
点击上方,轻松关注!!
本文发表在第36期《纺织技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com

起毛机概述
郑江文 (连云港鹰游工程技术研究院)
起毛机又称作拉绒机、起绒机,广泛地用于粗纺呢织物、拉舍尔经编毛毯、特里科经编拉绒织物(如经编短绒)、纬编毛圈拉绒织物(如摇粒绒、卫衣布)等的起毛。由于起毛是织物的一道后整理工序,起毛直接影响到织物的风格和质量,且起毛出现问题较难修复,因此起毛工序成为众多生产厂家质量控制的重要环节。目前世界各国的起毛机都是行星式结构,织物起毛是一个动态的物理变化过程,起毛风格及质量好坏是起毛机许多参数(包括机器结构参数、针布选择、机器运行参数等)综合作用的结果。一种产品往往要经过多次起毛试验才能与样品风格相近。一些书籍和文献,对起毛机的介绍都比较简略,现将我公司设计起毛机和起毛机应用过程中的一些经验加以分析和总结,希望能对大家有所帮助。
1 起毛机的基本结构
起毛机的基本原理结构如图1所示。
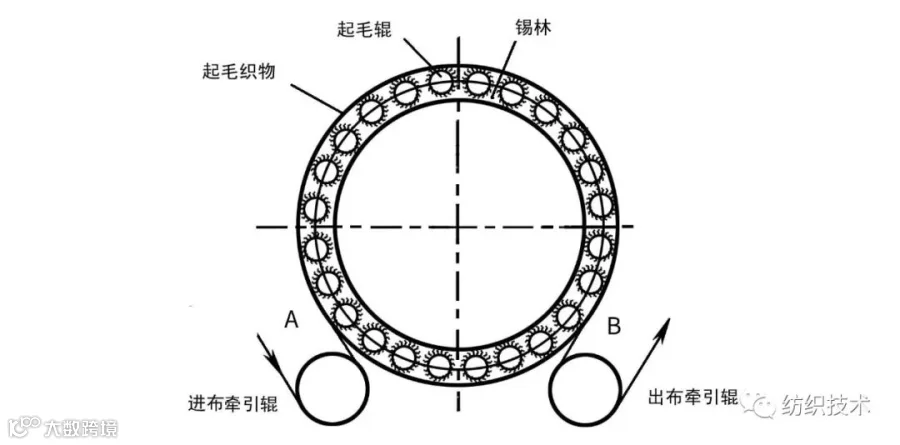
图1 起毛机原理结构
图1为24辊起毛机示意图,36辊等类似。包裹有起毛针布的起毛辊在锡林上呈圆周分布,根据包裹针布的针尖不同朝向分为顺针辊(针尖朝向和锡林转向相同)和逆针辊(针尖朝向和锡林转向相反),顺针辊和逆针辊直径相同,在锡林两侧分别传动。通常情况下顺针辊和逆针辊数量相等,也有个别情况顺针辊和逆针辊数量比为1∶3,用于特殊织物增加起毛密度。起毛织物紧贴锡林按图1所示方向向前走动,由于前后两根牵引辊间存在速差,出布引辊的线速度大于进布牵引辊,织物贴在起毛辊表面有一定的张力。起毛辊在自转的同时还随着锡林做公转运动,起毛针布的针尖和织物间有一定的相对速差,就产生了起毛作用。
2 起毛机参数对织物起毛的影响
2.1 起毛辊转速
起毛辊的起毛速度就是起毛辊上针尖相对于织物的相对速度,是一个相对速度的概念,下面以我公司生产的MB331型起毛机为例进行计算。
我们将图1中顶端的顺针辊、逆针辊和织物放大,见图2,各部分的运动方向如图2中箭头所示。
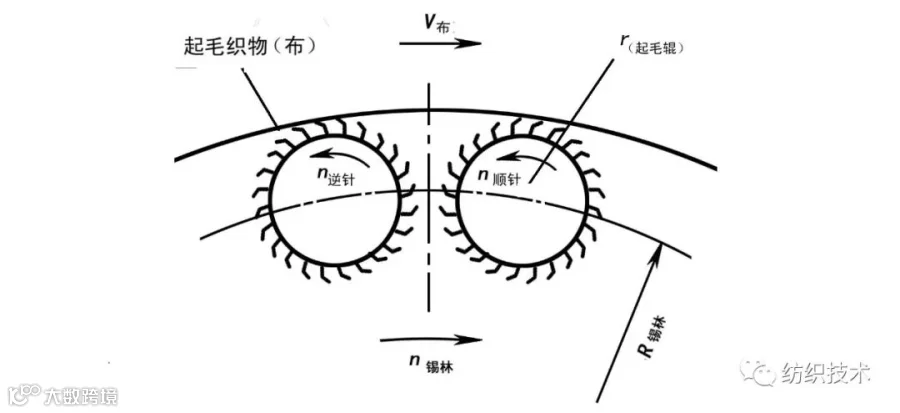
图2 MB331型起毛机运动示意
虽然顺针辊和逆针辊针尖朝向相反,但其速度的计算是相同的,起毛辊一边自转一边随着锡林公转,针尖速度是自转速度和公转速度的一个合成速度,逆针辊自转时产生的针尖速度为:
V逆自=2πn逆r
其中n逆为逆针辊转速,单位为 r/min;r为起毛辊上针尖所在圆的半径,单位为m。
逆针辊公转时产生的针尖速度为:
V逆公=2πn锡林(R+r)
