
点击上方,轻松关注!!
本文发表在第16期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com
回转式盖板梳棉机的纤维动力学
戴珣 田尔和 译
0 前言
学者对回转盖板梳棉(理)机加工过程的动力学已进行了很多研究,并对已出版相关文献发表了重要评论[1]。评论指出在一些加工过程的基本领域,特别关于系统内部纤维状态(形态)的变化还需要进一步研究。
除去加工过程在产品的除杂和均匀性以外,研究梳理过程的主要任务是纤维的开松,分离和定向[2]。
高速摄影术,特殊光源和图像分析处理已有长足进步[3]。本文所述的研究工作即是应用这些技术,检测梳理过程中各阶段的开松度、分离度和定向度。这些先进技术也可用于研究其他纤维特征,如和纤维动力学状态相关的纤维卷曲水平(度)和速度的变化。在目前研究中应用客观的图像分析方法,可对梳棉机作最小的改装以使纤维流的失真降到最低。
1 实验
1.1 纤维材料
用俄罗斯原棉(Gork 98)做实验。根据HVI试验结果,长度为27mm,匀度值80,麦克隆值4.4。
也用1.7dtex×38mm的聚酯纤维,包括白色和黑色聚酯纤维的混合。黑色聚酯纤维为纺丝液染色,以减少混合纤维的表面特性的差异。白色纤维在负片(底片)中呈现为黑色,分析中易被发现,在本实验中主要用作示踪纤维(5%)。
原棉和聚酯纤维的成卷平均重量为590 g/m2和260 g/m2。
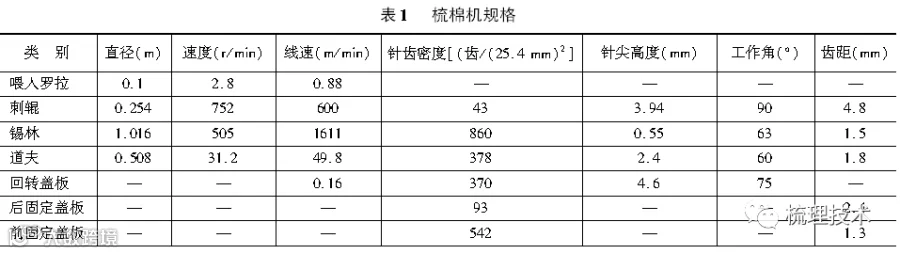
1.2 梳棉机规格
在本研究中用一台高速梳棉机,主要规格列于表1,制造厂推荐的调节隔距如下:
给棉板~刺辊 1.0 mm(0.040 in)
刺辊 ~锡林 0.18 mm(0.007 in)
后固定盖板~锡林 0.97 mm(0.038 in)
回转盖板~锡林 0.25 mm(0.010 in)
前固定盖板~锡林 0.18 mm(0.007 in)
锡林~道夫 0.13mm(0.005 in)
为了高速摄影,要提供合理的白色纤维与背景之间的反差,需对梳棉机改装,将刺辊、锡林和道夫的相应部位染成消光(无光泽)的黑色。在锡林前面和后面梳理区,各用一个开有窗口的盖板条替代一根固定盖板。
1.3 高速摄影机
应用一台具有Mamiya 645 Macro C 80mm f/4N镜头的Photech 16 mm旋转棱镜摄影机。每秒拍摄10000张全幅(满幅画面)或每秒拍摄20000张半幅画面。本检测研究采用拍摄速度为每秒5000和每秒10000幅。Ilford HP5 400ASA 100 ft和400 ft胶卷分别用于每秒5000和每秒10000幅。
