


本文发表在第13期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com
粗纺梳毛机的技术发展与回顾(上)
徐锡新(上海第四纺织机械厂)
1 历史回顾
我国粗纺梳毛机的设计、制造工作起步较晚。20世纪50年代末才开始按引进设备测绘仿造。BC272型三联梳毛机就是当时测绘设计以满足使用厂对粗纺呢绒、毛毯、地毯等高、中、低支纱生产的需要。在此基础上又设计了BC272B型二联梳毛机和用于绢丝紬丝纺的BC272B(DJ)型二联梳毛机。70年代初又设计生产了全金属针布配置的小型梳毛机——BC272C型二联梳毛机。 由于计划经济,梳毛机的制造任务长期由纺织工业部所指定的唯一生产单位上海第四纺织机械厂承担。到1978年,纺织工业部把定点生产梳毛机的厂家从原来的一家扩大为两家,新增胶南纺织机械厂承担长江以北用户的需要。
改革开放后,我国毛纺行业迅速发展壮大,梳毛机需求量日益增加,供不应求矛盾进一步加剧。这时国家的计划经济亦已逐步向市场经济转轨,迅速崛起和发展的一些纺织机械厂已具备仿造梳毛机的良好条件。在短短的数年中即改变了梳毛机供不应求的局面。到80年代末,梳毛机已呈现供过于求的状态。
在这十年左右的时间内,梳毛机机型增加了许多,从原有BC272型三联梳毛机、BC272B、BC272B(DJ)型和BC272C型二联梳毛机,发展到BC272D、BC272E、BC272F、BC272H、BC272J等系列梳毛机产品;以及机幅宽度2000 mm的BC274型二联梳毛机。在这众多的机型中,只有BC274型二联梳毛机属于全新设计外,其余大多数属于在BC272型三联梳毛机的基础上,局部改进而成。在组成机构和外形特征上,都留有仿造的痕迹。
在此后又有FN201B1、FN206型、SFN275型等新型梳毛机的设计、生产。
2 国产粗纺梳毛机的发展与改造
2.1 BC272型三联梳毛机
BC272型三联梳毛机(“BC272型三联式分条梳毛机”的简称)是上世纪50年代由天津机电局机械设计公司按引进日本“中村式”梳毛机作为参考样机,测绘、设计而成,并由上海第四纺织机械厂承担试制任务、嘉兴毛纺织厂承担试生产与技术鉴定准备工作。
样机于1960年试制完成,经机械鉴定后送嘉兴毛纺织厂进行试生产。同年12月由纺织工业部通知有关领导机关、科研、生产和使用单位的相关人员在该厂通过对BBC272型三联梳毛机的技术鉴定。
图1为BC272型三联梳毛机鉴定时的工艺机构组成示意图。
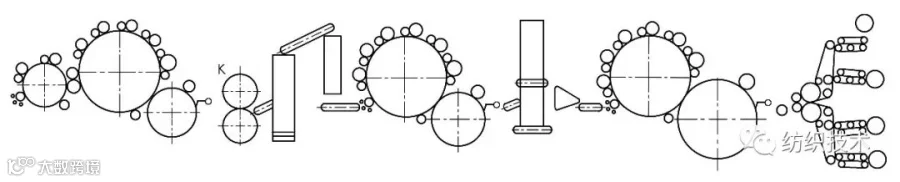
图1 BC272型三联梳毛机结构示意
2.1.1 主要规格
(1)型式:三联式。
(2)用途:本机为粗梳毛纺工序之一,其作用是将已混和、开松后的羊毛,通过梳理、混和、分条制成一定细度的粗纱。
(3)适用原料: 36~70 Nm、长度13~100 mm的改良羊毛,以及各级国毛;人造纤维细度3~10 D、长度50~100 mm。
