


本文发表在2007年出版的第13期《梳理技术》杂志上,更多好文章期待您的投稿。投稿、咨询邮箱:shulijishu@geron-china.com
盖板针布植针式的设计
耿玉花
0 前言
随着新型金属针布的不断发展,盖板针布新品种新规格的开发越来越引起人们的重视。盖板针布的植针式决定着其针尖排列公式和纵横向密度。所以植针式的设计是新型盖板针布设计的一个重要内容。而新设计的植针式如何在盖板植针机上实施,则是新型盖板针布试制的关键。
从瑞士、意大利引进的盖板植针机结构比较完善合理,目前出现的一些植针式都可以生产,而且改换品种规格也比较方便,与此相反,国产的老式盖板植针机则受到一定的限制。因此,在进行植针式设计的同时,必须考虑植针机的工艺可能性。但如果对其传动结构进行深入的研究,进行适当的改装,同样可以植出许多新颖的、适合盖板针布使用工艺要求的植针式。
1 国产盖板植针机的传动
盖板植针机传动如图1所示。
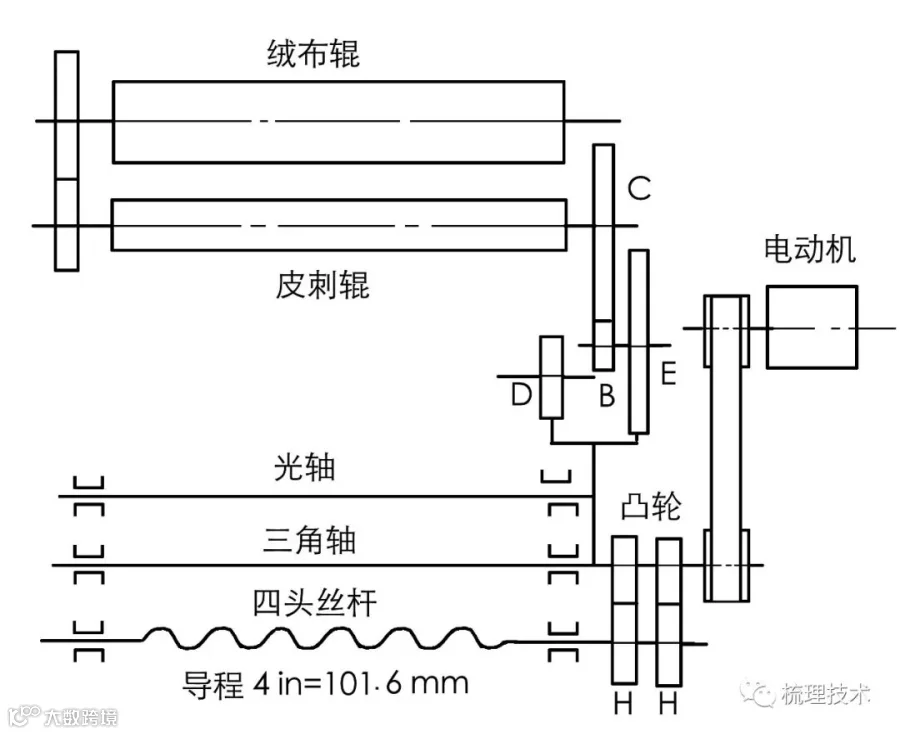
图1 盖板植针机传动示意
(1)由电动机带动三角轴(六角轴),三角轴由凸轮撑牙、撑牙轮H带动四头丝杆作间歇转动,从而带动大拖板作横向间歇运动。三角轴每转动一周,四头丝杆扎一次,即大拖板横向运动一次。再者,三角轴由撑牙、撑牙轮E、齿轮B、C带动皮刺辊作间歇提升运动。光轴是打来回的,即拖板运动到头之后,光轴动作使撑牙轮H换向,撑牙轮E、比例盘牙轮D各动作一次,纵向提升一次。
(2)四头丝杆带动大拖板作横向运动,它的导程为101.6 mm(4 in),即它旋转一周,带动大拖板横向运动101.6 mm。
2 盖板针布的植针式
盖板针布是把钢针作成U字形。植在底布上而成的。U字形的底部称为“针根”,针根在底布上的排列形式称为“植针式”。目前出现的植针式可分为平纹、斜纹、缎纹、花纹4种。所谓平纹、斜纹、缎纹都是借用纺织品织物组织的名称。其表示方法用横向25.4 mm(1 in)内的行数N、纵向一组内的针数T,纵向相邻两排针根在横向错开的横向针尖距"a"的个数Y来表示。即“N×T×Y”。如图3斜纹4×6、图4斜纹3.5×10×3、图7缎纹3.5×8×3等。
