
本文发表在《梳理技术》27期上。
梳棉机盖板踵趾差对成纱条干和常发性纱疵的影响
曹继鹏、张志丹、孙鹏子(辽东学院服装与纺织学院)
0 前言
梳棉机盖板与锡林隔距大小对梳棉机分梳质量有重要影响。对于给定梳棉机来说,盖板与锡林隔距的变化主要是由踵趾差和植针宽度等因素决定的,因此研究盖板踵趾差对隔距变化的影响很有意义。木村弘等[1]进行了增大盖板植针宽度的研究,探讨了盖板采用三种不同踵趾差时最小隔距点的位置变化及盖板工作角的变化等问题,认为当针角采用90°,踵趾差采用0.254 mm时,使用大植针宽度(31 mm)的盖板有利于生条棉结数量的下降。陈加才[2]等对梳棉机采用0.84、0.56 mm及0.56 mm小踵趾差加磨3 mm小平面的隔距变化情况进行了计算分析,认为采用3 mm小平面有利于提高梳理作用和正确校正锡林盖板隔距。魏宗升[3]也对梳棉机采用0.56 mm踵趾差并加磨3 mm小平面进行了理论分析,并给出了具体加工方法和试验对比结果,试验结果显示,采用0.56 mm踵趾差并加磨3 mm小平面的确有利于纱线质量的提高。邱大年[4、5]发明了一种小踵趾差(0.4~0.54 mm)、小铁骨宽度(29.5~30.5 mm)、小植针宽度(19.6~20.4 mm)的盖板,并给出了植针宽度与平均隔距的关系曲线图。费青[6]用几何学方法研究了盖板采用0.846、0.56 、0.49 mm三种踵趾差条件下,由踵点至趾点每隔1mm盖板针面隔距的变化情况,认为采用0.49 mm小踵趾差可进一步减小针面平均隔距。冉隆奎等[7]用几何学方法研究了踵趾差计算方法,并计算出常规锡林直径的盖板踵趾差的最佳值。
在以上学者讨论中均没有考虑到盖板铁骨宽度、锡林直径变化等对锡林盖板隔距的影响。文献[8]推导出锡林盖板隔距与锡林直径、盖板植针宽度、盖板铁骨宽度及盖板踵趾差之间的理论关系式,即盖板针面上任一点P与锡林的隔距PN为
式中,PN为盖板针面上任意一点P与锡林的隔距,x为P点与针面踵点的距离,R为锡林半径,d为盖板踵趾差,g0 为盖板出口点隔距,L为盖板铁骨宽度,l为盖板植针宽度,并提出小隔距区间长度的概念。文献[9]在文献[8]的基础上推导出锡林与盖板分梳区中小隔距区间长度的计算公式,即小隔距区间长度
式中,R为锡林半径,g0 为盖板针面与锡林的最小隔距,δ为出口隔距与最小隔距的差值,d为盖板踵趾差,L为盖板铁骨宽度,l为盖板植针宽度。
但以上研究均没有涉及到小踵趾差变化对成纱质量的影响问题。为此,进行了踵趾差为0.56、0.42、0.28和0.14 mm时对成纱质量影响的试验研究,结果发现踵趾差对成纱条干、粗节、棉结指标影响显著。总体上,采用0.42和0.56 mm两种踵趾差有利于成纱质量的改善,踵趾差过小不利于成纱质量的改善,其原因在于过小的踵趾差将导致有一些纤维不能顺利进入到锡林盖板分梳区,这可能是较小踵趾差成纱质量不好的原因。