(4)粗纱支数范围0.85~12.5 Nm。
(5)喂入原料:经过混和、加油、开松的羊毛。每次最大喂入量400 g,每分钟喂入次数1~2.5次。
(6)原料喂入方式:机械式自动喂毛斗。
(7)牵伸倍数 30~150。
(8)每分钟最大输出长度25 m。
2.1.2 技术特征
(1)车别为左手车。
(2)梳理部分:机幅1550 mm,直径参见表1,锡林转速120、130、140 r/min。
(3)去草压辊:300×1500 mm,最大压力164.3.kg/(25.4 mm)2,装有吸铁装置。
(4)分条部分:
①分割辊及导辊系列
出条根数 60 120
皮带丝宽度(mm) 22 11
适纺细纱支数(Nm)6以下 6~14
花卷辊只数 4 4
每只花卷辊粗纱根数 15 30
分割辊直径200 mm;导辊直径78.5 mm;张力辊直径: 前75.4 mm,后80 mm。
②搓皮板规格(mm)
上:内周长665×宽1635×厚4(有槽);
下:内周长710×宽1635×厚4(有槽)。
(5)电动机与传动系统
全机由4.7、4.7和7.5 kW三只电动机分别驱动初梳、中梳和末梳三只锡林,并通过相关传动件,传动喂毛机(斗)、折叠混和机构以及分条搓捻卷取机构。
2.1.3 BC272型三联梳毛机组成机构与流程
喂入开松机构1(一对喂毛辊、清洁辊和开毛辊)→预梳机构(胸锡林及其上下两组工作辊、剥毛辊和托辊)→初梳机构[锡林及其上四组工作辊、剥毛辊,另一只工作辊由转移辊剥毛,一只风轮(提毛辊)和上下档风轮]→ 凝聚成网剥取机构1(道夫、斩刀和清洁辊)→ 去压草机构(上下压辊及附属装置)→ 折叠混和机构(导网帘、折叠帘、过桥帘、输送帘等 )→ 喂入开松机构2(一对喂毛辊、清洁辊和开毛辊)→ 中梳机构(锡林及其上五组工作辊、剥毛辊、一只风轮和上下挡风辊)→凝聚成网剥取机构2(道夫、斩刀和清洁辊)→折叠混和机构2(导网帘、折叠帘、宽幅帘、输送帘等)→喂入开松机构3(一对喂毛辊、清洁辊和开毛辊)→末梳机构(锡林及其上五组工作辊、剥毛辊、一只风轮和上下挡风轮)→凝聚成网剥取机构3→(道夫、斩刀和清洁辊)→分割、搓捻成纱、卷取机构(导网辊、大小分割辊、搓皮板和卷取辊等)。
2.1.4 存在问题和改进措施
BC272型梳毛机经技术鉴定后,在推广使用过程中,使用厂纷纷反映压草辊上经常会粘满毛纤维和草杂,破坏毛网,影响梳毛机正常运转。非但不能去除草杂,反而影响毛网顺利通过。使用厂一再要求在梳毛机上取消压草机构。
经分析,压草辊上粘毛杂是由原料中混有沥青和压草辊的质量问题等原因造成。
(1)羊毛原料中混有沥青
羊毛在上梳毛机前虽经拣毛、开毛、除杂(碳化)、洗毛以及和毛等一系列工序的处理,但仍然无法把粘在毛块上的沥青彻底清除掉,使残留在毛块上的沥青在梳理过程中粘在压草辊表面,不断地粘住后来的毛网,使它无法通过,致使毛网破损、断裂,影响梳毛机的正常运转。
