

本文发表在第31期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com
刺辊齿条螺旋倾角与分梳质量的关系研究
王盼、程隆棣
(东华大学纺织面料技术教育部重点实验室)
华志宏 (东华大学理学院)
0 前言
刺辊分梳是梳棉机上唯一一处握持分梳,主要负责纤维束的预分梳和除杂。其分梳工作的好坏决定着锡林盖板区域的梳理质量和齿条的使用寿命,并直接影响生条的质量和梳棉机产量的提高。齿条是刺辊完成分梳最重要的器材。现阶段对齿条的研究主要集中在齿条规格(齿高、齿密、锯齿工作角、齿顶宽度等)和齿形(自锁式、梳针式、双曲面式等)上[1-3]。梳针式刺辊仅在三刺辊系统上用到,而齿条式刺辊仍占主导地位[4-1]。
刺辊齿条螺旋缠绕滚筒,故有螺旋倾角产生,倾角会影响刺辊的分梳效果。前人关于刺辊螺旋倾角的研究往往从气流方面入手[1-1],却忽略了齿条的倾斜分梳对刺辊分梳效果的影响。
本文以单个锯齿为研究对象,对嵌入式和自锁式刺辊齿条的分梳过程进行理论分析,采用力学模型的方法对螺旋倾角为0°和θ时纤维的受力情况进行研究,并通过显式动力学模块对倾角为0°、1°、2°时锯齿的运动进行仿真。研究结果为新型刺辊齿条的制备及生产实践提供理论依据。
1 螺旋倾角影响齿条分梳的理论分析
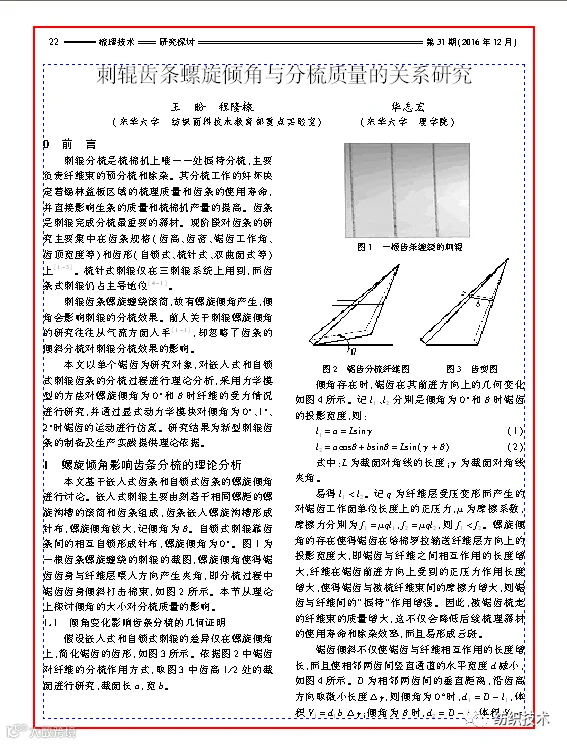
本文基于嵌入式齿条和自锁式齿条的螺旋倾角进行讨论。嵌入式刺辊主要由刻若干相同螺距的螺旋沟槽的滚筒和齿条组成,齿条嵌入螺旋沟槽形成针布,螺旋倾角较大,记倾角为θ。自锁式刺辊靠齿条间的相互自锁形成针布,螺旋倾角为0°。图1为一根齿条螺旋缠绕的刺辊的截图,螺旋倾角使得锯齿齿身与纤维层喂入方向产生夹角,即分梳过程中锯齿齿身倾斜打击棉束,如图2所示。本节从理论上探讨倾角的大小对分梳质量的影响。