1 试验方法及结果
1.1 原料
试验原料为山东棉, AFIS检测结果为:棉结为 231.5 粒/g,根数平均长度为22.6 mm,根数短绒率为18.2%,重量短绒率为5.7%, 5.0%长度为35.8 mm,杂质含量为239.5 粒/g (其中尘杂含量为191.5 粒/g,粒杂含量为46 粒/g),异物率为0.985%。
1.2 试验条件
(1)试验所用棉卷均为同列清棉机同一时间内所加工,棉卷定量为442.3 g/m。
(2)试验所用梳棉机型号为A186F,刺辊速度为1000 r/min,盖板与锡林的隔距为0.2 mm。在其他工艺不变条件下,踵趾差采用0.14、0.28、0.42、0.56 mm四档,道夫速度采用20、25、30 r/min三档,锡林速度采用394、296 r/min两档。所纺的纱线号数为37.8 tex。
(3)在纺纱过程中,并条采用同台同眼,粗纱和细纱采用同台同锭进行试验。上述生产工艺条件均相同。
1.3 试验结果
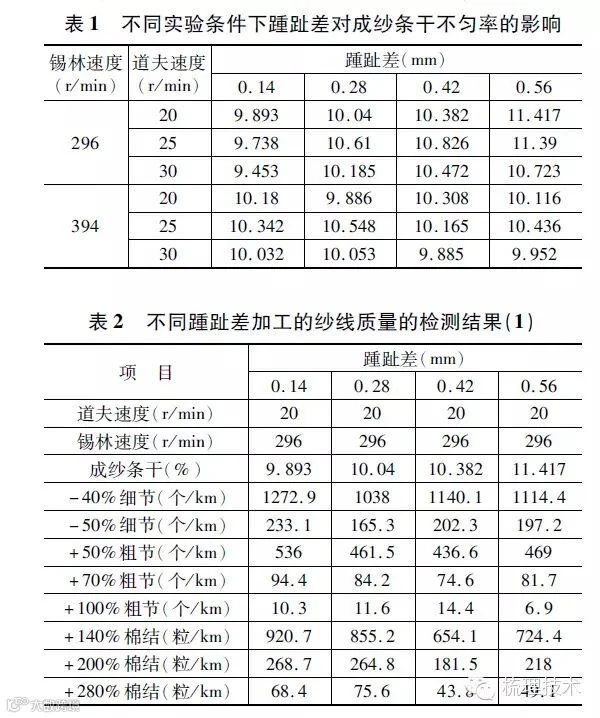
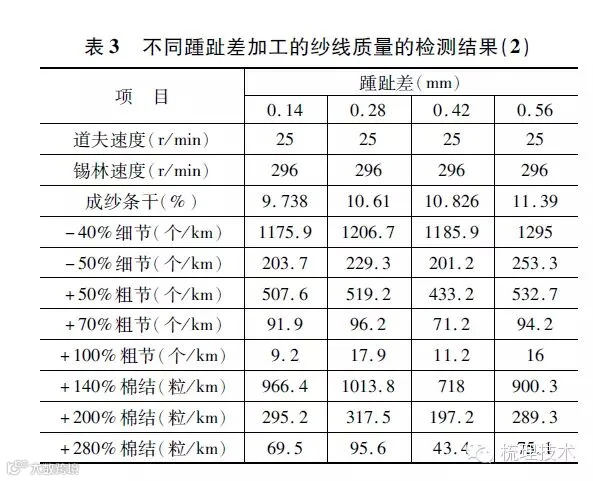
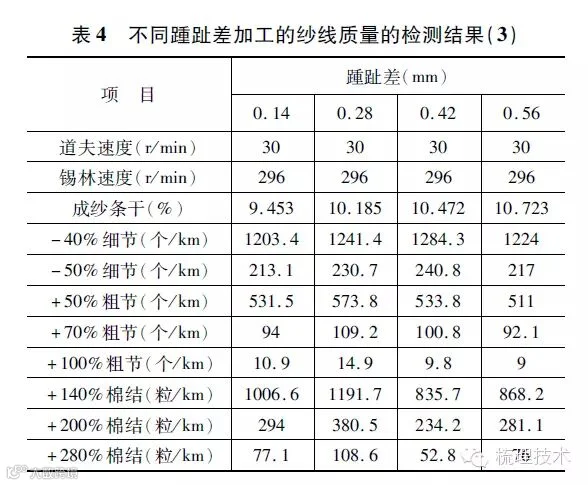
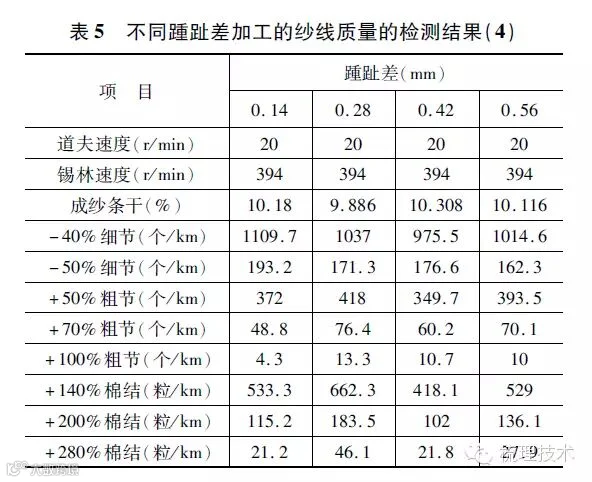
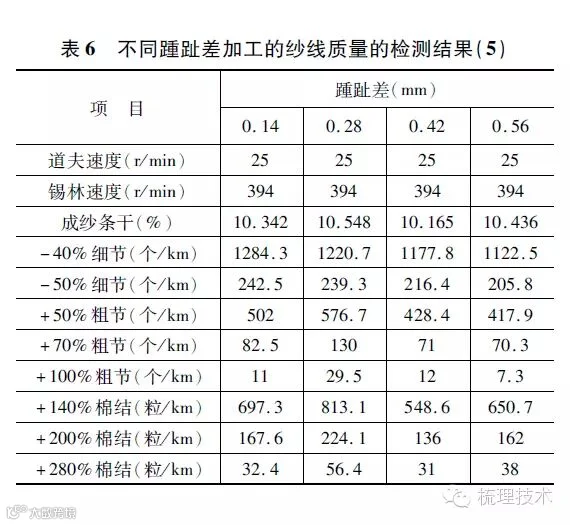
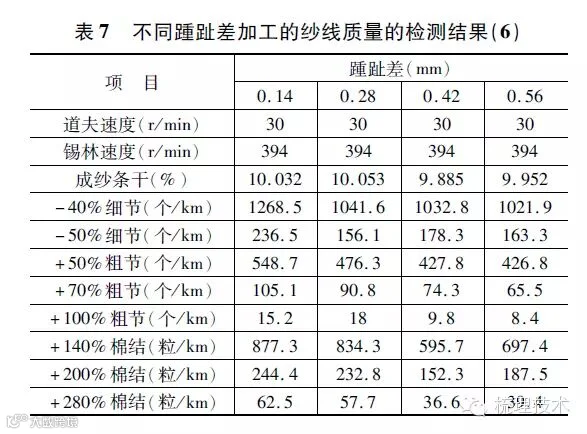
每个试验方案均纺10个纱管,用PT7000条干仪对成纱质量进行了检测,表1~7分别列出了不同踵趾差在不同道夫和锡林速度条件下对成纱质量的影响(表中数据均为10个管纱的平均值)。
2 试验结果讨论
2.1 影响因素的显著性差异分析
使用SPSS 统计软件[10],不同纱线质量指标影响因素的显著性分析见表8所示。
由表8可知三个因素对所有指标影响显著性分析结果如下:
(1)条干:单独a,b,c影响均显著,交互作用a×c显著。
(2)-50%细节:单独b,c影响均显著,其余均不显著。
(3)-40%细节:单独b,c影响均显著,其余均不显著。
(4)+50%粗节:单独a、b,c影响均显著,其余均不显著。
(5)+70%粗节:单独a、b,c影响均显著,其余均不显著。
(6)+100%粗节:单独a影响显著,其余均不显著。
(7)+140%棉结:单独a、b,c影响均显著,其余均不显著
(8)+200%棉结:单独a、b,c影响均显著,交互作用a×b×c显著。
(9)+280%棉结:单独a、b,c影响均显著,交互作用a×c显著。