3 平纹组织及工艺计算
平纹组织是横向相邻两针根间空开1/3个针根宽,在纵向相邻两排针根横向错开2/3个针根宽,如图2平纹3×2。其特点是钢针较容易被底布牢固地握持。但这种组织已不适应盖板针布的要求,目前仅有钢丝刷采用这种植针组织。在植针机上的工艺计算如下:
(1)针根宽:A=(3/4)×(25.4/N)(mm)
(2)横向针尖距:a =25.4/4N=6.35/N(mm)
(3)撑牙轮的最少齿数:Hmin=4N
(4)撑牙每次撑的齿数:i=H/Hmin
H为撑牙轮实际采用的齿数,为Hmin的正数倍。
(5)调头时撑牙撑的齿数:
i头=(1/2)×(H/Hmin)
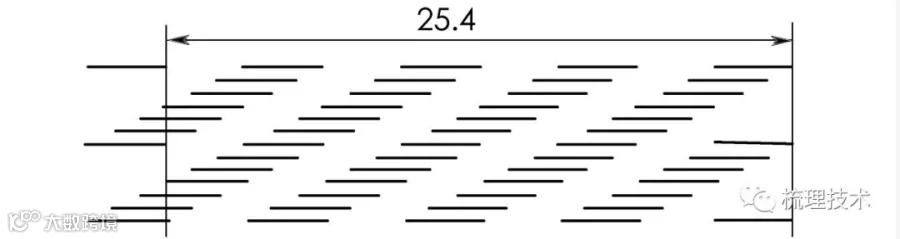
图2 平纹3×2
4 斜纹组织及工艺计算
斜纹组织是指针根在底布上呈斜纹排列,在横向两个针根间空一个针根宽,在纵向相邻两排针根横向错开Y个横向针尖距a。如图3斜纹4×6,图4斜纹3.5×10×3,图5斜纹3.5×5×2,图6斜纹3.5×5×4。这种植针组织特点是横向针尖距a与横向每25.4 mm内的行数N、纵向每组的针数T有关。
纵向针尖距b与每组的针数有关。通过植针组织“N×T×Y”的设计,可以使针尖排列整齐、均匀、清晰,横向密度和纵向密度适合盖板的工艺要求。
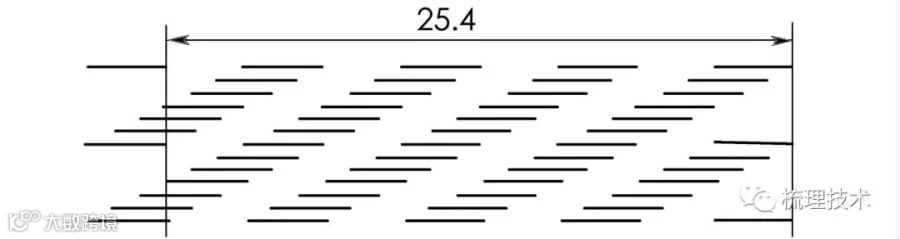
图3 斜纹4×6
图3中纵向相邻两排针根在横向错开1个横向针尖距a,即Y为1,不再表示。
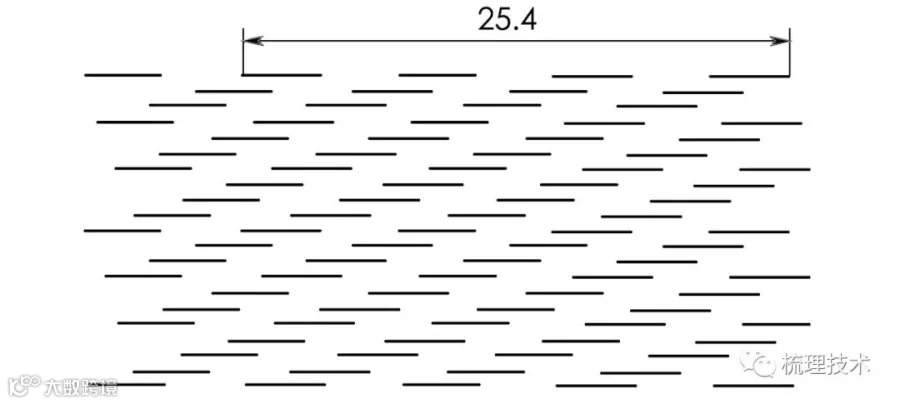
图4 斜纹3.5×10×3
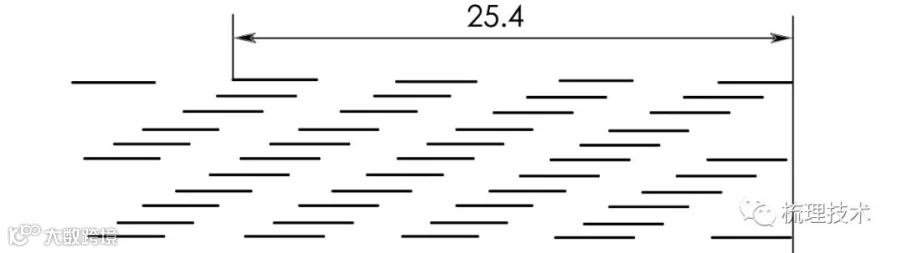
图5 斜纹3.5×5×2
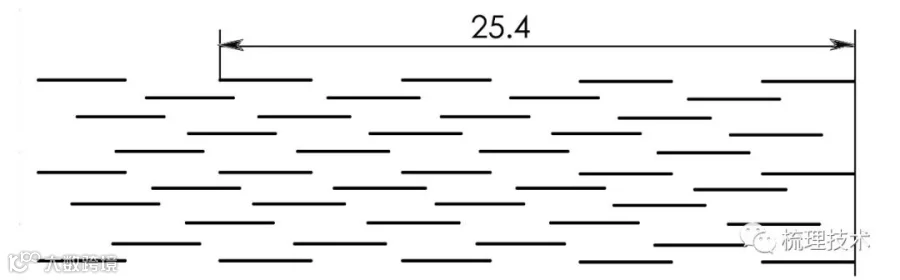
图6 斜纹3.5×5×4
在植针机上的工艺计算如下。
(1)横向针尖距a (mm)
当每组针数T为偶数时:a =25.4/NT
当每组针数T为奇数时:a =25.4/2NT
(2)针根宽:A =25.4/2N(mm)