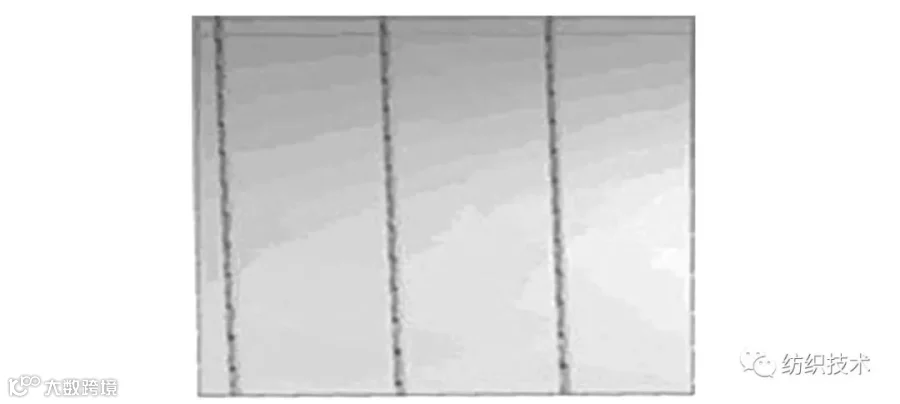
图1 一根齿条缠绕的刺辊
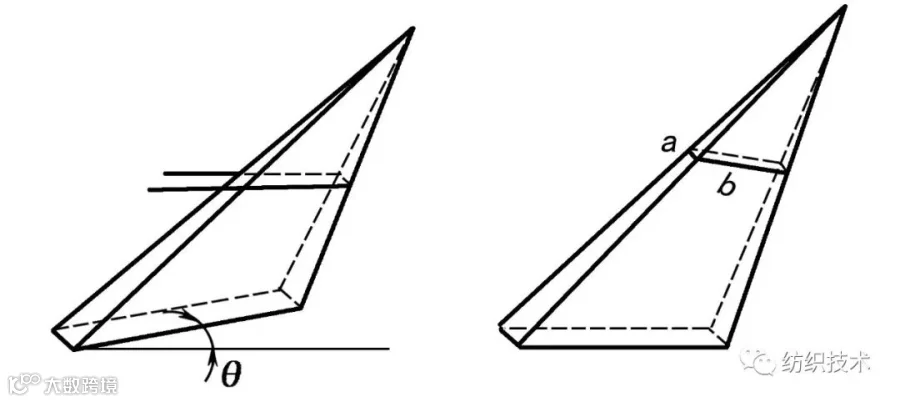
图2 锯齿分梳纤维图 图3 齿型图
1.1 倾角变化影响齿条分梳的几何证明
假设嵌入式和自锁式刺辊的差异仅在螺旋倾角上,简化锯齿的齿形,如图3所示。依据图2中锯齿对纤维的分梳作用方式,取图3中齿高1/2处的截面进行研究,截面长a,宽b。
倾角存在时,锯齿在其前进方向上的几何变化如图4所示。记l1、l2分别是倾角为0°和θ时锯齿的投影宽度,则:
l1=a=Lsinγ (1)
l2=acosθ+bsinθ=Lsin(γ+θ) (2)
式中:L为截面对角线的长度;γ为截面对角线夹角。
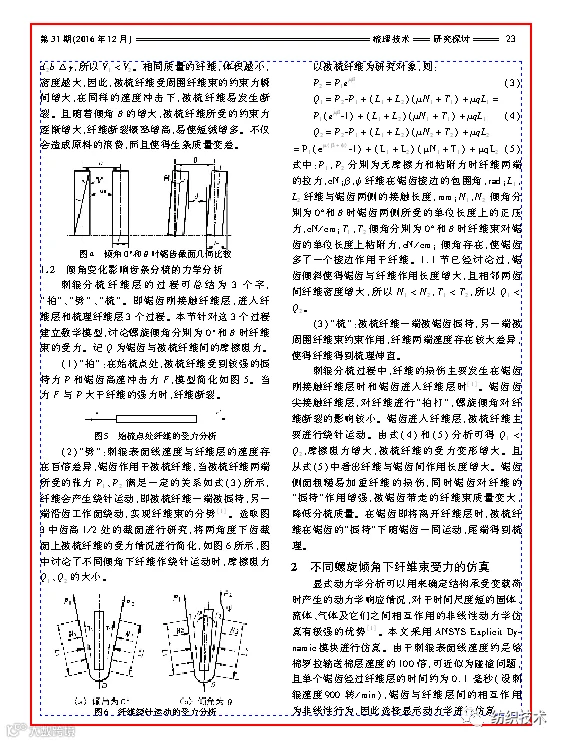
易得l1<l2。记q为纤维层受压变形而产生的对锯齿工作面单位长度上的正压力,μ为摩擦系数,摩擦力分别为f1=μql1,f2=μql2,则f1<f2。螺旋倾角的存在使得锯齿在给棉罗拉输送纤维层方向上的投影宽度大,即锯齿与纤维之间相互作用的长度增大,纤维在锯齿前进方向上受到的正压力作用长度增大,使得锯齿与被梳纤维束间的摩擦力增大,则锯齿与纤维间的“握持”作用增强。因此,被锯齿梳走的纤维束的质量增大,这不仅会降低后续梳理器材的使用寿命和除杂效率,而且易形成云斑。
