

本文发表在第27期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com
新型梳棉机的技术进步与发展展望
刘古立
[特吕茨勒纺织机械(上海)有限公司]
倪远
(上海东飞现代纺织技术研究所)
1 新型梳棉机主体梳理结构现状
自21世纪开始,国际主要梳棉机制造商对传统梳棉机进行了大刀阔斧的调整,倾力打造了全新一代梳棉机。现在十分之一世纪过去了,这些新型梳棉机不断完善,日趋成熟,在市场方面受到了高度认可和广泛接受。
相对于传统梳棉机,新型梳棉机的显著特点是优化整机结构,主要在两个空间方向上扩展了梳理面积。
一是纵向扩展,相对抬高了锡林中心、下置刺辊和道夫中心,使得刺辊和道夫中心相对靠近,两者下部之间的弧长缩短,梳棉机上部梳理区域的圆弧角度从200°拓展到了250°或290°以上,主梳理区释放出了更多的锡林表面区域。如特吕茨勒的TC系列梳棉机的梳理区弧长达到了2.82 m,比传统梳棉机的梳理弧长增加30%。
二是横向扩展,增加了机幅工作宽度,长久以来一统天下的1 m工作宽度的传统被打破。如立达的C60和C70梳棉机的工作宽度增加到了1.5 m,特吕茨勒的TC11梳棉机也以1.3 m的工作宽度问世。机幅的加宽也即意味着输出棉网的加宽,因而在其他梳理工艺参数不变的情况下,单机产量与机幅正比例增加30%~50%。
2 梳理技术进步的研发课题
新型梳棉机的革新,也给梳理技术的发展带来了方向性的研发课题。
2.1 活动盖板的根数是否要增加
新型梳棉机发展的初期阶段,在纵向扩展出来的梳理区域只是增加了固定盖板,没有增加活动盖板。有的甚至只是用罩板盖住了这些区域,而白白浪费了梳理区域。其实活动盖板梳理是一种相对柔性的梳理,纤维损伤程度比固定盖板梳理要低,活动盖板还具有吸附短绒、杂质和棉结,并最终排出机外的功能。因此固定盖板不能完全替代活动盖板的作用。随着对活动盖板梳理作用的重新认识和评价,近年来梳棉机的活动盖板梳理区域在纵横方向总体上有所增长。立达公司引入了有效梳理指数ACI(Active Carding Index),作为衡量梳理性能的指标之一。
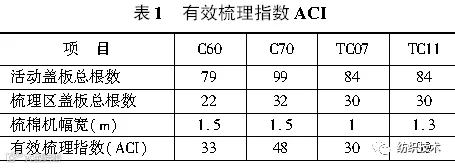
注:有效梳理指数(ACI)=有效梳理盖板根数×机幅宽度