(2)压草辊的质量问题
压草辊表面硬度不够,稍加压力,表面即起沟纹;压力不稳定,压辊两端压力无法调节一致。这是由于压辊材质差、表面未镀硬铬、加工精度差、配件质量未过关等原因造成的。 由于上述问题得不到解决,1962年纺织工业部下达通知,取消BC272型三联梳毛机和BC272B型二联梳毛机上的“压草机构”(见图1中K)。
图2为取消压草机构后的BC272型三联梳毛机的机构示意图。工艺流程除压草机构外,其余均相同。
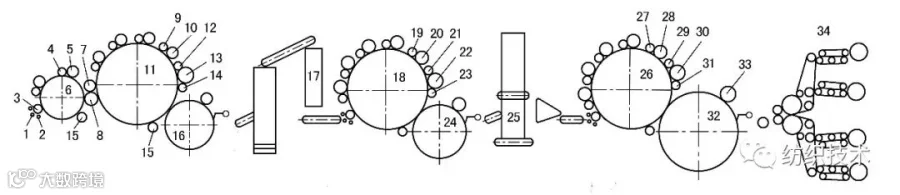
图2 取消压草机构后的BC272型三联梳毛机机构示意
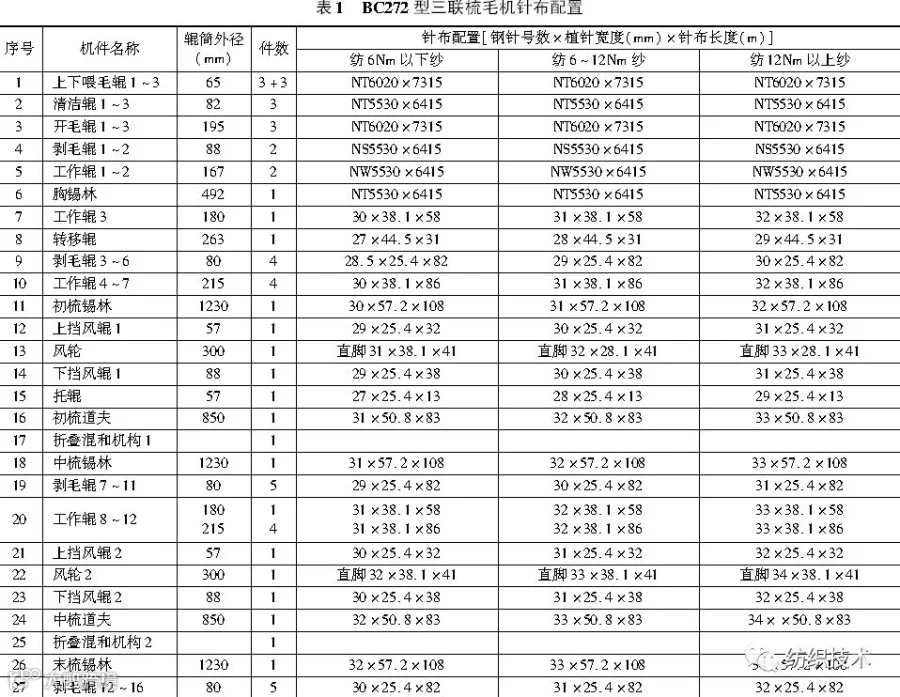
2.1.5 辊筒外径与针布配置
针布配置见表1。本文中不包覆针布的辊筒外径未表明,BC272、BC272B型梳毛机针布配置参照上海第四纺织机械厂1982年产品说明书。
2.2 BC272B型二联梳毛机

图3 BC272B型二联梳毛机机构示意
图3为BC272B型二联梳毛机的工艺机构示意图。它是在BC272三联梳毛机的基础上改进设计而成。是BC272型孪生型号产品。
它的用途、规格和技术特征基本上与BC272型三联梳毛机相似。但机件数量和适用对象有所区别,具体如下。
2.2.1 BC272型与BC272B型机的主要区别
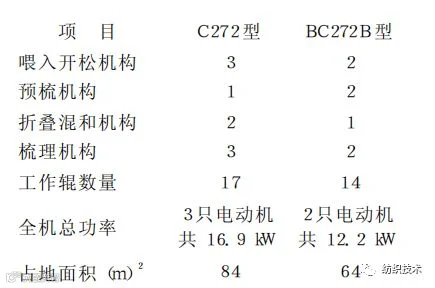
从图2、3和上述比较可看出,BC272B型二联梳毛机的分梳能力和对原料的混和性能都比BC272型三联梳毛机差。故在选择机型时应充分考虑自己的加工对象。一般对加工要求高的产品,如支数较高或混色要求高的法兰绒等产品,选用分梳多并有两套折叠混和机构的BC272型三联梳毛机较适宜。若加工中、低支纱或混色要求 不高的产品,如毛毯、制服呢、大衣呢等, 则选用BC272B型二联梳毛机较合理。
2.2.2 BC272B型机工艺组成机构与流程
喂入开松机构1(一对喂毛辊、清洁辊和开毛辊)→预梳机构1(胸锡林及其上下两组工作辊、剥毛辊和托辊)→初梳机构(锡林及其上四组工作辊、剥毛辊,另一只工作辊3由转移辊1剥毛,一只风轮和上下档风辊)→凝聚成网剥取机构(道夫、斩刀和清洁辊)→折叠混和机构(导网帘、折叠帘、宽幅帘、输送帘等)→ 喂入开松机构2(一对喂毛辊、清洁辊和开毛辊)→ 预梳机构2(胸锡林及其上两组工作辊、剥毛辊和托辊)→ 末梳机构(锡林及其上四组工作辊、剥毛辊,另一只工作辊10由转移辊2剥毛,一只风轮和上下档风辊)→凝聚成网剥取机构→(道夫、斩刀和清洁辊)→分割、搓捻成纱卷取机构(大小分割辊、搓皮板和卷取辊等)。
2.2.3 辊筒外径与针布配置
针布配置见表2。

2.3 BC272(DJ)型二联梳毛机
