

本文发表在第15期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com
论梳理机滚筒选型对其外壳挠曲变形的影响
Jacek Stadnicki,Ireneusz Wrobel
(美国Alabama Au 大学)
0 简介
为了在罗拉式梳理机上制出适当质量的纤维网,要求大锡林与工作辊的形状具有高度准确度,以便工作辊与大锡林共同工作时能非常靠近,二者之间的间隙应保持一个稳定的矩形(为了与纤维薄层的厚薄相适应,间隙应为机幅×0.2 mm)。要达到如此小的间隙(隔距),滚筒在工作状态下外形偏差及壳体变形不能大于隔距的50%,考虑锡林外形尺寸为1500 mm×2500 mm。能达到如此精度,加工工艺要求是非常高的。
1 原理
图1所示为最常用的梳理机大滚筒结构(锡林、道夫),滚筒由芯轴、外壳、内增强环和两边轮辐组成的焊接结构。
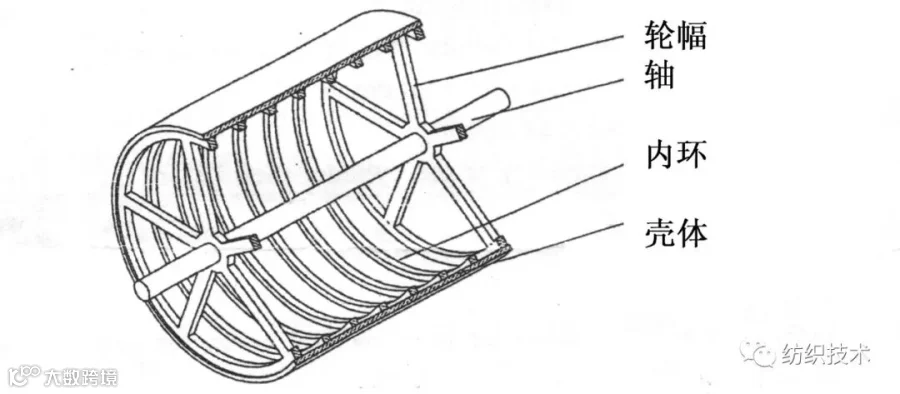
图1 滚筒典型结构示意
施于滚筒上的主要负荷为结构本身的净重和壳体所受到的外力,如图2~4所示。
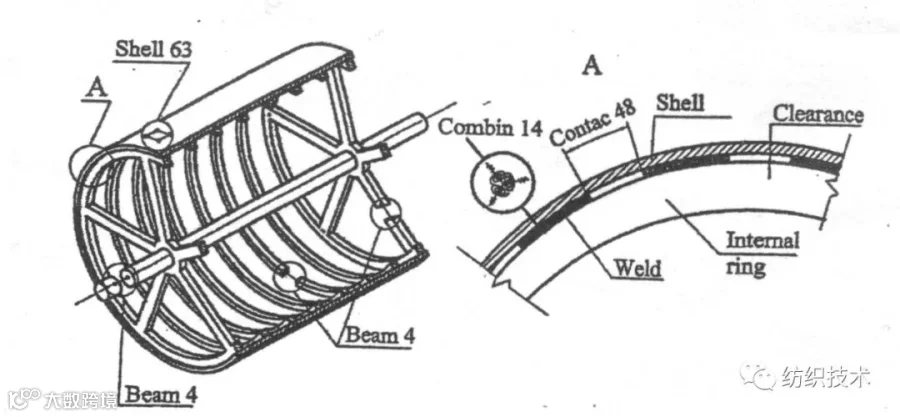
图2 径向表面压力计算示意
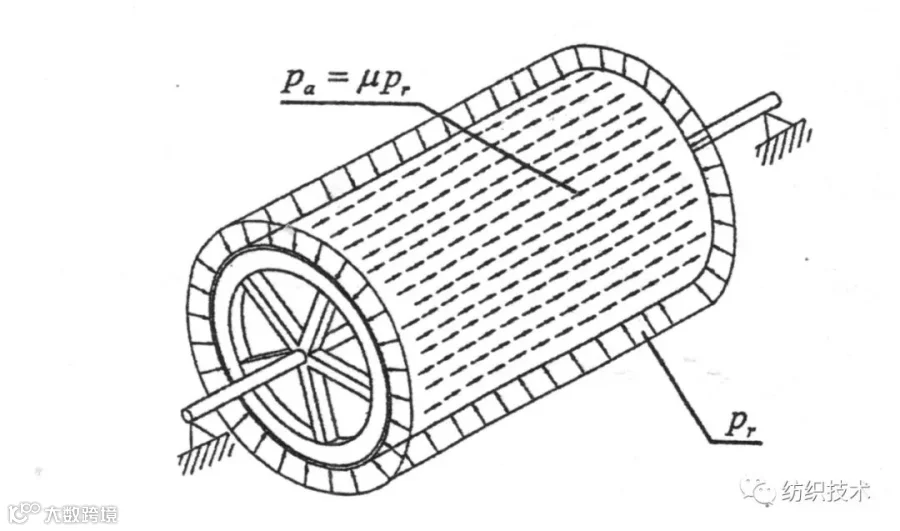
图3 滚筒轴向、径向负荷
图4 主滚筒离散模型示意
(1)径向力Pr:是金属锯条包卷张力而作用在滚筒上的压力。
(2)轴向力Pa:由包卷锯条时推拍锯条,锯条基部与滚筒之间的剩余摩擦力而来(见图3)。
(3)离心力: 由滚筒旋转运动所产生。但因与滚筒表面受到的压力有关,因此应从离心力中减去表面所受到的压力(径向力)。