由表1可以看出,立达的C70有效梳理指数(ACI)比C60增长了45%,特吕茨勒的TC11虽然有效梳理盖板根数没有增加,但由于机幅宽度增加,实际有效梳理指数(ACI)比TC07增长了30%。
在高产梳棉机上,锡林和活动盖板之间的分梳仍是事关产量和质量的最关键的梳理。长久以来,人们一直想要找出活动盖板根数与棉结以及纤维损伤之间的关系,从而指导优选活动盖板根数。虽然以往一些发表的文献资料表明对质量的贡献主要来自于分梳区内最初的一些盖板,在十多根以后的盖板对质量已没有什么贡献。但这样的结论还是很难准确反映盖板根数与棉结和纤维损伤的关系。事实上在针布状态较新的状况下,较少的盖板就可以满足梳理,较多的盖板反而可能会损伤较多的纤维。但随着针布的走熟或磨损,只有较多的盖板才能提供足够的梳理,而短绒已基本不再增长。梳棉机的大多数情况是在针布走熟或磨损的状况下运行的,有较多的活动盖板根数可以保证在针布锐度衰退的中后期,仍能保持足够的梳理,维持质量的稳定。因此活动盖板根数增加的趋势是充分合理和必要的。
2.2 锡林直径是否要缩小
梳棉机机幅加宽后,锡林的体积将会变大,由此不得不考虑对制造精度、运行稳定以及操作维护所带来的负面影响和不便。立达采取了缩小锡林直径到814 mm的对策,相应的工艺参数是提高锡林转速到900 r/min,锡林梳理线速度达每秒钟38 m以上,以弥补纵向梳理区域的减少。特吕茨勒仍然保持1290 mm锡林直径,运用复合计算以及计算机模拟计算方法得出结论,1.3 m机幅宽度是最高性价比尺寸,因而将机幅限制在了1.3 m宽度。我们可以将特吕茨勒和立达的做法解读为:锡林直径不缩小,机幅加宽的宽度是有限的。机幅若再要加宽,则锡林直径应当缩小。
缩小锡林直径,纵向梳理区域势必减少,但在另一方面,却为抬高锡林中心缩短刺辊和道夫中心距创造了有利条件,可以更充分地挖掘纵向潜在的梳理区域。但是锡林直径缩小,并不意味机幅一定要加宽。对于纺高支纱品种的梳棉机,产量一般都受限在40~50 kg/h。锡林直径适当缩小后,即使是在1 m宽的机幅情况下,也完全有可能满足纺高支纱品种的梳棉机的产量要求。因此梳棉机不必都做成巨无霸,可以有不同的锡林直径和不同的机幅宽度,根据不同纺纱品种的产质量要求,为用户提供不同规格的梳棉机。