(3)针根宽A与横向针尖距a 的关系
当每组针数T为偶数时:A =(T/2)·a
当每组针数T为奇数时:A =Ta
(4)撑牙轮的最少齿数Hmin
当每组针数T为偶数时:Hmin =2NT
当每组针数T为奇数时:Hmin =4NT
(5)撑牙每次撑的齿数i
当每组针数T为偶数时:i=(T/2)·(H/Hmin)
当每组针数T为奇数时:i=T·(H/Hmin)
H为撑牙轮实际选用的齿数,应为Hmin的整数倍。
(6)调头时的撑齿数i头、i尾
车头:i头=(Y/2)×(H/Hmin)
车尾:当T为偶数时:
i尾=[(T-Y)/2]×(H/Hmin)
当T为奇数时:
i尾=[(2T-Y)/2]×(H/Hmin)
(7)植针宽度22 mm内针根的排数,即批数n
n =(M/2N)×0.866
M为盖板针布的密度K[针尖数/(25.4 mm)2 ]
(8)纵向针尖距b(mm)
当T为偶数时:b =(T/2)×δ
当T为奇数时:b =T×δ
δ为纵向针根距,δ=22/(n-1)
(9)比例牙轮的齿数D
D =(n/22)×W
W为盖板宽度,一般为36 mm左右。
(10)上升交换齿轮的齿数B
B =(δ·E·C)/(π·ø)
ø为皮刺辊的有效直径。
5 缎纹组织工艺计算
缎纹组织是斜纹组织分段横向错开(T-Y)a 叠加而成的。由于它是斜纹组织叠加而成,所以和斜纹组织相比,针尖的横向密度可以做得更密些。如果设计得合理,针尖的排列整齐、均匀、清晰、美观,可以提高盖板针布的工艺性能。如图7缎纹3.5×8×3。这种组织在植针机上的工艺计算,与斜纹组织每组针数T为奇数的计算公式相同。
叠加时调头撑的齿数i加为:
i加=[(T-Y)/2]×(H/Hmin)
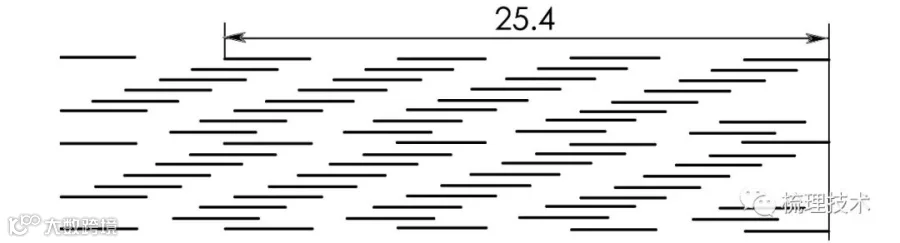
图7 缎纹3.5×8×3
6 花纹组织工艺计算
花纹组织可以分为横向稀密、纵向稀密和纵横向均有稀密的3类。在同一条盖板针布上针尖的密度不同,如果设计合理,可以改善针尖的分布状态,从而更好地适应梳理工艺需要, 提高分梳、除杂性能。
6.1 横向稀密组织的工艺计算