尽管应用薄壳理论同样可以计算出滚筒挠曲变形,但其只适应于轴对称的筒壳,其结果往往与实测结果有相当的差异,为了使理论计算结果与实测结果相近,需要考虑更多附加因素。但这些因素在以往的计算模型中从来不予考虑。这些因素是:①滚筒未包卷针布前的薄壳外形尺寸精度;②滚筒壳壁厚的均匀度;③ 增强环与壳体四壁的间隙;④增强环与薄壳四壁焊缝的挠性。
3 计算模型
如果把全部因素考虑进去,则模型将非常复杂,甚至无法求解,因此选用有限元法,求出非轴对称模型是一种恰当的办法。图4给出离散模型之结构,专用软件包Ansys可用于各种有限元中。
(1)筒壳元Shell 63用于滚筒壳体模型化,Shell 63具有弯曲和薄膜两种性能,该元在每个节点上有6个自由度。
(2)臂杆元Beam4,用于边撑辐与内增强环和轴的模型化,它是单轴向元,有拉伸、压缩、扭转和弯曲性能。该元在结点上有6个自由度。
图5 焊接点之间的辅助模型
图6 各节点焊接张力变形曲线
(3)连接元Contac 48,用于筒壳与内增强环之间的焊缝间距段相结合的模型化。Contac 48又表明三维(3D)目标面和变形面之间的连接和滑移。
(4)弹性元(Combin14)用于焊缝之模型化两个结点的元。Combin14具有纵向长度性,不考虑弯曲和扭转性能,每个节点有3个自由度。
利用计算机模拟中编制的计算模型可求出在上述四个因素影响下滚筒的挠曲变形,并可评估出每一单元(因素)对滚筒壳变形的不同影响,为求出个别因素的影响,需要对应列出锡林不同的离散模型,这些模型模拟结果与前述诸因素模拟出的结果相关。按照这个程序在计算机上可生成24=16种变量,设影响滚筒形变的四因素中的每一因素为单一变量,以“1”或“0”符号代表不同性能值,则其计算模型如下:
a、筒壳形状[1XXX]代表几何形状,[X0XX]代表实测形状。
b、筒壳壁厚[X1XX]为理论均值,[X0XX]代表实测厚度。
c、内增强环与筒壳焊接点的结合刚度。[XX1X]代表刚性,[XX0X]代表柔性。
d、内增强环与筒壳内壁间隙。[XXX1]代表完全密接无间隙,[XXX0]代表实际间隙。
例如:考虑外壳厚度对变形的影响因素有23=8个变量,只就一种性能而言,其变化式组合有:[1110]+[1011];[1110]+[1010];[0111]+[0010];[0101]+[0001];[0100]+[0000]。结果由计算其平均值而得出。
4 数据结果和讨论
为了定量鉴定单一因素之影响,对5个滚筒进行了分析,对每个滚筒建立16种特定情况,选取了其中8对来描述每一因素的影响,总计得出40对情况对壳体变形的影响,将各节点中切向和轴向壳体变形值总加再求平均值,结果如图7。
图7 实际检查出各因素的平均值对变形的影响
借助于工作滚筒的离散计算模型,可以计算出FEM模型各节点处的筒壳变形,按筒壳的实际形状,实际厚度,筒壳与内增强环之间隙和增强环与壳体间焊缝的挠性,进行计算,图8为5个滚筒之一分析得出的假设变形表面图。
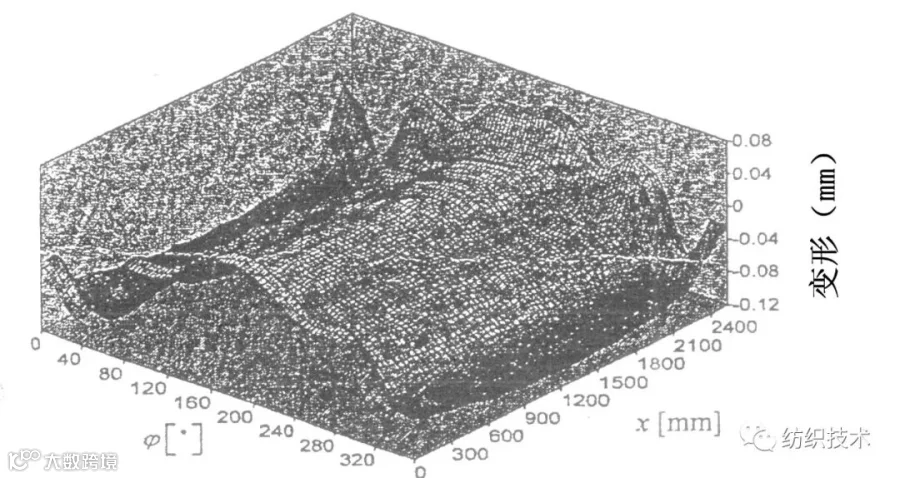
图8 5个滚筒之一分析得出的假设变形表面
5 实测检验证明
为了验证模型的正确性,对包卷金属锯条的滚筒进行了检测,检测点与包卷前相同,包卷后用测微计(千分表)重测滚筒挠曲变形(图9),并且与按模型计算所得的筒壳变形值对比,共作了五个滚筒检测,结果与理论计算结果是一致的,应用Pearson(波松)曲线相关系数γ评估计算与实测结果。相关系数平均值达76%。