3 新型梳棉机的发展展望
新型梳棉机在诸多革新推动下,梳理技术发展上了一个新台阶,但抬高锡林中心,加宽机幅都不是新概念,在以往的梳棉机历史中,都有迹可循。还有很多优化梳棉机的概念,在以往提出的时候,受到思维观念的束缚和技术条件的限制而没有实施,随着科技的进步,现在已完全可以进行探索与尝试。
3.1 缩小道夫直径
道夫的作用实际上只有两小段,即在道夫和锡林隔距点以及道夫和剥棉罗拉隔距点附近。其他部分都是冗余的,所以道夫是一个工作效率很低的部件。如果道夫直径缩小,冗余部分可以减少,对制造、安装、使用、维护和节能带来的益处,不言而喻。
3.2 抬高刺辊部分的给棉罗拉和给棉板
现有刺辊的上部是空闲的,当给棉罗拉和给棉板抬高以后,刺辊下方的空间增加,从而可以多设置预分梳和除杂装置(图 1),有利于将棉束开松得更小些,适应锡林区域的细致分梳。或者刺辊直径略微加大,也可获得较多预分梳和除杂空间。
3.3 可调位置的给棉板
给棉板和给棉罗拉对纤维的握持钳口位置,影响到刺辊对喂入纤维的梳理开松效果。如果给棉板位置可以根据所纺原料长度进行调节(图 2),将有利于优选刺辊部分的梳理工艺。
3.4 取消活动盖板的链条或齿形带
活动盖板一直都是由链条或齿形带连接而传动的,链条或齿形带在盖板的两端会产生垂直压力。图 3为一种盖板受力状况,由于锡林两侧曲轨面不完全平行一致,盖板在链条或齿形带的压力作用下产生弯曲,盖板中部隔距有可能会变大。曲轨的不同状况会导致盖板不同的变形或扭曲,影响隔距平整度。
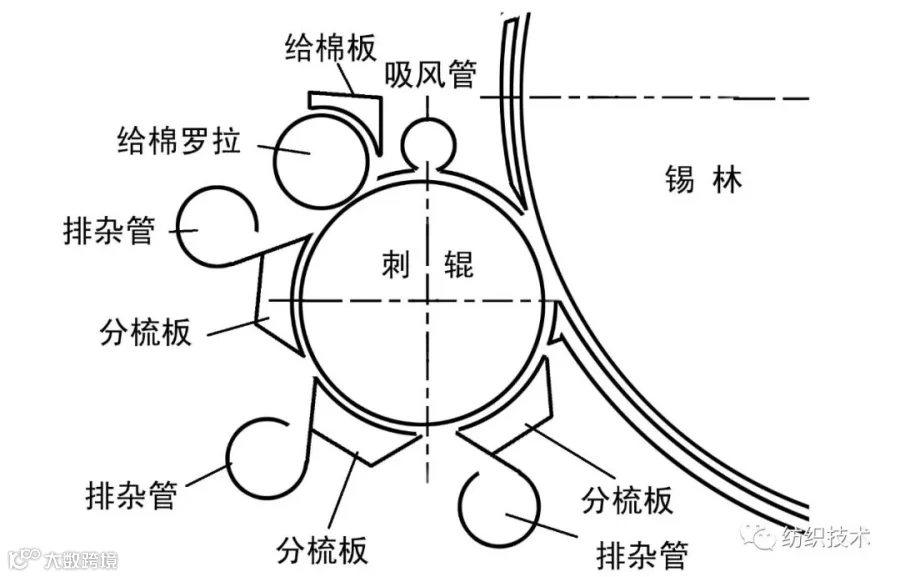
图1 抬高给棉罗拉和给棉板
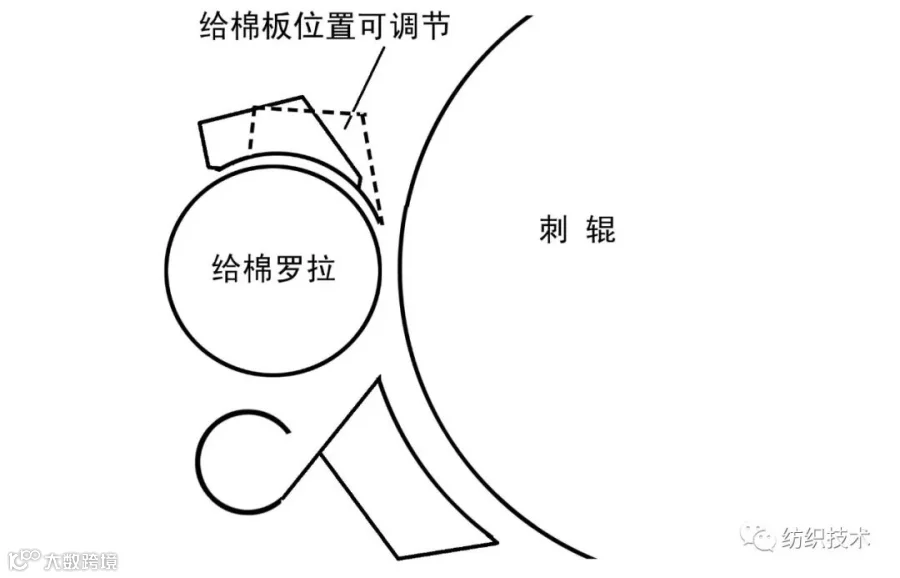
图2 可调位置的给棉板
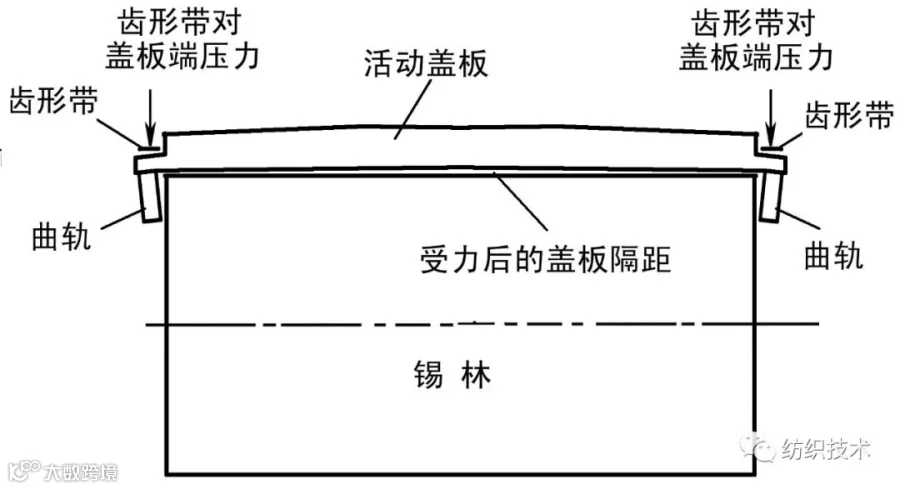
图3 盖板受力
如果盖板两端装上轴承(图 4),由机构推动前行,则链条或齿形带就可以被取消。盖板将处于自然伸直状态,有利保持平整度,隔距可以达到较为理想状态。
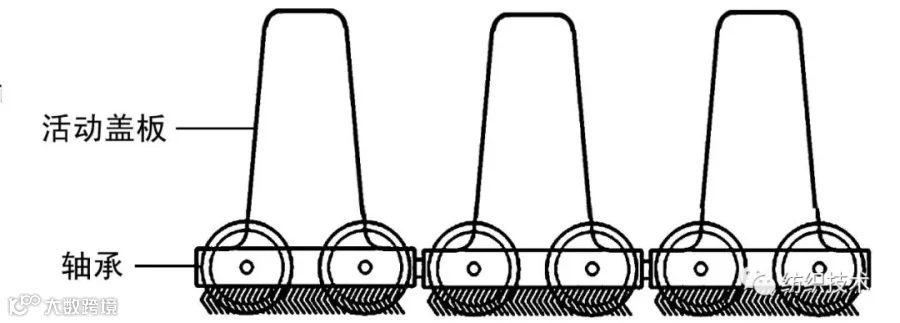
图4 轴承盖板
3.5 分为双区的回转盖板