因起毛辊转向(自转方向)与锡林转向(公转方向)相反,以针尖方向为正,逆针辊针尖的合成速度为:
V针尖逆= V逆自-V逆公=2π[n逆r- n锡林(R+r)]
起毛速度就是逆针辊针尖与布间的相对速度,逆针针尖方向与布速(布的运动方向)相反,逆针辊的起毛速度用V逆起表示,V逆起= V针尖逆- V布,如以逆针针尖指向方向为正, V布方向相反,是负数,则V逆起= V针尖逆+ V布,当V逆起>0时,逆针在起毛,V逆起越大,起毛力度越大;当V逆起=0时,逆针针尖与布的速度相等,它们之间无相对运动,不起毛,我们称这一点速度为起毛零点速度;当V逆起<0时,逆针辊针尖背向布面滑动,起到梳毛的作用,其负值的绝对值越大,梳毛力度越大。
当逆针辊处于起毛零点时V针尖逆= V布,但两者运动方向相反,2π[n逆r- n锡林(R+r)]= V布,其中n逆为逆针的自转速度,处于起毛零点时,n逆=[V布/(2π)+ n锡林(R+r)]/r,起毛针辊起毛零点的自转速度与布速、锡林直径大小、起毛辊直径、针布高度等相关联,另外起毛辊上皮带轮直径也影响到其自转速度,也是零点速度的关联参数之一。
顺针辊的起毛速度的计算与逆针辊相同,只不过它的针尖方向与逆针辊相反罢了。顺针辊和逆针辊起毛零点的速度相同,所以在起毛机触摸屏上起毛辊零点转速是一个数值,顺逆针辊都一样。
参考图2,同样V针尖顺= V顺自-V顺公=2π[n逆r- n锡林(R+r)]。
顺针针尖方向与布的运动方向相同,V顺起= V针尖顺+ V布,由于顺针辊针尖朝向与逆针辊相反,故顺针辊自转转速低于零点越多起毛力度越大,等于起毛零点不起毛,高于零点处于梳毛状态。这正好和逆针辊相反,逆针辊转速高于零点越多,起毛力度越大。
上面提到起毛辊上皮带轮直径也影响到其自转速度,要说明的是n逆和n顺计算时包括两方面,一是顺逆针辊电机传动引起的自转转速,二是锡林转动引起的自转转速,即顺逆针辊传动皮带不动,锡林转动引起的顺逆针辊自转,注意转动方向,计算时加上±号。
2.2 起毛时的织物张力
织物走到大锡林上起毛的过程中,织物的拉伸力也就是起毛张力越大,越不易起毛。以梭织棉布为例,起毛过程是起毛针将经纬纱线中的纤维抽出,织物张力越大,纱线纤维的抱合力越大,抽出过程中摩擦力与之成正比,摩擦力如果大于纤维的拉断力,不仅拉不出毛,纤维还会被起毛针的针尖划断,极大损伤织物的强度。对于绒织物背面拉毛(这时用拉毛两个字比起毛更贴切),如拉舍尔毛毯、法兰绒等的背面拉毛,拉毛过程是针布将正面的绒纤维抽出到背面,如果起毛张力大的话,交织的底纱对面纱根部的勒紧力也大,面纱从背面抽出的摩擦力也大,不利于起毛。
如果织物在锡林上处于松弛的状态,起毛时很容易被针布勾住,在起毛辊上卷绕出现撕布现象。