因而踵趾差对细节指标影响不显著,对其它指标影响显著。以下主要讨论踵趾差对条干、粗节和棉结指标的影响。

2.2 踵趾差对成纱条干的影响
由表1中数据可知,当锡林速度为394 r/min、道夫速度为30 r/min时,以0.42 mm踵趾差方案为最好,以下依次为0.56、0.14和0.28 mm方案;当道夫速度为25 r/min时,同样以0.42 mm踵趾差方案为最好,以下依次为0.14、0.56和0.28 mm方案;当道夫速度为20 r/min时,以0.28 mm踵趾差方案为最好,以下依次为0.56、0.14和0.42 mm方案。
由表1中数据可知,当锡林速度为296 r/min时,道夫三档速度条件下均以0.14 mm踵趾差方案为最好,以下依次为0.28、0.42和0.56 mm方案,规律性十分明显。
综上所述,当锡林速度为400 r/min时,总体上以0.42 mm踵趾差方案为最好;当锡林速度为300 r/min时,总体上以0.14 mm踵趾差方案为最好。
2.3 踵趾差对成纱细节的影响
由表2~4中数据可知,当锡林速度为296 r/min、道夫速度为30 r/min时,-40%和-50%细节均以0.14 mm踵趾差方案为最少,以下依次为0.56、0.28和0.42 mm方案;当道夫速度为25 r/min时,-40%细节以0.14 mm踵趾差方案为最少,以下依次为0.42、0.28和0.56 mm方案;-50%细节以0.42 mm踵趾差方案为最少,以下依次为0.14、0.28和0.56 mm方案;当道夫速度为20 r/min时,-40%和-50%细节均以0.28 mm踵趾差方案为最好,以下依次为0.56、0.42和0.14 mm方案。
由表5~7中数据可知,当锡林速度为394 r/min、道夫速度为30 r/min时,-40%细节以0.56 mm踵趾差方案为最少,以下依次为0.42、0.28和0.14 mm方案;-50%细节以0.28 mm踵趾差方案为最少,以下依次为0.56、0.42和0.14 mm方案;当道夫速度为25 r/min时,-40%细节以0.56 mm踵趾差方案为最少,以下依次为0.42、0.28和0.14 mm方案;-50%细节变化趋势相同;当道夫速度为20 r/min时,-40%细节以0.42 mm踵趾差方案为最少,以下依次为0.56、0.28和0.14 mm方案;-50%细节以0.56 mm踵趾差方案为最少,以下依次为0.28、0.42和0.14 mm方案。
综上所述,对于-40%细节而言,当锡林速度为400 r/min时,以0.56 mm方案为最少,以下依次为0.28、0.42和0.14 mm方案;当锡林速度为296 r/min时,以0.14 mm方案为最少,以下依次为0.28、0.56和0.42 mm方案。对于-50%细节而言,当锡林速度为394 r/min时,以0.56 mm方案为最少,以下依次为0.28、0.42和0.14 mm方案;当锡林速度为296 r/min时,几个方案相差不大。千米细节总体上以0.56 mm踵趾差方案为最好,以下依次为0.28、0.42和0.14 mm方案。