还用一台数码录像机(影片),这一系统是Kodak HS Model 4540,能每秒记录4500幅。录像机传感器的分辨率为256×256。这个系统具有拼分模式,能使速度增加到每秒摄录40500幅,但分辨率则成比例降低。在检测中分别采用摄录速度每秒9000幅,和分辨率为256×128像素。一个TV80 mm镜头提供的纤维图像的质量能满足下一步分析的要求。
用高速摄影机和数码录像机进行这次实验研究。实践表明,对于聚酯纤维,高速摄影提供较好结果;而对于棉纤维数码录像机给出较好的图像。
1.4 光源
锡林线速度为30 m/s。当拍摄速度每秒10000幅时,曝光时间为100μs。相当于在此时间内被锡林握持的纤维运行过3 mm距离。为了避免模糊的图像,用一个10 W脉冲激光光源摄影(Copper Vapour LS10-10),它提供在黄/绿光谱区内(510~580μm)激光,具有25 ns周期,即纤维运动过0.75μm,并通过光导纤维经很小进口面积供给适宜的照明。
1.5 高速摄影观测
表2给出摄影机和光源的设置。
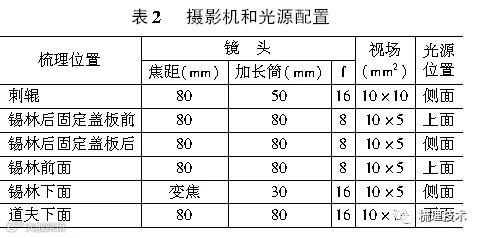
图1为摄影观测的位置,给出100%棉纤维梳理加工过程的影片序列。可按图1中给的提示对它们进行察看。这些都是由以下位置拍摄的照片:A在刺辊下;B在锡林后面,刚刚转移后;C在锡林后面,一根固定盖板后;D在锡林前面,回转盖板出口;E在锡林前面,三根固定盖板后;F在锡林下面;G在道夫下面。
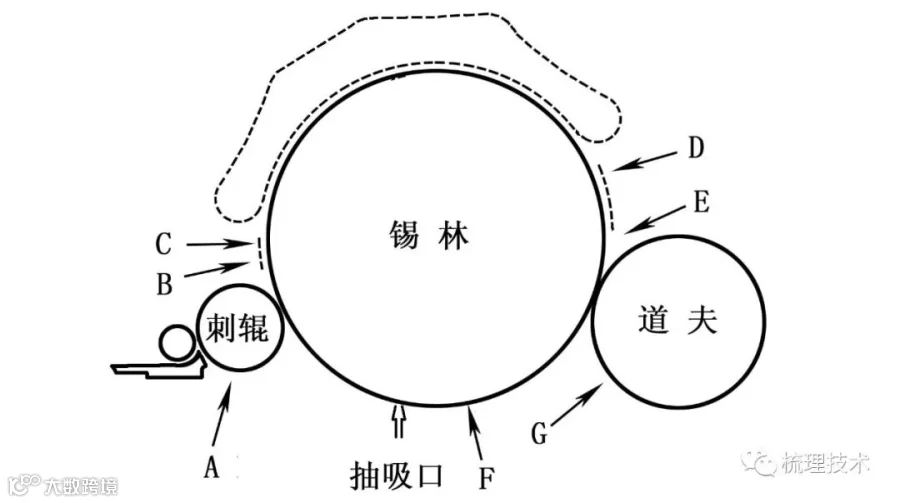
图1 高速摄影的观测位置
以下按A~G分别说明。
A: 刺辊下面
经研究拍摄的一系列影像(略)表明,刺辊开松棉卷成单根纤维和纤维须丛几乎成50/50的比例。对测定纤维须丛的大小分布和纤维须丛形状的分类进行了分析,其结果已有发表[4]。发现纤维须丛沿机器运行方向高度定向,70%具有与机器方向呈5°的定向角。大约50%的纤维须丛的长度在10~20 mm,宽度在2.5~5 mm,长宽比达到3。
B: 锡林后面刚转移后
分析表明,转移中纤维流(纤维丛和单根纤维)被牵伸约2.7倍。纤维丛被拉伸和较大的定向。大约50%的纤维丛具有长宽比在3到6之间。定向度趋于直线的增加10%。
C:锡林后面一根固定盖板后
拍摄的影片显示纤维丛在锡林和固定盖板之间分解(断开)。当一个纤维丛被握持在锡林和固定盖板之间,被分开,一部分被携带前进,剩下的被钩挂滞留在盖板上,直到被锡林带走。结果表明单位面积的平均纤维丛数降低约60%。