BC272(DJ)型二联梳毛机是用于绢丝、紬丝纺的分条梳毛机。它的工艺组成机构与流程和BC272B型二联梳毛机完全相同。仅在初梳、末梳锡林和喂毛机(斗)等处增设了罩壳或封板等装置,以减少加工过程中所产生的细短纤维和尘埃飞扬造成加工场所环境严重恶化,影响工人健康。本机亦可用于特种纤维石棉纱的加工。
2.4 BC272C型二联梳毛机
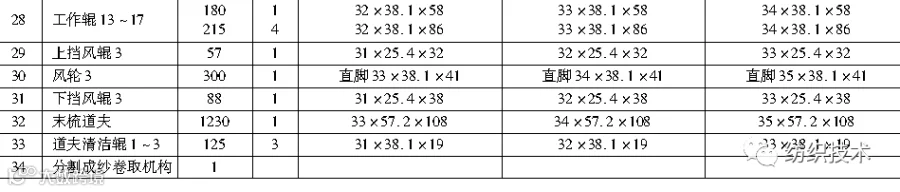
上世纪60年代初,国内在精纺梳毛机上试用金属针布梳理获得成功,使梳毛机的产量成倍增加;操作、保养的劳动强度大幅度下降,梳条质量亦有所提高。这些成果极大地鼓舞了在粗纺梳毛机上试用全金属针布梳理工艺的信心。 上海第四纺织机械厂与上海第十二毛纺织厂合作于1970年共同研究设计了我国第一台全金属针布配置的小型粗纺梳毛机——BC272C型二联梳毛机。其组成结构见图4。
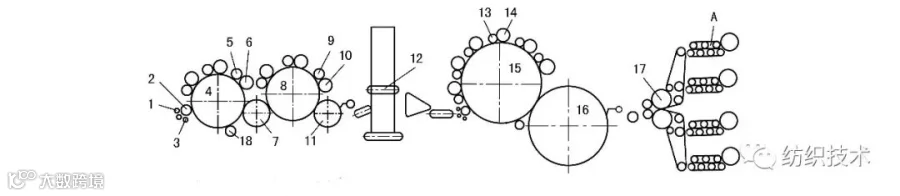
图4 BC272B型二联梳毛机组成结构示意
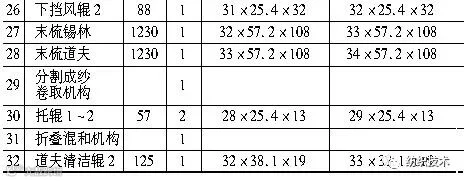
为适应改用金属针布后的高产需要和使用厂要求,降低车头卷取(花卷)辊的高度及工作辊重量等问题。BC272C型机在设计中作了很多改进,除了喂毛机(斗)、喂入开松和折叠混和机构外,都有不同程度的改进,其中车头和后车(即预梳和初梳部分)均为全新设计,如表3。
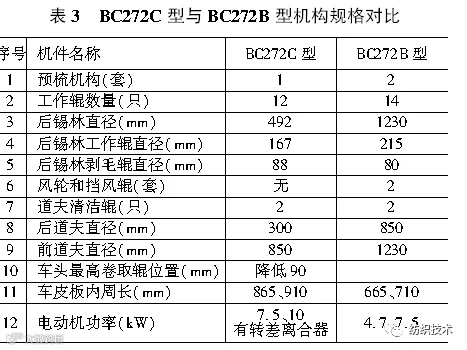
从表3对比和图3、4可知,BC272C型梳毛机只有喂毛机(斗)喂入开松机构和折叠混和机构,未作改进。为了增强搓捻性能,除了增加搓捻纤维行程外,还将上搓板辊从原来的2根增加到3根,下搓板辊由原来的3根增加到4根,见图4中A所示。
BC272C型梳毛机的工艺流程:
喂入开松机构1(一对喂毛辊、清洁辊和开毛辊)→预梳机构(胸锡林及其上三组工作辊、剥毛辊和托辊)→初梳机构(锡林及其上三组工作辊、剥毛辊)→凝聚成网剥取机构(道夫和斩刀)→折叠混和机构(导网帘、摆动帘、宽幅帘和输出帘等)→喂入开松机构2(一对喂入辊、清洁辊和开毛辊)→末梳机构(锡林及其上六组工作辊、剥毛辊)→凝聚成网剥取机构2(道夫和斩刀)→分割、搓捻成纱、卷取机构(导网辊、大小分割辊、搓皮板和卷取辊等)。针布配置见表4。

BC272C型二联梳毛机于1970年7月试制完成,经机械鉴定后即送上海第十二毛纺织厂进行试生产。 经数月试生产的试验、检测得出,下机粗纱质量如捻度(假捻)不匀率、重量不匀率、支数标准、断裂长度等多项指标*,基本达到BC272B型二联梳毛机对比机台的水平。但主要的一项指标“出条头针布配置数”(粗纱根数),只能在短时期内能达到预计的要求如80头或120头。但很快出条头数就会不断减少。原因是金属针布不断地被轧坏,前道夫的针布被轧坏后,无法形成完整的毛网。随着针布被轧坏面积的不断增大,前道夫上毛网的破洞亦越来越大。粗纱的根数相应减少以致无法卷绕成完整的花卷。由于金属针布无法修理复原,因此要保持前道夫上毛网完整,就必须调换新针布。原因如下。