锯齿倾斜不仅使锯齿与纤维相互作用的长度增长,而且使相邻两齿间竖直通道的水平宽度d减小,如图4所示。D为相邻两齿间的垂直距离,沿齿高方向取微小长度△y,则倾角为0°时,d1=D-l1,体积V1=d1b△y;倾角为θ时,d2=D-l2,体积V2=d2b△y,所以V1<V2。相同质量的纤维,体积越小,密度越大,因此,被梳纤维受周围纤维束的约束力瞬间增大,在同样的速度冲击下,被梳纤维易发生断裂。且随着倾角θ的增大,被梳纤维所受的约束力逐渐增大,纤维断裂概率增高,易使短绒增多。不仅会造成原料的浪费,而且使得生条质量变差。
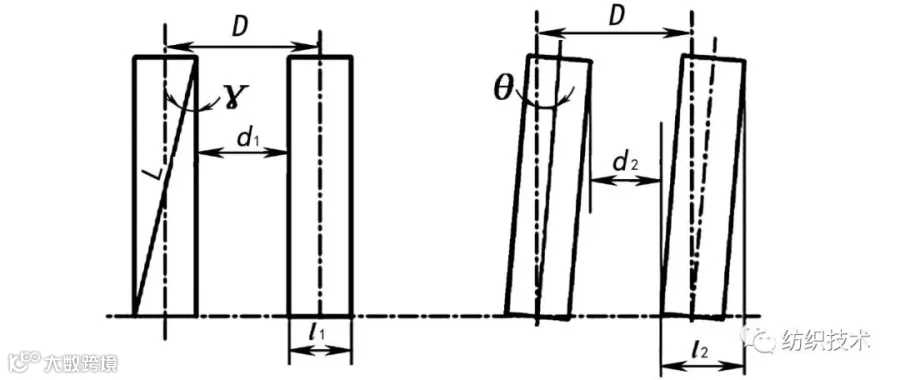
图4 倾角0°和θ时锯齿截面几何比较
1.2 倾角变化影响齿条分梳的力学分析
刺辊分梳纤维层的过程可总结为3个字,“拍”、“劈”、“梳”。即锯齿刚接触纤维层,进入纤维层和梳理纤维层3个过程。本节针对这3个过程建立数学模型,讨论螺旋倾角分别为0°和θ时纤维束的受力。记Q为锯齿与被梳纤维间的摩擦阻力。
(1)“拍”:在始梳点处,被梳纤维受到较强的握持力P和锯齿高速冲击力F,模型简化如图5。当力F与P大于纤维的强力时,纤维断裂。

图5 始梳点处纤维的受力分析
(2)“劈”:刺辊表面线速度与纤维层的速度存在百倍差异,锯齿作用于被梳纤维,当被梳纤维两端所受的张力P1、P2满足一定的关系如式(3)所示,纤维会产生绕针运动,即被梳纤维一端被握持,另一端沿齿工作面绕动,实现纤维束的分劈[1]。选取图3中齿高1/2处的截面进行研究,将两角度下齿截面上被梳纤维的受力情况进行简化,如图6所示,图中讨论了不同倾角下纤维作绕针运动时,摩擦阻力Q1、Q2的大小。