起毛张力可以通过调节出布牵引辊和进布牵引辊的速差来调整,但是如果逆针辊和顺针辊起毛转速比例关系没调整好,单靠牵引辊也很难将起毛张力调到合适大小。
以图2为例,顺逆针辊由于针尖朝向相反,它们起毛时作用于布上的力的方向也相反,顺针勾着布往前拽,逆针勾着布往后拽。牵引辊速比不变,单一加大逆针辊或顺针辊的起毛转速,必将加大织物在锡林上的起毛张力。要维持合适的起毛张力,顺逆针辊的起毛转速要按一定的比例同增或同减。
2.3 锡林转向
还有一种锡林转向与走布方向相反的起毛机,型号为MB332以及MB335K,MB332的锡林、顺逆针辊、走布为一个电机传动,通过更改挂轮(齿轮)调整速度,市场上称为齿轮起毛机、小起毛,MB335K是MB332起毛机的自动控制升级版,它的锡林、顺逆针辊、走布为独立电机变频拖动,加上PLC和触摸屏控制、操作,与MB331控制方案类似,只不过锡林转动方向相反及起毛辊直径不同,MB331型起毛机顺逆针辊直径(裸辊,不含针布)为ø70 mm,MB332和MB335K为ø60 mm。
上述两款小起毛机多用来做圆筒针织物的起毛,如摇粒绒、卫衣布等,通常将顺针辊包裹直脚针布,逆针辊依然包裹弯角针布。针尖朝向与锡林转向相同的定义为顺针,相反的为逆针。由于锡林转向与MB331起毛机相反,它的逆针和顺针辊的针尖朝向也相反。其运动方向如图3所示。
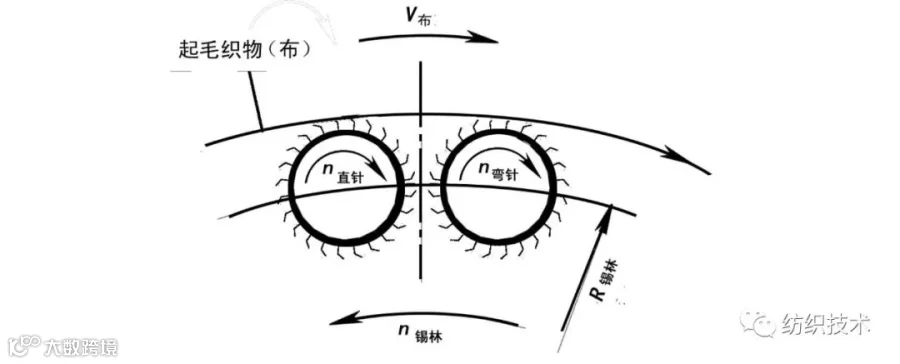
图3 MB332型起毛机运动示意
由于顺针辊采用的是直脚针布,除了能调节织物的起毛张力外,还能起到“伏毛”的作用。弯针将毛起出后,直针不断向相反方向“搅拌”,使起出的毛倒伏并相互交织,形成一种类似于毡状的绒面效果,因此,在小起毛机上包缠直脚针布的顺针辊称作“伏毛辊”,包裹弯脚针布的逆针辊称作“起毛辊”。
参考图1,位于两根牵引辊之间的织物包覆在大锡林上,有一定的长度。对于MB331型起毛机来讲,对起毛起到主导作用的逆针辊在织物上施加了一个与织物前进方向相反的力,参考图3,出布牵引辊需要一个更大的力才能将布牵出。对于弹性较大的针织物来讲,第一,织物受力大会被过分拉长,起毛后门幅过窄,还容易在锡林上产生皱褶,造成起毛废品;第二,织物被过分拉长后,造成牵引走布的不稳定;第三,牵引力越大,织物压在针辊表面的径向分力越大,易造成起毛拉坏底纱的现象。因此MB331型起毛机不适合于弹性较大的圆筒针织物起毛,鹰游纺机为此又相继开发了MB332型起毛机(小起毛机、齿轮起毛机)和MB335K型起毛机(全变频小起毛机,全变频齿轮起毛机),这两款起毛机又可分为20辊和24辊两种,起毛辊直径又可分为60 mm和62 mm两种。如图3所示,MB332型起毛机的逆针辊(即起毛辊)的针尖朝向与织物的走布的方向相同,针辊起毛时施加于布上的力顺着走布的方向,这样织物运动所需的的牵引力可以大大减小,避免了逆针辊起毛对圆筒针织物的不利影响。