现代梳棉机的盖板已大多采用倒转形式,对纤维梳理比较有利,但对节约用棉不利。一些较大棉束刚进入锡林盖板区,即被盖板带出成为盖板花落棉。如果盖板分为双区(图 5),进入端的盖板正转,使棉束能全部进入锡林盖板区,有较多的机会被分解成单纤维。出口端的盖板倒转,让纤维在锡林盖板区内的后阶段受到较清洁和较小针面负荷的盖板梳理。
图5 双区盖板
3.6 梳针形式固定盖板
现有的固定盖板针布都是采用锯齿形式,由于是冲齿加工而成型,锯齿所具有的棱边棱角会有一定的锐度,在对纤维进行穿刺和梳理时,形成切割性损伤。梳针型固定盖板采用植入钢针形式,对棉束进行穿刺,由于针体是圆锥形,不会对纤维产生切割,可以减少纤维损伤。
3.7 机上吸风采取中间吸的形式
机幅加宽后,对机上侧面吸风不利。远离吸风口处,吸风作用会显著减弱(图6)。宽幅梳棉机应当采用中间吸的形式(图 7),可以保持两端吸风一致。有利于更好排杂,排短绒,减少堵塞,降低能耗。
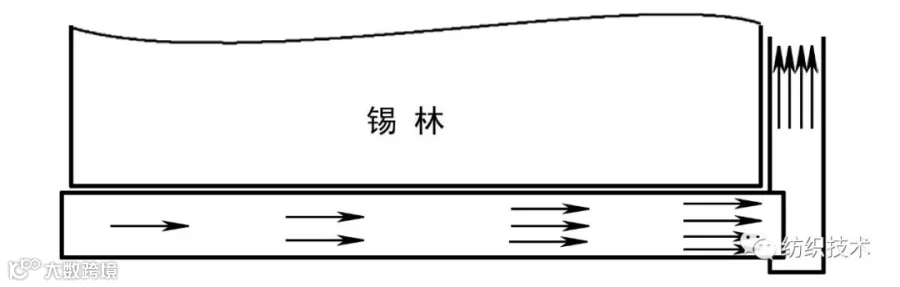
图6 侧面吸风气流示意
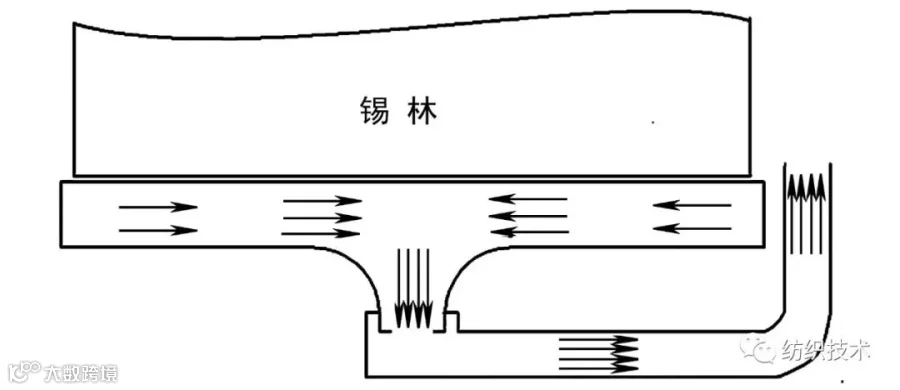
图7 中间吸风气流示意
3.8 生条自动生头技术
梳棉机的喂入、换筒和收集落棉等操作都已实现了自动化,但唯有自动化生头还没有真正进入产业化应用。如果实现了生条自动生头,梳棉机操作就可以实现全自动,用工可进一步降低,也可以减少品质离散。
3.9 梳棉并条联合机组
梳棉并条联合机组,梳并联应该成为继清梳联之后的棉纺技术发展的方向之一,其对提升棉纺生产技术具有重要意义。梳并联必须是多台梳棉机与一台并条机联合组成的多供一梳并联机组,多台梳棉机生条连续输入到一台并条机进行并合牵伸,而不是目前一些与梳棉机组合的联体牵伸装置形式。实现梳并联的关键在于梳棉机的圈条形式具有生条缓存机构。这可以通过梳棉机的行星式圈条器和U形储条器的组合而实现(图8)。生条缓存机构可以隔离梳棉和并条之间因断头停台而造成的上下游供应影响,保证梳棉和并条各自正常生产运行。生条缓存式多供一梳棉并条联合机组将是梳并联应用的有效技术解决方案。
梳并联技术具有以下几方面的优势特征:
(1)产品在梳棉~并条工序连续流水生产,棉条不调向,产品无工艺接头;
(2)省却生条周转盛放的容器,杜绝由容器频繁周转使用带来的品质损害;
