气流的不顺畅,有可能造成原料在刺辊区里边的揉搓,看来刺辊周围是增加预分梳功能还是减少预分梳功能肯定是仁者见仁,智者见智,只是希望我们大家不要被现有的框框束缚了手脚,实践出真知,希望未来梳棉机国产产品能够在创新领域有一席之地。
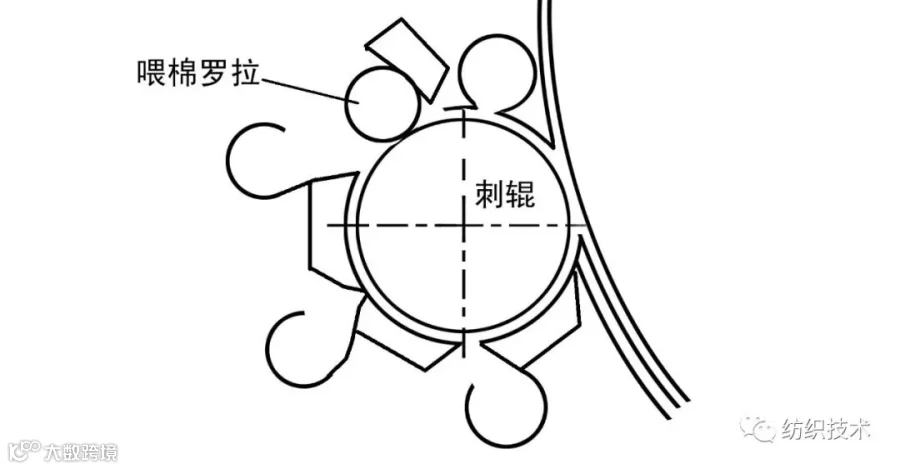
图20
4 值得探讨的技术问题
4.1 锯齿刺辊或梳针刺辊对落杂的影响
梳针刺辊的梳针与针布横断面不同,高速旋转时带动的气体量不同,刺辊穿刺纤维之后的气流排放也会不同,各自对气流的影响又是怎样?纤维在刺辊针布和梳针上的附着力有多大差异?对刺辊区的除杂、开松、落棉是否有较大的影响?
4.2 刺辊区吸口排列位置及结构形式是否对刺辊区的除杂有较大影响
无论单刺辊还是三刺辊,目前的吸风结构都是利用刺辊的附面层原理,用除尘刀对其附面层进行切割,然后由与滤尘连接的吸口主动将杂质吸走,即主动排,主动吸双重作用。问题是,束纤维从转移到刺辊上的瞬间开始,运行到什么位置才由于离心力的作用使大杂与纤维分层;较小的杂质如带纤维籽屑、破籽、叶屑及棉结等在离开刺辊表面而抛出时速度较小,悬浮在附面层中的时间较长,这些又是到什么状态才可以最方便排除?这涉及到吸口的形式与排列方式,怎样才能既保证除杂又防止落棉中纤维含量太多,吸口是不是一定要侧面补风才能更好的排杂,如果侧面补风量太大,就会削弱主动吸的那部分气流量,而且除尘刀安装角度对落杂的速度影响很大,这样有可能造成气流短路而使除尘刀处落棉产生堵塞。刺辊回转所造成的气流怎样才能得到有效地释放或引导使得纤维由刺辊向锡林转移时不再返向刺辊?怎样才能在吸风风量最少的情况下达到最理想的吸风效果,以使耗能最少?
经常见到有客户对所购买的梳棉机进行后部结构改造,无非就是产品本身的适应性不能满足客户纺纱需求。也说明产品设计本身还有待提高,起码随着原料的变化,梳棉机的适应性有待进一步加强。
5 结束语
梳棉机后部区域~给棉刺辊部分的工艺一直是终端用户关注的重点。从传统方式的给棉到目前几乎所有主机均采用顺向给棉结构经历了二十几年的时间,顺向给棉固然有其结构简单的优点,但对生条质量的影响和原料的适应性方面与逆向给棉的不同有待进一步研究。
刺辊部分的重点在于落棉的机外调整、除杂的有效性及不同原料的适应性研究,刺辊部分与给棉部分结合起来研究才能得到理想的效果;三刺辊的优势主要在于高含杂、高产量的气流纺方面,其除杂效果优于单刺辊,但其对纤维的损伤也是难免的,所以其应用比例不到10%。
关注刺辊区结构和工艺研究,是广大工程技术人员的责任。我们期待未来的梳棉机无论理论还是实际都有突破性发展。
参考文献:
[1]毛本勇.C51型梳棉机除尘刀位置的改装.中国纱线网.
[2]文中特吕茨勒产品和立达产品结构图来自特吕茨勒和立达公司产品样本及立达公司产品手册.

专家文集陆续推出中,目前已开通倪远、任家智、冯学本、杨巧云、欧怀林、许鑑良、肖光伟等7位专家。
公众号后台回复专家名字即可看到,方法如下。
《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!