2.4 起毛辊直径
上一节说到MB335K型起毛机的起毛辊直径有60 mm和62 mm两种,同样一台设备起毛辊直径大小对起毛有什么影响呢?首先起毛辊直径大包裹的针布也多,会有更多的起毛针参与起毛工作,起毛辊直径大了,自然起毛效率也就高了。增加起毛辊直径也有利有弊,效率提高了但是会增加织物在锡林段的起毛张力,起毛辊直径大参与起毛的起毛针也多,打个比方1根起毛针施加在织物上的力是1 N,1000根针是1000 N,1200根针就是1200 N。增加起毛辊直径后起毛张力增大,不利于起毛,对圆机织物来讲也会增大卷边,且起毛的毛面不细腻。用MB335K型起毛机起摇粒绒,起毛辊直径用60 mm的就比62 mm的卷边小,毛面细腻,但62 mm的产量高,鱼和熊掌不可兼得,用户要根据订单要求合理选配。
MB331型起毛机(24辊、36辊)的起毛辊直径为70 mm,MB335K型起毛机的起毛辊直径、为60 mm,且锡林转向相反,所以MB335K起毛张力、织物牵引张力更小,更适合于弹性大的织物起毛。
设计起毛机时起毛辊刚性及抗弯强度也是确定起毛辊直径的大小重要因素,比如说鹰游纺机3.2 m的宽幅起毛机的起毛辊直径只有80 mm一种规格,不用70 mm就是从这方面考虑的。我们做的80 mm直径的起毛辊比70 mm的(都是车外圆加工)抗弯强度增加约55%。
2.5 顺针辊与逆针辊的起毛差别
上两节讲到MB335K型起毛机可以避免逆针辊起毛对弹性较大的圆筒针织物的不利影响,为什么MB331型起毛机不可以用顺针起毛,逆针梳毛来减小织物的起毛和牵引张力呢?我们先来看一下逆针辊与顺针辊上针尖的运动轨迹。以MB331型24辊起毛机为例,分析起毛辊上的一个针尖A的运动轨迹,参见图4。
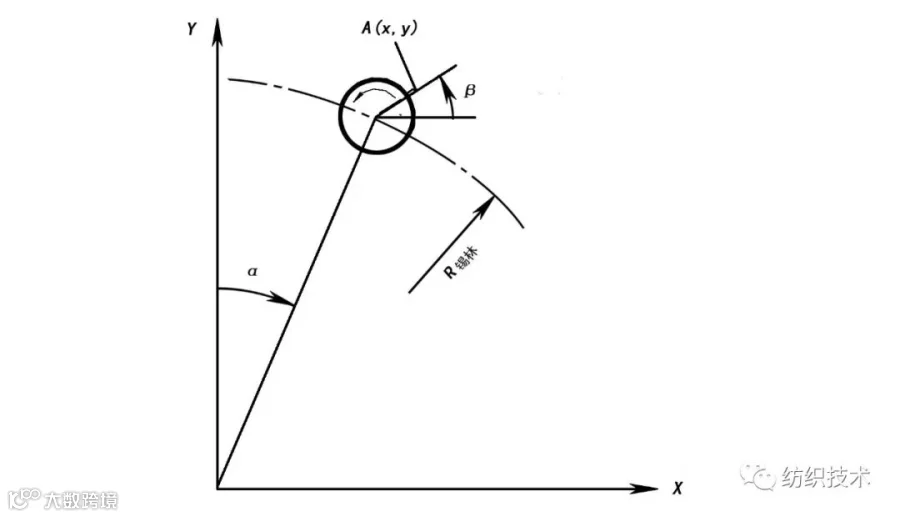
图4 针尖A运动轨迹
A点的运动解析方程为:
x=Rsinα+rcosβ
y=Rcosα+rsinβ
假设锡林转速为75 r/min,布速为15 r/min,则起毛零点为262 r/min,R=375 mm,r=45 mm,逆针、顺针均在起毛状态,与织物的相对速度数值一致(方向相反),与起毛零点均差40 r/min,逆针辊转速为302 r/min,顺针辊转速为222 r/min,将上述条件带入解析方程,以时间t为变量,则逆针辊一个针尖的运动解析方程为:
x=375sin(7.854t)+45cos(31.63t)
y=375cos(7.854t)+45sin(31.63t)
注意:单位全部转化成国际单位用米、秒,角度用弧度。我们利用绘图软件的公式曲线功能可以画出锡林旋转一周逆针辊上的一个针尖的运动轨迹,如图5。