D和E:锡林前面
在这个部位,大部分纤维流已被分离成单纤维,间或存在微纤维丛。在固定盖板后很少观察到微纤维丛。纤维的形态结构和动力学分析在下面“结果和讨论”一节说明。
F:锡林下面
观察表明大量纤维和呈微纤维丛的纤维群滞留在锡林上,但根据拍摄的影片不可能定量分析这一部位的纤维群。
G:道夫下面
在锡林~道夫转移点后,纤维显出失掉沿机器运行方向顺直排列,并呈不均匀分布,呈现出明显松散的纤维群和有时出现的纤维结(棉结)。分析在“结果和讨论”一节。
实验按前述所定隔距,在开车10 min后,温度25℃和47%相对湿度条件下进行。当拍摄锡林后面的纤维团块时,在图1所示位置安置了抽吸装置。以保证返回(循环)纤维层不成为被观测的部分。这样能直接分析从刺辊转移到锡林的纤维流的变化。
摄影机每次高速摄影观测拍摄记录3000~12000幅。如用录像机,则用录像带录下3000~6000幅,而后转换成数字信号进行分析。
用计算机连接NAC影片分析仪(Model 160F)对高速拍摄的影片进行分析。所用的Movias影片分析软件(包)能分析纤维的位置和速度。
高速录像机拍摄的数字化影像,用Imag-ro plus 图像处理软件系统测定纤维的开松,单根分离程度和定向角度。
2 分析方法
2.1 开松和分离(单根,个体化)
摄像检测表明纤维流不是均匀的。在不同位置都存在不匀(差异)。假设均匀喂入,这种不匀是加工过程中一些纤维丛没有被梳针(齿)开松造成的。如果这种不匀被定量化,它将给出梳理过程中不同部位(阶段)开松和分离程度的测定方法。在梳理过程中,任一检测点,如果开松度是个定值(常数),则通过这点的纤维流应是均匀的。
创建实验室试验方法,直接评定梳理过程中各部位纤维流的开松和分离度是很困难的,然而可用图像分析技术开发出一个客观评定开松度和分离度的方法。
高速摄影提供的连续的图像序列,实际上是在线检测梳理过程中不同部位的纤维流,然后对其进行离线分析。
每一图像含有灰度值从0到255(从黑到白)像素(点)。图像中靠近黑区相应于梳理滚筒(锡林,道夫)的表面,靠近白色区相应于纤维。因此,如果纤维流是均匀的,影片上连续序列图像的平均灰度值之间的差异应当很小。另一方面由开松和分离不良形成纤维流不均匀,则连续序列图像的平均灰度值之间就表现出较大差异。因开松度和分离度应与纤维流的均匀性直接(正)相关,因此用灰度值不匀可评定梳理过程中不同部位的纤维开松度和分离度。
2.2 纤维的定向、卷曲、形态和速度
利用图像处理系统,参照(相对)机器运动方向,对随机选自图像序列的纤维定向角度进行了测定。