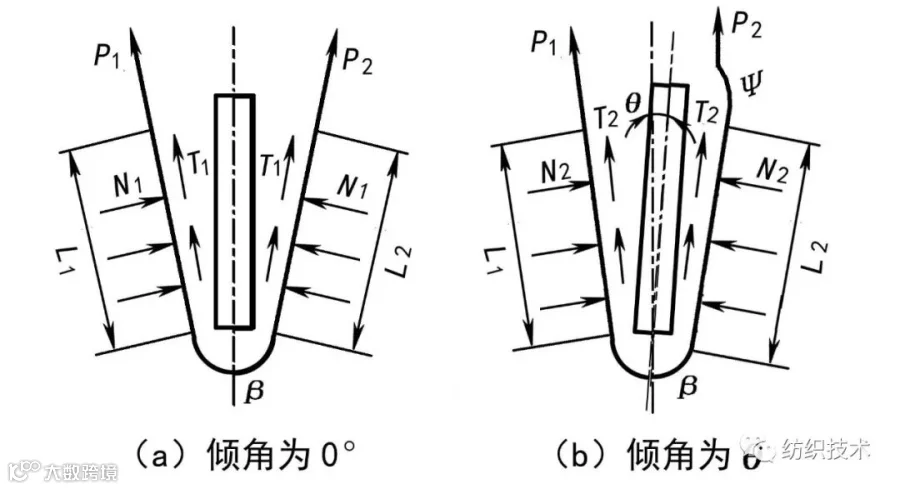
图6 纤维绕针运动的受力分析
以被梳纤维为研究对象,则:
P2=P1eμβ (3)
Q1=P2P1+(L1+L2)(μN1+T1)+μqL1=
P1(eμβ-1)+(L1+L2)(μN1+T1)+μqL1 (4)
Q2=P2P1+(L1+L2)(μN2+T2)+μqL2
=P1(eμ(β+ψ)-1)+(L1+L2)(μN1+T1)+μqL2 (5)
式中:P1,P2分别为无摩擦力和粘附力时纤维两端的拉力,cN;β,ψ纤维在锯齿棱边的包围角,rad;L1,L2纤维与锯齿两侧的接触长度,mm;N1,N2倾角分别为0°和θ时锯齿两侧所受的单位长度上的正压力,cN/cm;T1,T2倾角分别为0°和θ时纤维束对锯齿的单位长度上粘附力,cN/cm;倾角存在,使锯齿多了一个棱边作用于纤维。1.1节已经讨论过,锯齿倾斜使得锯齿与纤维作用长度增大,且相邻两齿间纤维密度增大,所以N1<N2,T1<T2,所以Q1<Q2。
(3)“梳”:被梳纤维一端被锯齿握持,另一端被周围纤维束约束作用,纤维两端速度存在较大差异,使得纤维得到梳理伸直。
刺辊分梳过程中,纤维的损伤主要发生在锯齿刚接触纤维层时和锯齿进入纤维层时[1]。锯齿齿尖接触纤维层,对纤维进行“拍打”,螺旋倾角对纤维断裂的影响较小。锯齿进入纤维层,被梳纤维主要进行绕针运动。由式(4)和(5)分析可得Q1<Q2,摩擦阻力增大,被梳纤维的受力变形增大。且从式(5)中看出纤维与锯齿间作用长度增大。锯齿侧面粗糙易加重纤维的损伤,同时锯齿对纤维的“握持”作用增强,被锯齿带走的纤维束质量变大,降低分梳质量。在锯齿即将离开纤维层时,被梳纤维在锯齿的“握持”下随锯齿一同运动,尾端得到梳理。