(1)金属针布的不可修复性。金属针布虽有很多优点,如梳理效能高,锡林工作辊等辊筒上不产生废毛层,锡林上不需用风轮,在受力情况下不变形等;但它最大的缺点是一旦被轧坏,就无法修复到原来的状态。
(2)羊毛混料中混夹着许多草杂和加工过程中混入的金属杂物。粗纺原料中含有一定量的下脚料,如精梳短毛等,故草杂较多,虽经拣毛、开毛、除杂、洗毛(碳化)等多道工序的处理,但对包覆在毛块中的草杂却无法除尽。另外由于管理不善,在多道加工工序过程中,混入一些打包钉、螺丝等金属杂物。
(3)梳毛机上未设置必要的防护装置。以往的粗纺梳毛机均未设置吸铁、防轧和去草杂等防护装置,这也是金属针布被严重轧坏的原因之一。由于金属针布被轧坏的问题始终无法解决,BC272C型二联梳毛机的试验工作就此终结。粗纺梳毛机上采用全金属针布梳理工艺的尝试没有取得成功。遗憾的是在金属针布的规格设计上未进行研究与探讨。
2.5 BC272B型二联梳毛机
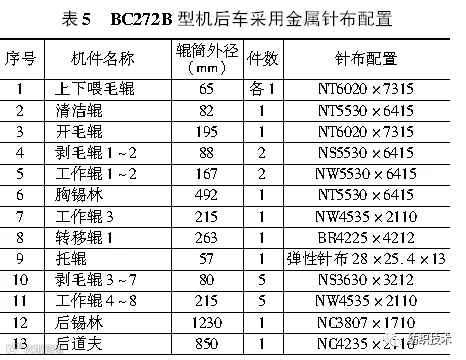
前车弹性针布、后车金属针布梳理工艺结构试验。图5为BC272B型二联梳毛机后车改用金属针布的结构。
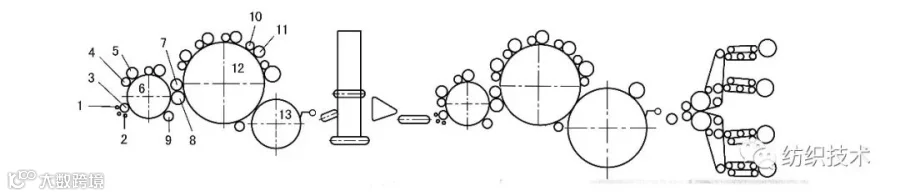
图5 BC272B型二联梳毛机后车改用金属针布的结构示意
为了在后车上配用金属针布梳理机构试验,在BC272B型二联梳毛机上作了部分改进。
(1)取消初梳锡林上风轮和上下挡风辊。
(2)在风轮和上挡风辊的位置增加一组工作辊、剥毛辊。
(3)取消初梳道夫的清洁辊。
从图5可看出,后车改用金属针布梳理工艺后,其工艺流程基本不变(流程略)。后车配用全金属针布梳理后,在试生产中,产品质量一切正常,完全达到成品质量要求[注]。
为什么后车采用全金属针布梳理不会影响出条(粗纱)质量呢?究其原因是:后车(初梳等部分)的作用在于开松和梳理,对后道夫上下来的毛网没有特殊的要求。即使毛网破损还要经过折叠、并网及混和等过程,故道夫上毛网的破损所带来的影响是微乎其微的,可忽略不计。前车则不然,除了开松、梳理外,还要求道夫上的毛网完整均匀,纤维伸直度、平行度要好,才能保证分割皮带丝分割毛网均匀光洁。经搓皮板后才能得到高质量的粗纱。
从上述情况看,粗纺梳毛机在中、后车上配置全金属针布梳理,是大有希望的。条件是必须再经过折叠混和机构才行。并为了避免和减少金属针布被轧坏,应在粗纺梳毛机上设置吸铁、防轧和去草杂装置。
[注]由于当时生产、科研、管理等处于不正常状态,试验数据未能保管好,现本文只能根据作者亲身经历回忆,仅供参考。
(未完待续)

专家文集陆续推出中,目前已开通倪远、任家智、冯学本、杨巧云、欧怀林、许鑑良、肖光伟等7位专家。
公众号后台回复专家名字即可看到,方法如下。

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!