基于单位长度卷曲数的卷曲值,在梳理过程中的不同部位是很难测定的。在刺辊部位,单根纤维的全部长度不能在拍摄的图像序列映像出来,因它们嵌置(埋植)纤维集束或纤维丛中。然而测量由纤维丛中伸出的一段卷曲的周长则被认为是可满足要求的。为了对比,这个方法给出一个有关卷曲相对变化的合理指标,这变化是梳理中作用于纤维上的力不同的结果。
梳理的不同部位作用于单根纤维的力有很大差异。刺辊部位纤维的分离度比纤维多呈单体状态的锡林前部位小。如果纤维呈集束和纤维丛状态,则力将作用于它们而非单根纤维。这些作用力不可能被直接检测出来,但其效果可用研讨单根纤维的形态变化来验证。因纤维受梳针(齿)拉力的直接作用和邻近运动着的梳理表面附面层中气流的直接影响,纤维的卷曲将被改变。如果作用力较小或纤维集合体较大(如纤维丛),则卷曲度降低。
为了测定纤维的速度,在显示纤维运动影片序列中找到单根纤维上的10个坐标点。将这些坐标与在相同影片序列中的梳针的坐标相互比较。因摄影速度为已知,纤维的速度可由纤维运行过的距离计算得出。
以上分析,研究了三个参数在锡林前面对单根纤维形态的影响,这些参数是棉卷重量、梳棉机总牵伸和锡林前面替代第一根固定盖板的隔距。
3 结果和讨论
3.1 纤维开松和分离
表3给出梳理过程中四个关键位置上所拍摄影片序列的平均灰度值的方差不匀率。如前所述,提供了一个对不同部位的开松度和分离度的相对测量值。
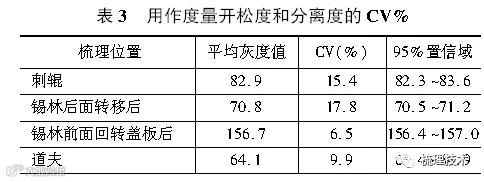
刺辊部位的图像表明,在此处发生显著的开松和个体分离。然而在纤维流中还存在大量纤维丛和集束。导致CV%为15.4%。在锡林后面这个值增加到17.8%,可能由于当纤维转移到锡林时对纤维流(团块)的牵伸。在锡林前面CV%值降到6.5,这表明纤维流已被进一步开松和更均匀地分布在锡林表面。在道夫部位CV%值增加到9.9。考虑到在此部位的并合作用,这一较高值表明锡林与道夫之间的转移作用不是均匀的(见图2)。
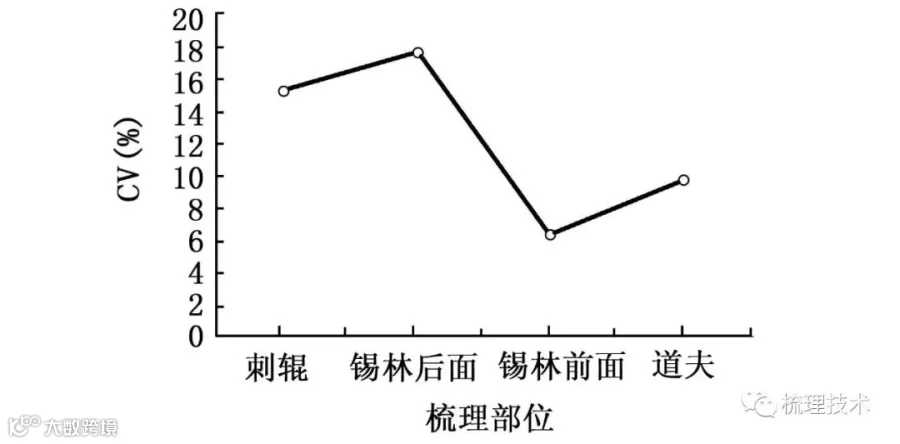
图2 用作相对度量纤维流开松度和分离度的方差不匀率CV%
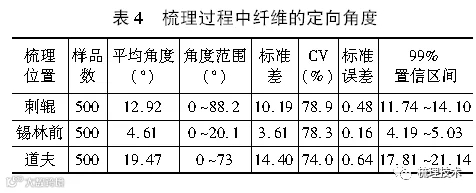
3.2 纤维定向度
在刺辊、锡林前面和道夫部位测定了纤维的定向角度。表4列出测量值。图3表示在这三个部位定向角度的分布。在刺辊部位纤维流和机器运行方向的平均定向角度为13°。在锡林前面,回转盖板后面部位纤维平均定向角度为4.5°。这说明在此部位,绝大多数(部分)纤维几乎平行于机器运行方向。在锡林与道夫转移区域纤维定向角度增加到19.47°,这意味着在转移作用中纤维定向度变差(降低)。统计分析列于表4。差异显著在置信界限99%。