2 不同螺旋倾角下纤维束受力的仿真
显式动力学分析可以用来确定结构承受变载荷时产生的动力学响应情况,对于时间尺度短的固体、流体、气体及它们之间相互作用的非线性动力学仿真有极强的优势[1]。本文采用ANSYS Explicit Dynamic模块进行仿真。由于刺辊表面线速度约是给棉罗拉输送棉层速度的100倍,可近似为碰撞问题,且单个锯齿经过纤维层的时间约为0.1 毫秒(设刺辊速度900 转/min),锯齿与纤维层间的相互作用为非线性行为,因此选择显示动力学进行仿真。
2.1 前处理
假设条件:(1)将齿截面简化为等腰三角形,齿简化为等腰三角体;(2)将纤维集合体简化为一整块纤维实体;(3)锯齿的运动简化为直线运动;(4)纤维实体中间存在截面为等腰三角形的窄缝,代替棉网中的缝隙。
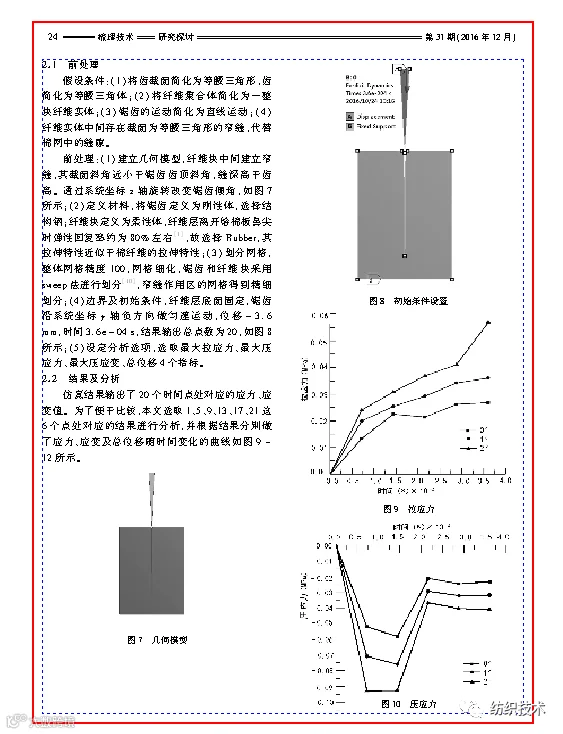
前处理:(1)建立几何模型,纤维块中间建立窄缝,其截面斜角远小于锯齿齿顶斜角,缝深高于齿高。通过系统坐标z轴旋转改变锯齿倾角,如图7所示;(2)定义材料,将锯齿定义为刚性体,选择结构钢;纤维块定义为柔性体,纤维层离开给棉板鼻尖时弹性回复率约为80%左右[1],故选择Rubber,其拉伸特性近似于棉纤维的拉伸特性;(3)划分网格,整体网格精度100,网格细化,锯齿和纤维块采用sweep法进行划分[10],窄缝作用区的网格得到精细划分;(4)边界及初始条件,纤维层底面固定,锯齿沿系统坐标y轴负方向做匀速运动,位移-3.6 mm,时间3.6 e-04 s,结果输出总点数为20,如图8所示;(5)设定分析选项,选取最大拉应力、最大压应力、最大压应变、总位移4个指标。