2.4 踵趾差对成纱粗节的影响
由表2~4中数据可知,当锡林速度为296 r/min、道夫速度为30 r/min时,+50%粗节和+70%粗节均以0.56 mm踵趾差方案为最好,以下依次为0.14、0.42和0.28 mm方案;+100%粗节以0.56 mm踵趾差方案为最好,以下依次为0.42、0.14和0.28 mm方案;当道夫速度为25 r/min时,+50%粗节以0.42 mm踵趾差方案为最好,以下依次为0.14、0.28和0.56 mm方案;+70%粗节以0.42 mm踵趾差方案为最好,以下依次为0.14、0. 56和0. 28 mm方案;+100%粗节以0.14 mm踵趾差方案为最好,以下依次为0.42、0.56和0.28 mm方案;当道夫速度为20 r/min时,+50%粗节以0.42 mm踵趾差方案为最好,以下依次为0.28、0.56和0.14 mm方案;+70%粗节以0.42 mm踵趾差方案为最好,以下依次为0.56、0.28和0.14 mm方案;+100%粗节以0.56 mm踵趾差方案为最好,以下依次为0.14、0.28和0.42 mm方案。
由表5~7中数据可知,当锡林速度为394 r/min、道夫速度为30 r/min时,+50%粗节和+70%粗节均以0.56 mm踵趾差方案为最好,以下依次为0.42、0.28和0.14 mm方案;+100%粗节以0.56 mm踵趾差方案为最好,以下依次为0.42、0.14和0.28 mm方案;当道夫速度为25 r/min时,+50%粗节和+70%粗节均以0.56 mm踵趾差方案为最好,以下依次为0.42、0.14和0.28 mm方案;+100%粗节以0.56 mm踵趾差方案为最好,以下依次为0.14、0.42和0.28 mm方案;当道夫速度为20 r/min时,+50%粗节以0.42 mm踵趾差方案为最好,以下依次为0.14、0.56和0.28 mm方案;+70%粗节以0.14 mm踵趾差方案为最好,以下依次为0.42、0.56和0.28 mm方案;+100%粗节以0.14 mm踵趾差方案为最好,以下依次为0.56、0.42和0.28 mm方案。