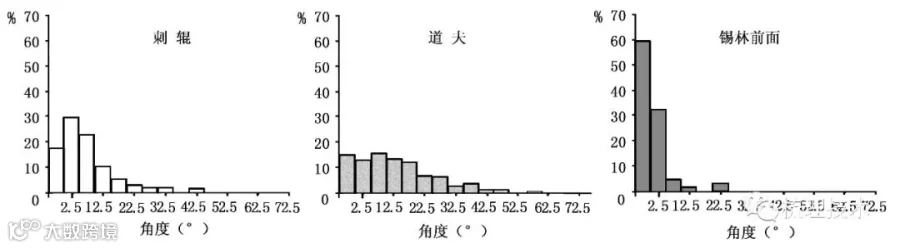
图3 在刺辊,锡林和道夫部位纤维的定向角的分布
3.3 纤维卷曲
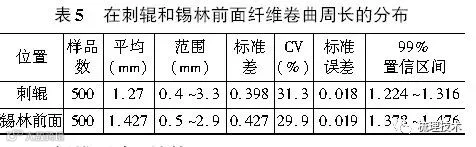
在刺辊和锡林前面部位进行了纤维卷曲周长的检测。表5给出所得结果的总结。这两个部位纤维卷曲周长的分布示于图4。如图所示,二者分布都很偏斜(陡峭),但很明显两个偏斜不同。表5中在锡林前面的平均纤维卷曲周长大于在刺辊部位的平均纤维卷曲周长。这意味着在锡林前面的单根纤维受到较大的拉伸力。
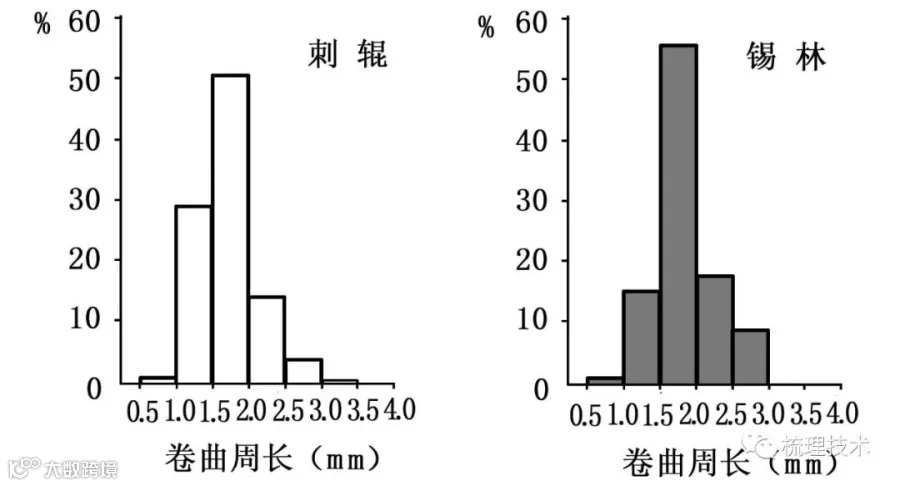
图4 在刺辊和锡林前面纤维卷曲周长的分布
3.4 纤维形态(结构)
利用示踪纤维研究了棉和聚酯纤维在锡林前面的单根纤维的形态。对于这两种类型的纤维,如所预期的,被观测的大部分示踪纤维都呈单根状态。测定了单根纤维的形态和速度。很少能见到小的纤维束(cluster)。由于纤维形态的检测,确定了三类形态:非弯钩纤维; 弯钩纤维;弯钩纤维进一步又被划分成中间弯钩和前端头弯钩。没有发现尾部弯钩的纤维。为鉴别中间弯钩,纤维长度被划分成三等分。如果纤维被梳针(齿)从中间部分钩挂(握持)住,它被划为中间弯钩一类。
实验研究结果列于表6,表中的%是每类形态的纤维根数相对于观察的单根纤维的总根数。如表所示,对于棉纤维有77%单根纤维钩挂在锡林梳针上。对于聚酯纤维,89%~96%的单根纤维钩挂在锡林梳针上。结果指明,改变参数如纤维卷重量,梳棉机牵伸和盖板隔距对纤维的弯钩%没有大的影响。比较中间弯钩和头端弯钩纤维,表明在一般情况下大多数弯钩纤维是由梳针钩挂住纤维的中部。
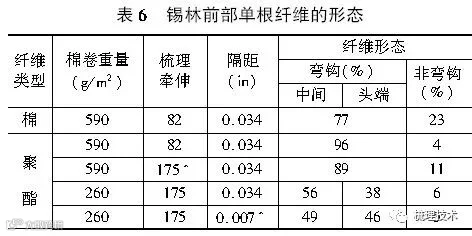
[注]* 指变化参数。
3.5 纤维速度
分析锡林前部单根纤维的速度,前盖板隔距0.034 in,对聚酯纤维以每秒拍摄10000幅的影片进行分析。结果表明,所有钩挂在锡林梳针上的纤维都以与锡林线速度相同的速度运行。大多数非弯钩纤维也具有和锡林线速度相同的速度,但有少数非弯钩纤维的速度比锡林线速度低10%。这些纤维被认为在气流附面层中运行。
4 结论
开发了一种客观评价梳理过程中棉型纤维开松度和分离度的新方法。它基于应用高速摄影和图像分析测定梳理过程中纤维流的变化。结果发现在刺辊部位纤维以单根和须丛两种形式存在,因此表现出相当大的纤维流变异。当纤维转移到锡林,可能由于锡林和刺辊之间的牵伸,纤维流变异增大。纤维经过锡林与回转盖板分梳后,由于纤维已分离和更均匀地分布在锡林表面,纤维流变异在锡林前部最小。在道夫表面纤维流变异重新增大。这说明转移作用是不均匀的。