2.2 结果及分析
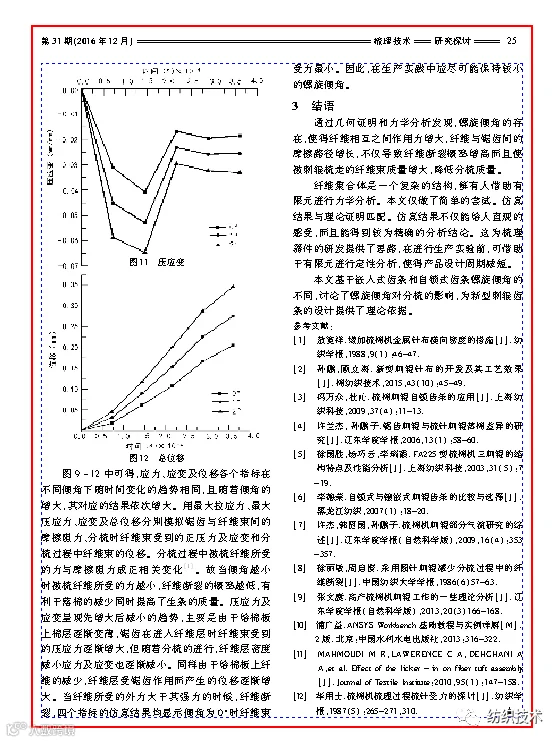
仿真结果输出了20个时间点处对应的应力、应变值。为了便于比较,本文选取1、5、9、13、17、21这6个点处对应的结果进行分析,并根据结果分别做了应力、应变及总位移随时间变化的曲线如图9~12所示。
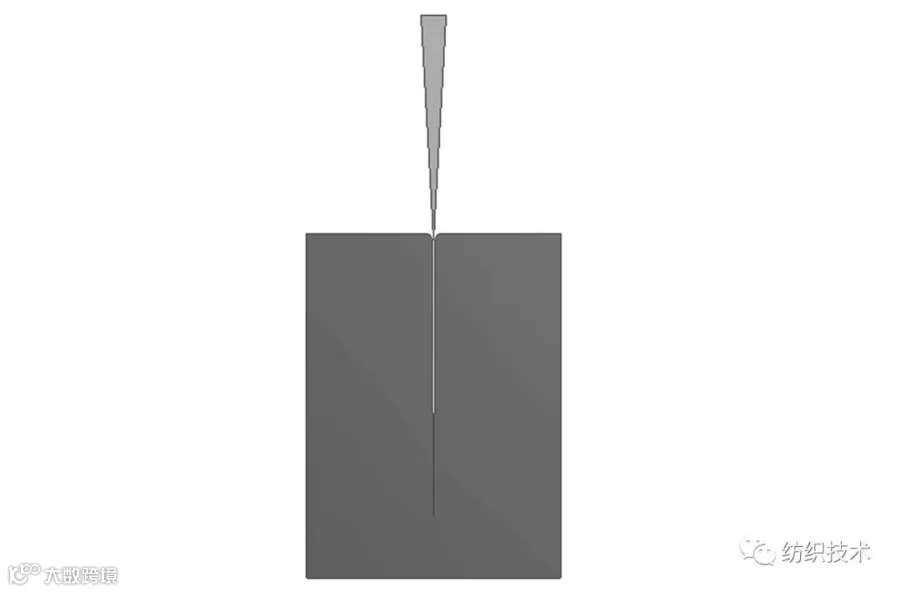
图7 几何模型
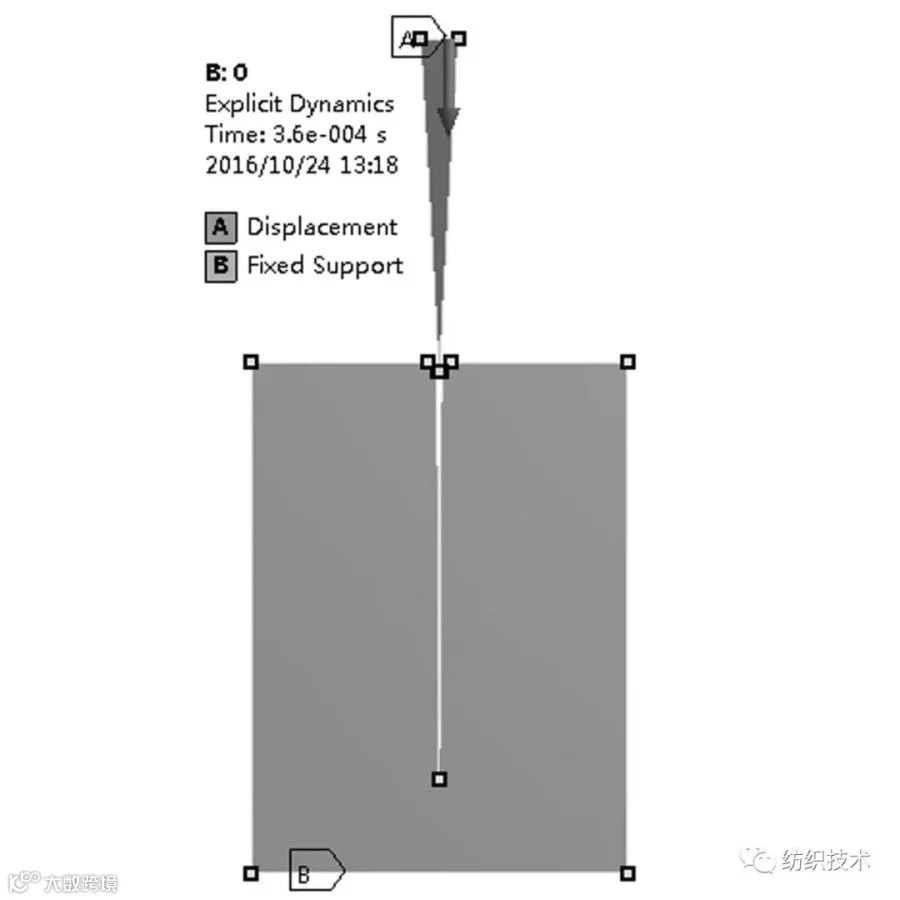
图8 初始条件设置
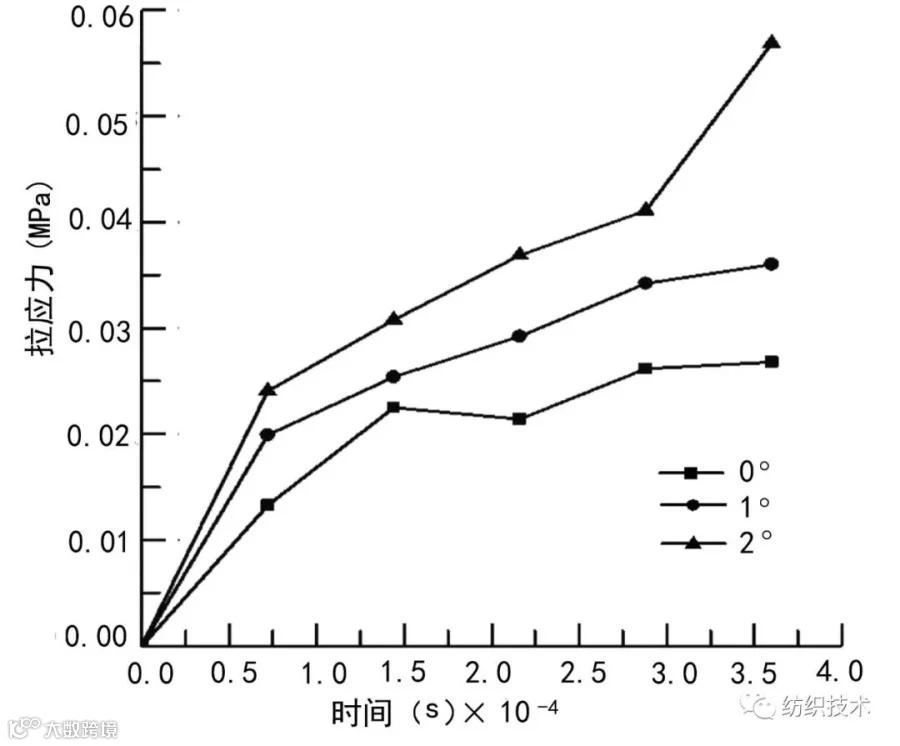
图9 拉应力
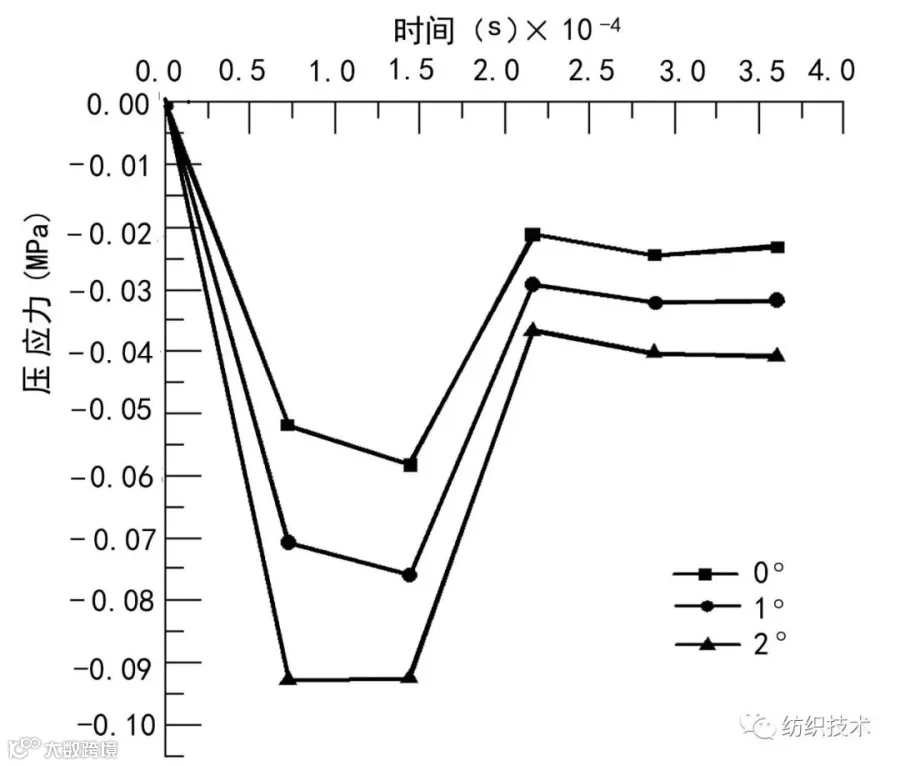
图10 压应力
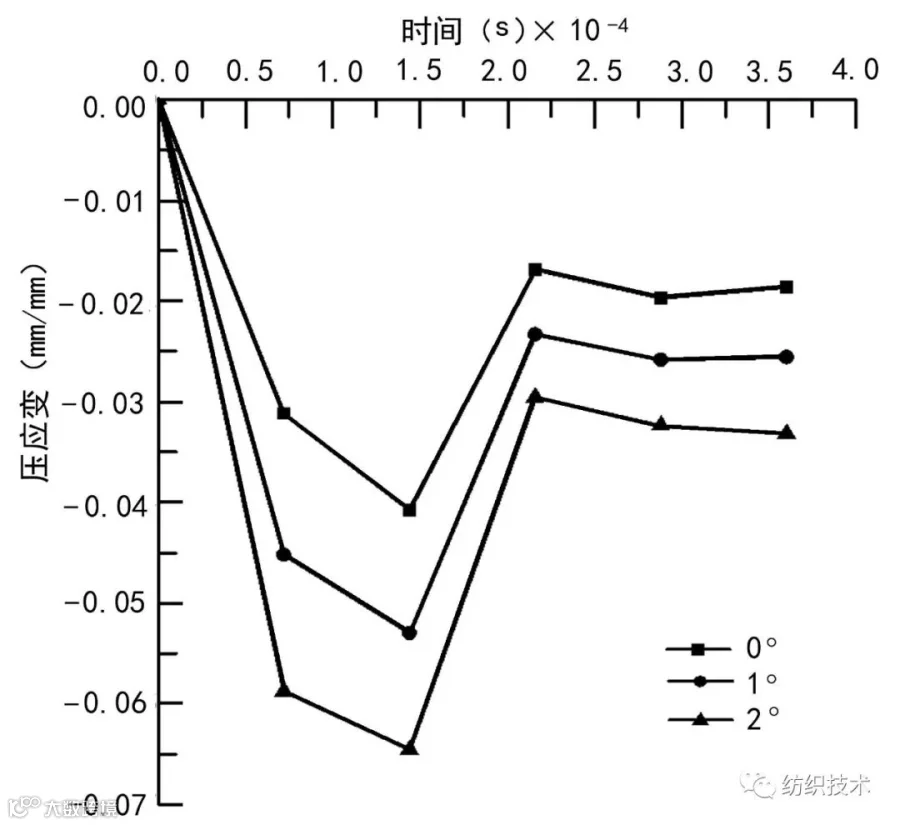
图11 压应变
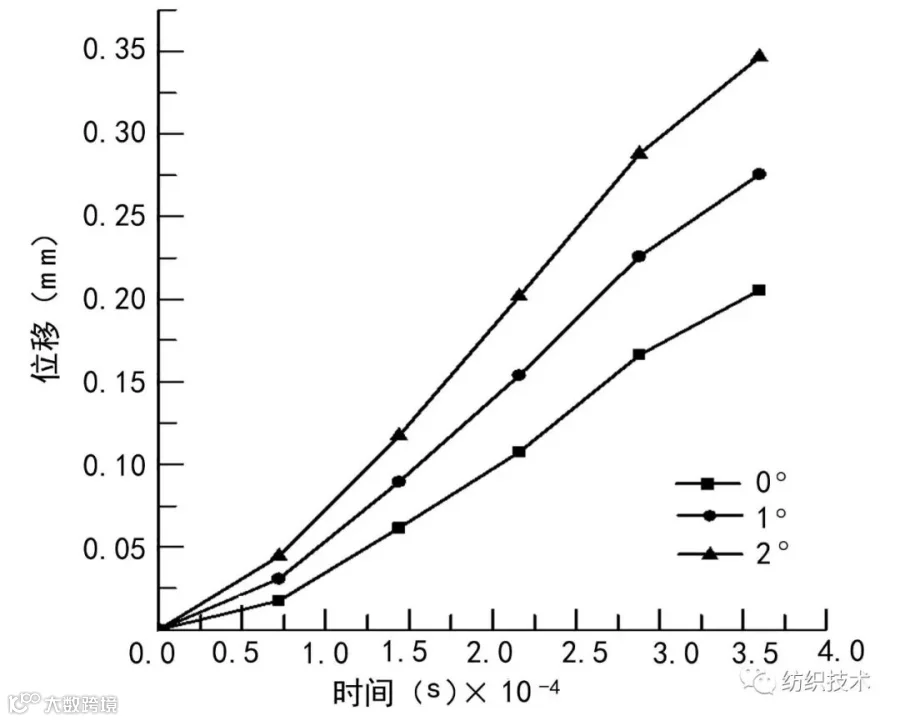
图12 总位移
图9~12中可得,应力、应变及位移各个指标在不同倾角下随时间变化的趋势相同,且随着倾角的增大,其对应的结果依次增大。用最大拉应力、最大压应力、应变及总位移分别模拟锯齿与纤维束间的摩擦阻力、分梳时纤维束受到的正压力及应变和分梳过程中纤维束的位移。分梳过程中被梳纤维所受的力与摩擦阻力成正相关变化[1]。