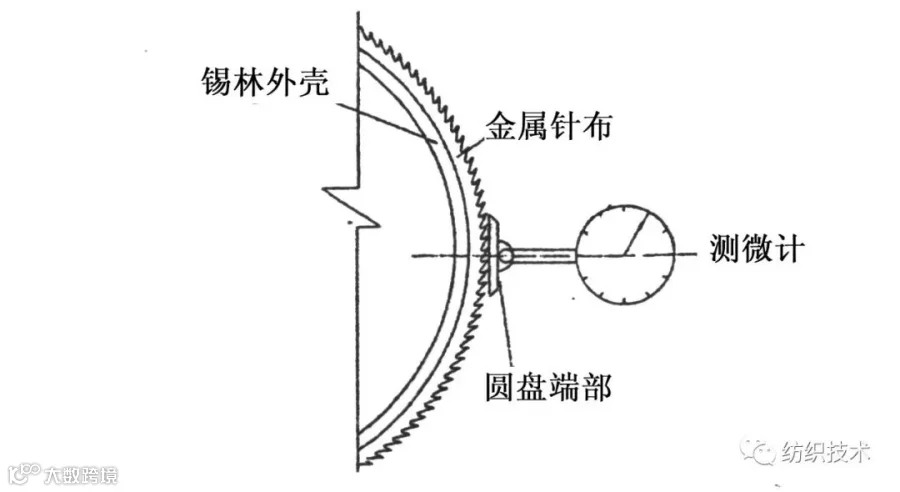
图9 滚筒外壳挠曲度变形检测
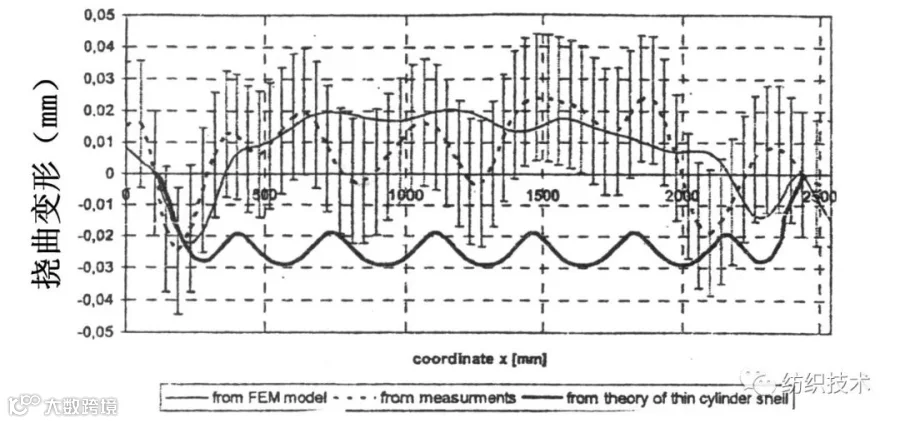
图10 平均挠度变形曲线
图10所示为所测5个滚筒之一平均挠曲变形与假设曲线的比较。变形的基准线(图10中0线)为中心轴与实际滚筒轴相重合的几个滚筒表面,其半径相等,取实际滚筒半径为x=0,偏差范围以垂直线段沿测点结合曲线标出。偏差带是测量误差和锯条制造偏差相加之结果。图10表明计算与实际检测结果,令人满意的一致。两条曲线都处于测量误差的偏差带中。
6 结论
分析了计算和实测的结果,得出如下结论,可用于实践,有助于梳理机滚筒结构设计和制造。
(1)计算滚筒的挠度变形时,用离散模型方法主要考虑形体尺寸偏差筒体壁厚均匀度,内增强环与筒壳焊缝之挠曲性以及之间的间隙。
(2)在特定的制造条件下,对实际滚筒变形的影响因素如图7所示。据分析,以下三项因素(筒壳形状,挠性度和间隙),对外壳变形的影响近乎10%。在滚筒设计计算时应给予充分注意。
(3)用有限元离散计算模型设计与实测可以达到令人满意的一致结果。
(4)利用计算模型进行设计计算可以提出改进滚筒结构的建议。
(5)用计算模型模拟包卷锯条于特定滚筒上的过程(实际形状、壁厚等),可预测包卷后能否满足加工各类纤维的工艺要求。
田尔和、戴珣 译
贺福敏 校


专家文集陆续推出中,目前已开通倪远、任家智、冯学本、杨巧云、欧怀林、许鑑良、肖光伟等7位专家。
公众号后台回复专家名字即可看到,方法如下。


《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!