顺针辊一个针尖解析方程为:
x=375sin(7.854t)+45cos(23.25t)
y=375cos(7.854t)+45sin(23.25t)
与逆针一样可以画出锡林旋转一周,顺针辊一个针尖的运动轨迹,如图6。
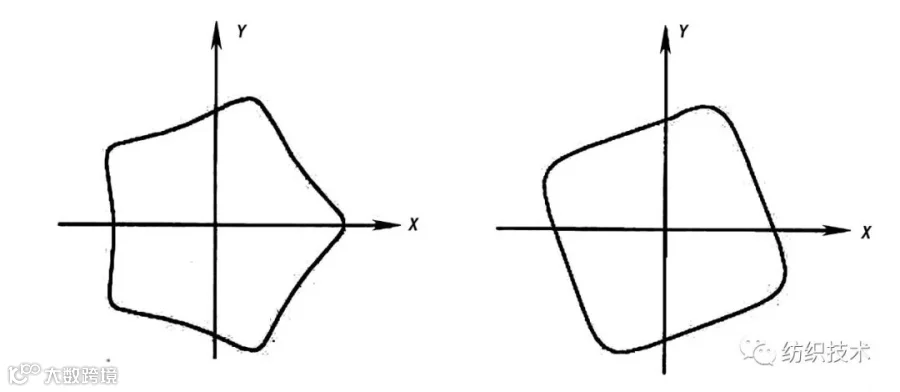
图 5 图 6
曲线上的凸点即针尖与布面的接触点,在凸点处针尖将纤维勾住、往外拉、最后针尖脱出。比较图5和图6可以看出,尽管逆针辊和顺针辊具有相同的起毛速度,但锡林转一圈,逆针辊的一根起毛针起毛5次,顺针辊的一根针起毛4次,在这种状态下,逆针辊起毛效率比顺针辊高出25%,起毛密度也高出25%,这就是通常情况下起毛机主要靠逆针起毛的原因。
仔细观察图5和图6两个曲线,还可以看出逆针曲线凸点比顺针要尖,也就是曲率半径小,在同样起毛速度情况下在起毛过程中逆针勾住纤维从入针到脱针的时间比顺针短,所以相比较而言逆针起毛短而密,顺针起毛长而疏。
2.6 锡林转速
参考图1,织物从牵引一侧A点进入锡林起毛到出布牵引B点离开锡林,织物上的一点跑过起毛辊的数量我们定义为织物一次起毛的起毛频数,假设织物上的一点从A点运动到B点,共用去10 sec,锡林转速为75 m/min,24辊,织物上的一点共跑过的起毛辊数为S,S=10×(75/60)×24-18=282,其中18为织物从A点到B点向前越过的起毛辊数量,也就是织物在锡林上包裹的起毛辊数量。同样条件下,如果锡林转速为85 m/min,则S=10×(85/60)×24-18=322,经过一根起毛辊完成一根起毛辊起毛,很明显S值越高,织物上的一个点的起毛次数越多,织物起毛的密度越高,提高锡林转速可以增加织物的起毛密度。36辊起毛机比24辊的起毛密度高也是这个道理。
如果织物在一台起毛机上起过毛之后再来一遍,相当于两台起毛机起毛,也可以增加织物一个点上的S值累加,提高起毛密度。在S值相同的情况下,两台起毛机起毛织物的起毛损耗高,而且织物经过一次起毛后,起出的毛覆盖在织物的表面,也会影响下一次起毛时针尖与底布的接触。
织物在锡林上包覆的起毛辊数量对于S值也有影响,还以图1为例,如果布速为15 m/min,包覆的辊数为18根,从A点到B点共用1.319 sec,S=33,将织物包覆的辊数增加到22,从A点到B点共用1.613 sec,S=42,增加27%。但织物在锡林上包覆起毛辊的数量受到清理机构和除尘风罩的影响,我们公司生产的24辊起毛机,包覆的辊数为18根。
另外牵引辊除了考虑包覆辊数因素外,应尽量减小与起毛辊的距离,缩短织物脱离锡林后到牵引辊之间的距离,以减少钩布现象造成的牵引力忽大忽小。
2.7 起毛辊数量