故当倾角越小时被梳纤维所受的力越小,纤维断裂的概率越低,有利于落棉的减少同时提高了生条的质量。压应力及应变呈现先增大后减小的趋势,主要是由于给棉板上棉层逐渐变薄,锯齿在进入纤维层时纤维束受到的压应力逐渐增大,但随着分梳的进行,纤维层密度减小应力及应变也逐渐减小。同样由于给棉板上纤维的减少,纤维层受锯齿作用而产生的位移逐渐增大。当纤维所受的外力大于其强力的时候,纤维断裂,四个指标的仿真结果均显示倾角为0°时纤维束受力最小。因此,在生产实践中应尽可能保持较小的螺旋倾角。
3 结语
通过几何证明和力学分析发现,螺旋倾角的存在,使得纤维相互之间作用力增大,纤维与锯齿间的摩擦路径增长,不仅导致纤维断裂概率增高而且使被刺辊梳走的纤维束质量增大,降低分梳质量。
纤维集合体是一个复杂的结构,鲜有人借助有限元进行力学分析。本文仅做了简单的尝试。仿真结果与理论证明匹配。仿真结果不仅能给人直观的感受,而且能得到较为精确的分析结论。这为梳理器件的研发提供了思路,在进行生产实验前,可借助于有限元进行定性分析,使得产品设计周期减短。
本文基于嵌入式齿条和自锁式齿条螺旋倾角的不同,讨论了螺旋倾角对分梳的影响,为新型刺辊齿条的设计提供了理论依据。
参考文献:
[1]敖宽祥.增加梳棉机金属针布横向密度的措施[J].纺织学报,1988,9(1):46-47.
[2]孙鹏,顾立海.新型刺辊针布的开发及其工艺效果[J].棉纺织技术,2015,43(10):45-49.
[3]冯万众,杜沁.梳棉刺辊自锁齿条的应用[J].上海纺织科技,2009,37(4):11-13.
[4]许兰杰, 孙鹏子.锯齿刺辊与梳针刺辊落棉差异的研究[J].辽东学院学报,2006,13(1):58-60.