综上所述,对+50%粗节而言,锡林速度为394 r/min时,以0.56 mm踵趾差方案为最好,以下依次为0.42、0.14和0.28 mm方案;锡林速度为296 r/min时,以0.42 mm踵趾差方案为最好,以下依次为0.14、0.56和0.28 mm方案。对+70%粗节而言,锡林速度为400 r/min时,以0.56 mm踵趾差方案为最好,以下依次为0.42、0.14和0.28 mm方案;锡林速度为300 r/min时,以0.42 mm踵趾差方案为最好,以下依次为0.56、0.14和0.28 mm方案。对+100%粗节而言,锡林速度为400 r/min时,以0.56 mm踵趾差方案为最好,以下依次为0.14、0.42和0.28 mm方案;锡林速度为300 r/min时,以0.56 mm踵趾差方案为最好,以下依次为0.14、0.42和0.28 mm方案。
总体而言,千米粗节以0.56 mm踵趾差方案为最好,以下依次为0.42、0.14和0.28 mm方案。
2.5 踵趾差对成纱棉结的影响
由表2~7中数据可知,所有的试验方案中均以0.42 mm踵趾差方案棉结最少,规律性十分明显,以下依次为0.56、0.14和0.28 mm方案,规律性比较明显,这说明采用0.42 mm踵趾差十分有利于棉结的减少。
3 踵趾差对成纱质量影响的机理分析
根据G Mandl[11]梳理理论,只有当纤维一端为盖板针齿抓取,另一端为锡林针齿所抓取时,才会发生分梳作用[11]。因此,从理论上讲,盖板和锡林间隔距越小,越有利于分梳过程的进行。本次试验盖板踵趾差分别采用0.14、0.28、0.42和0.56 mm四种,隔距均采用0.2 mm,根据文献[8、9]的计算公式,可以计算出不同踵趾差几个主要隔距点的位置大小及小隔距区间的长度,见表9所示。
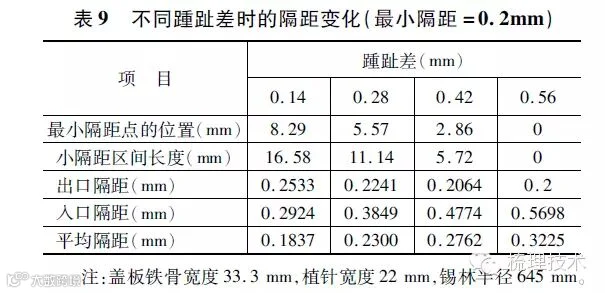
由表9可知,采用相同隔距,踵趾差愈小,小隔距区间愈大,平均隔距也愈小,因此单纯从分梳角度而言,踵趾差越小越有利于梳理强度的提高,进而有利于提高分梳质量,但实际纺纱质量却并非如此。其可能原因在于,当踵趾差过小时,盖板与锡林间进口隔距也较小,例如踵趾差为0.14 mm时,入口隔距仅为0.2924 mm。而踵趾差为0.42 mm时,入口隔距为0.4774 mm(见表9),当锡林上纤维进入盖板与锡林分梳区时,将会发生纤维和纤维束充塞在盖板针布入口处,纤维将会“乱哄哄”地交错叠塞,这显然不利于分梳,也不利于以后的释放[12],会造成纤维搓转现象增加而导致纤维损伤的加剧和棉结的增加,也会影响纤维转移分梳能力,因为无序杂乱的纤维层对纤维的有序转移也是有不利影响的。当踵趾差大时,由于入口隔距增大,喂入到清洁盖板纤维和纤维束有序而有弹力填充在针间,然后逐步形成弹性回复力,层层纤维有序地积累叠压形成向下弹性回复力,纤维转移分梳将会有序进行。这就是为什么过小的盖板踵趾差总体上不如0.42 mm和0.56 mm大踵趾差的可能原因。
4 结论
根据以上的分析可以得到如下结论:
(1)四种踵趾差尺寸以0.42和0.56 mm两种总体上有利于成纱质量的改善;
(2)0.42 mm踵趾差非常有利于棉结的去除,规律性十分明显;