MB332型起毛机分为20辊和24辊两种, 24辊起毛机锡林转速100 m/min,在同一布速的情况下,要达到同一S值,20辊的锡林转速必须达到150 m/min才相当。也就是说,20辊起毛机150 m/min时才能达到24辊起毛机100 m/min的起毛效果。当然了,24辊起毛机的起毛张力比较大,生产效率高,但20起毛机的起毛绒面效果优于24辊。
3 起毛机运转参数对起毛风格的影响
起毛针将纤维从织物中拉出,是一个做功的过程,起毛针勾出纤维力量的大小和时间的长短将直接影响到起毛绒面的风格,物理学有一个冲量的概念,冲量I=Ft,即力F与力作用的时间t的乘积。我们可以借用这个概念来探讨起毛机运转参数对起毛风格的影响。
起毛是一个动态过程,起毛力很难在起毛过程中测出,但我们可以看到:起毛辊与织物的相对速度越高,起毛针的倒伏变形越大,起毛针承受的也越大,因此起毛力与针辊的起毛线速度成正比:F=K1V,V是针尖与布面的相对速度,K1是一个有单位的常数。
冲量I=Ft,力的作用时间t可以根据布速和锡林转速和起毛线速度算出,但很显然t与布速和锡林转速成反比(按起主要起毛作用的逆针举例),即t= K2/(V布×n锡林)
I=Ft= K1 K2V/(V布×n锡林)=KV/(V布×n锡林),K= K1 K2,也是一个有单位的常数,与针布起毛针的弹性有关。
K值的多少我们不去考虑,只要V/(V布×n锡林)的值不变,起毛的绒面风格就不变。如果锡林转速变化后而V/(V布×n锡林)的值不变,起出毛的绒面风格相同,但密度会有所差异,锡林转速高的密度高。这一点我们已在起毛机上做过验证试验。
4 起毛针布的影响
除了设备型号和运转参数,起毛针布对起毛也至关重要的,做针布的公司根据不同起毛织物的特点设计了各种相应的针布,针的截面、植针角度、基布、橡胶层等各不相同,每个起毛机使用厂家都有自己的选用经验。另外新针布使用前的处理如光洁钝化、撞针等对起毛也有很大的影响,不处理要么起不出毛,要么起毛损耗很高。为了提高织物起毛的均匀性,不同批次针布的一致性就尤为重要,一般来讲选择管理水平高的大公司的针布产品好一些。
总之,起毛机的设计参数决定了起毛机的类型和适用范围,使用时起毛机的运转参数决定了织物的起毛风格,针布的一致性和使用前的处理决定了起毛的均匀性和质量。
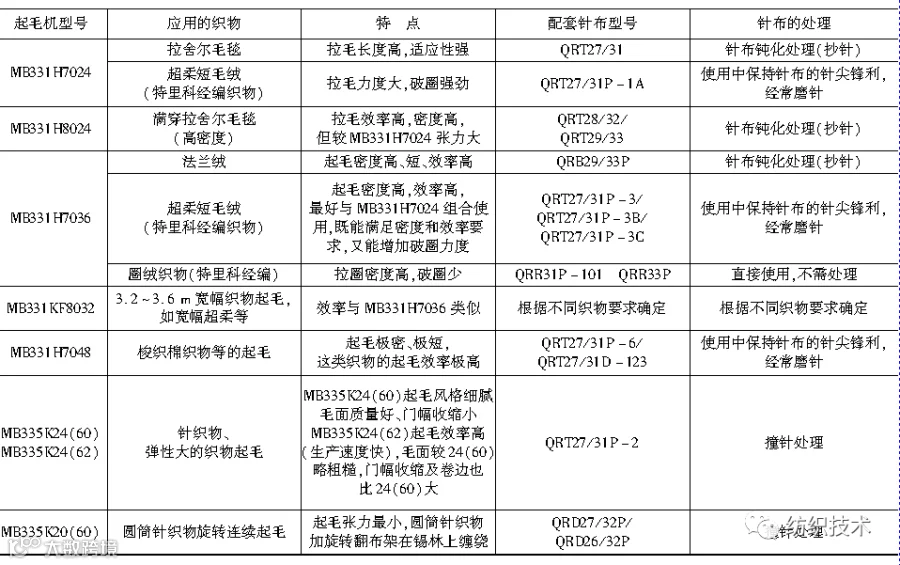
附:起毛机型号与特征


专家文集陆续推出中,目前已开通倪远、任家智、冯学本、杨巧云、欧怀林、许鑑良、肖光伟等7位专家。
公众号后台回复专家名字即可看到,方法如下。

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!