[5]徐国胜,杨巧云,李瑞霞.FA225型梳棉机三刺辊的结构特点及性能分析[J].上海纺织科技,2003,31(5):7-19.
[6]李德荣.自锁式与镶嵌式刺辊齿条的比较与选择[J].黑龙江纺织,2007(1):18-20.
[7]许杰,韩贤国,孙鹏子.梳棉机刺辊部分气流研究的综述[J].辽东学院学报(自然科学版),2009,16(4):353-357.
[8]徐丽敏,周启澄.采用圆针刺辊减少分梳过程中的纤维断裂[J].中国纺织大学学报,1986(6)57-63.
[9]张文赓.高产梳棉机刺辊工作的一些理论分析[J].辽东学院学报(自然科学版),2013,20(3)166-168.
[10]浦广益.ANSYS Workbench基础教程与实例详解[M].2版.北京:中国水利水电出版社,2013:316-322.
[11]MAHMOUDI M R,LAWERENCE C A,DEHGHANI A A,et al.Effect of the licker-in on fiber tuft assembly[J].Journal of Textile Institute:2010,95(1):147-158.
[12]华用士.梳棉机梳理过程梳针受力的探讨[J].纺织学报,1987(5):265-271,310.


专家文集陆续推出中,目前已开通倪远、任家智、冯学本、杨巧云、欧怀林、许鑑良、肖光伟等7位专家。
公众号后台回复专家名字即可看到,方法如下。

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!