(3)在梳棉~并条工序间省却一道操作工序,从而省却生条的换筒、存放、人工搬运等,节省操作工费,减少人为差错;
(4)并条机部分省却机后的条筒阵列以及备用条筒,减少空间占用;
(5)优良的可操作性,生产操作与传统工艺基本等同。
梳并联技术的应用主要为纺纱企业在以下几个方面获取效益:用工、容器和空间的节省,品质上变异和意外因素影响的减少,管理上的便利等。用工的节省和管理的便利是当前国内纺纱企业在工本降低和管理进步方面所面临的迫切需求。
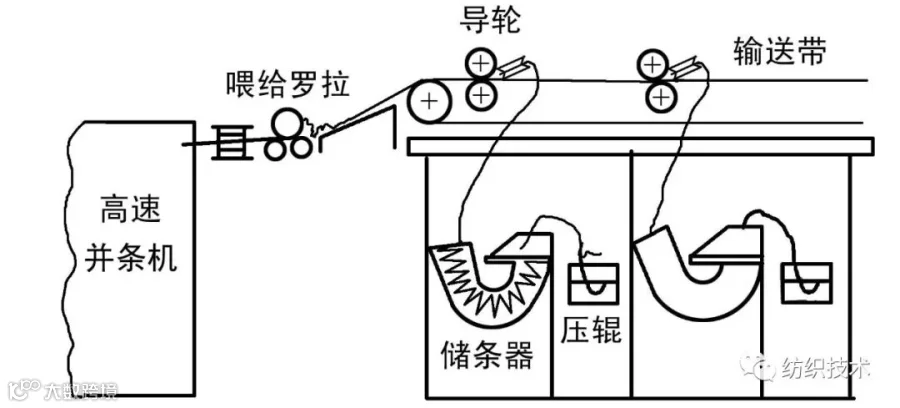
图8 梳并联的储条和输送机构
3.10 刺辊梳理握持的细分段给棉技术
棉层横向加压的不均衡会带来棉层厚的地方压力大,握持力大,棉层薄的地方压力和握持力小。如果握持力小于梳理力,则棉层中的纤维以棉束或小棉块状态被刺辊抓取,从给棉罗拉与给棉板间滑脱。这部分棉层是欠分梳的自由式梳理,棉层会成程度不同的束状或块状进入锡林梳理区,这种离散的束状或块状喂入会造成分梳不良和梳理效果的变异,这样既加重了锡林盖板的梳理负担,也造成棉网单纤维状态不充分、棉网棉结杂质局部突变等弊端,导致生条品质的变异,最终影响到成纱品质如成纱结杂、条干均匀度和IPI值,以致偶发性纱疵。
细分段给棉技术主要是将给棉板横向分割为若干小段,采用分段加压和握持给棉棉层的技术方案。在梳棉机后部工艺中“薄给快喂”是更为合理的握持与给棉工艺,但其需要有效的给棉握持技术方案提供均衡一致的握持力。细分段给棉技术方案对横向幅宽内给棉棉层进行细分段的加压握持,运用弹簧或气动加压原理,使每一分段均得到相同或不小于工艺设定的压力。
同时,细分段给棉技术也可检测到给棉棉层纵横向厚度不匀的信息,为梳棉机的自调匀整系统提供高精度的喂入棉层动态线密度检测数据,能较大程度地提升匀整精度和匀整幅度。
3.11 梳棉机针布在线磨砺技术
梳棉机针布在使用中衰退、在衰退中使用,其后果是生条品质的下降或波动幅度加大,因此金属针布的锐化磨砺是梳棉机日常使用中一项必要的维护工作,为了改进人工磨针对技术性要求高、影响生产效率等弊端,立达在上个世纪80年代推出了由电脑控制的在线磨砺系统(IGS-CLASSIC),在棉结和杂质去除效率的数据上,具有平均水平改善、波动幅度降低的显著效果。