(3)踵趾差过小,纤维在盖板针布入口处,排列混乱,产生严重充塞现象,这将不利于纤维的分梳和转移。这就是踵趾差过小,分梳质量差,成纱质量不好的可能原因。
(4)踵趾差对成纱条干、千米粗节和千米棉结影响显著,但对成纱细节影响不显著。
参考文献:
[1]Hiroshi K, Susumu H. The flats of a carding machine, Part 3: flats with wider wire-sets[J].Journal of the Textile Machinery Society of Japan. 1976, 29 (3): T41-T49.
[2]陈加才,毛志勇.梳棉机盖板踵趾差与针面形状的分析和实验[J].棉纺织技术, 1983, 11(6):7-11.
[3]魏宗升.小踵趾差盖板的试验分析[J].纺织学报, 1987,8(1):36-39.
[4]邱大年.新型梳棉机盖板的研究与探讨[J].山东纺织科技, 1994, 2:48-51.
[5]邱大年.梳棉机回转盖板:中国,CN2190658[P]. 1995-03-01.
[6]费青.现代高产梳棉机改善锡林盖板部分梳理作用的分析[J].北京纺织,1998,19(3):22-27.
[7]冉隆奎,席莉丹.关于梳棉盖板踵趾差的理论探讨[J].棉纺织技术,2001,29 (11):15-18.
[8]SUN Peng-zi, JU Yan-qing, ZHANG Ming-guang. Effects of Cylinder Radius, Setover and Heel-Toe Difference on Cylinder-Flat Gauge of a Card[J].Journal of Donghua University (Eng. Ed.), 2007, 24(5): 657-661.
[9]P Z Sun, Y Q Ju, Y H Li, J P Cao. Length of small gauge zone between cylinder and flat of a card [J].Journal of The Textile Institute, 2012,103(9): 980-984.
[10]苏金明.统计软件SPSS12.0 for Windows 应用及开发指南[M].北京:电子工业出版. 2004: 253-259.
[11]Gerhard Mand1.New technology for improved carding[J].Melliand English,2005, 87(3):E18-E21.
[12]张文赓. 盖板梳理理论的新解. 东华大学学报(自然科学版),2011,37(2):133-137.