在刺辊,锡林前部和道夫部位,研究了纤维的定向度。结果表明,从刺辊到锡林前部纤维的定向度得到显著改善,然而当纤维转移到道夫以后定向度降低。同时研究了纤维的卷曲、形态和速度。结果说明,锡林前部的纤维必然经受较大的拉伸力(张力),所以它们具有较大的卷曲周长。研究也证明,在锡林前部,大部分纤维被锡林梳针钩挂(握持,保持弯钩)。聚酯纤维比棉纤维呈现较多弯钩。在此部位的纤维具有与锡林表面相同的线速度,而一些未被钩挂(握持,非弯钩)的纤维,被认为是在气流附面层运行,显示它们的线速度比锡林表面的线速度低10%。
这项研究说明,尽管纤维块经过刺辊和锡林回转盖板的分梳作用,对纤维流的分布,开松度和分离度以及定向度都有显著改进,而锡林道夫转移后,特别是纤维的分布和定向度显著降低。因此,对随后进行的牵伸过程,为改善纤维流短片段的均匀性,还需要进一步研究锡林和道夫的转移。
参考文献:
[1]Lawrence C A, Dehghani A,Mahmoudi M,Greenwood B,lype C.FibreDynamics in RevolvingFlats Card,part 1,Literature Review,Autex ResearchJournal.2000,1(2): 64-77.
[2]Byerley, W G.Manual of cotton spinning.Carding(3),The Textilelnstitute and Butterworths,England: 1965.
[3]Ray, F S. High-Speed Photography and photonics, FocalPress,Oxford,England,1997.
[4]Dehghani A, Lawrenec C A, Mahmoudi M, Greenwood B,lype C.FibreDynanics in Revloving-Flats Card-An assessment of changes inthe state of fibre mass during the early stages of the carding process. Journalof The Textile lnstitute (acceptedpaper),2000.
戴珣 田尔和 合译
董佩校
《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!