在线磨砺的另一个技术方案是采用更为先进的电加工原理,其不仅可以方便而精密地锐化针布,而且可以在锐化针布的同时硬化针布表面层,能够有效抵消针布在长期使用的钝化后和磨砺锐化时对针布表面硬度的削弱,延长针布的使用寿命,改善针布对梳理质量的稳定性。可以人工控制或自动控制地维持良好的针布梳理状态,降低梳理和管理成本,为梳棉机用户带来效益。
4 结语
梳理技术的发展进步是波浪起伏的,在梳棉机发展的260多年历史中,几度辉煌,几度停滞。新型梳棉机的研发和应用为本世纪梳棉机发展铺垫了一个良好开端,但在关键梳理方面却是创新不足。我们期望重视对梳理技术的基础研究,汲取前人的宝贵经验,伴随着当代科技的进步,克服创新瓶颈,开发铸就具有21世纪创新特征的新型梳棉机。
参考文献:
[1]刘古立.第十届上海国际纺织工业展览会技术分析报告[R].棉纺清梳部分,2003.
[2]倪远,刘古立.梳棉机金属针布磨砺技术及其创新分析[J].棉纺织技术,2004(4):42.
[3]倪远.第十一届上海国际纺织工业展览会技术分析报告[R].棉纺清梳部分,2005.
[4]邱镇南.梳针型固定盖板的作用与性能研究[J].棉纺织技术,2002(6).
[5]刘古立,倪远.梳并联技术应用探析与展望[J].棉纺织技术,2005(1).
[6]徐铭九,高速并条机的理论与实践[M].北京:纺织工业出版社,1983:198-203.
[7]倪远.棉机喂入棉层握持与检测技术现状及创新探析[J].棉纺织技术,2005(6).
[8]刘古立,倪远.梳理结构的技术创新和发展[J].梳理技术,2009,总第15期,1-4.
[9]倪远.梳棉机金属针布锐化技术及其创新评析[J].梳理技术,2009,总第17期,8-12.
[10]远,梳棉机握持给棉技术探析[J].梳理技术,2010,总第19期,4-7.
[11]倪远,现代梳棉机的梳理速度与产能的探讨[J].梳理技术,2011年,总第20期,10-12.


专家文集陆续推出中,目前已开通倪远、任家智、冯学本、杨巧云、欧怀林、许鑑良、肖光伟等7位专家。
公众号后台回复专家名字即可看到,方法如下。

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!