一根盖板针布是采用行数相同而每组针数不同的两种斜纹植针组织,针数多的横向密度高, 针数少的横向密度低。如图8的4.5×6、4.5×4。
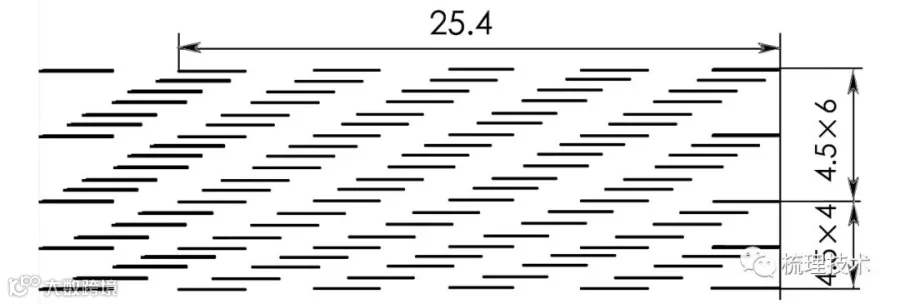
图8 花纹4.5×6、4.5×4
在植针机上的工艺计算完全与斜纹组织计算相同。撑牙轮的齿数采用两种植针组织所需撑牙轮最少齿数的最小公倍数。如图8。
斜纹4.5×6:Hmin=2NT=2×4.5×6=54
斜纹4.5×4:Hmin=2NT=2×4.5×4=36
两者的最小公倍数:H =108
每次撑牙数i:
i=(T/2)×(H/Hmin)=(6/2)×(108/54)
=(4/2)×(108/36)=6
调头时撑牙数i头、i尾为:
车头:i头=(Y/2)×(H/Hmin)
4.5×6:i头=(1/2)×(108/54)=1
4.5×4:i头=(1/2)×(108/36)=1.5
车尾:i尾=[(T-Y)/2]×(H/Hmin)
4.5×6:i尾=[(6-1)/2]×(108/54)=5
4.5×4:i尾=[(4-1)/2]×(108/36)=4.5
植完第一种组织(4.5×6)后,通过比例盘给撑牙一个动作,使车尾调头时,由撑5牙的距离变为撑4.5牙的距离,即开始植第二种组织(4.5×4)。
6.2 纵向稀密组织
一根盖板针布上,植针组织相同而纵向针根距δ不同,从而改变针尖的纵向密度。如图9。
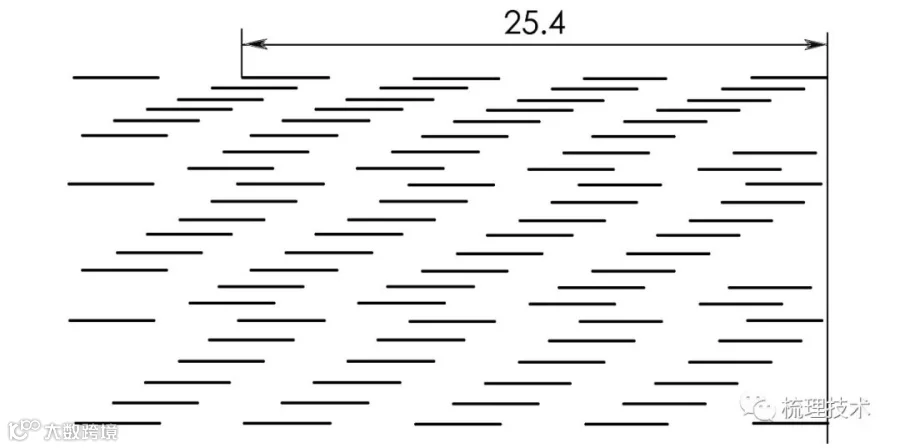
图9 纵向稀密3.5×8×3
植针机上的工艺计算与原植针组织的工艺计算完全相同。根据植针宽度22 mm内针根的批数n,盖板条的总宽度W,计算出比例盘牙轮D的齿数,再设计上升撑牙轮的标准齿数E,一般取E=2D,根据E计算上升交换齿轮B,然后根据盖板针布纵向稀密的要求,设计出有不同齿距的上升撑牙轮E,总之,在纵向稀密组织中,最关键是设计特殊的上升撑牙轮E;使达到纵向稀密排列、跳空与纵向针数,以及稀密之间总宽度比三者均达到要求。在植针过程中,比例盘牙轮D和上升撑牙轮E应调到同步。
6.3 纵、横均有稀密的组织
即采用纵向稀密与横向稀密的组合。
各种植针组织在植针机上的工艺计算见附表。
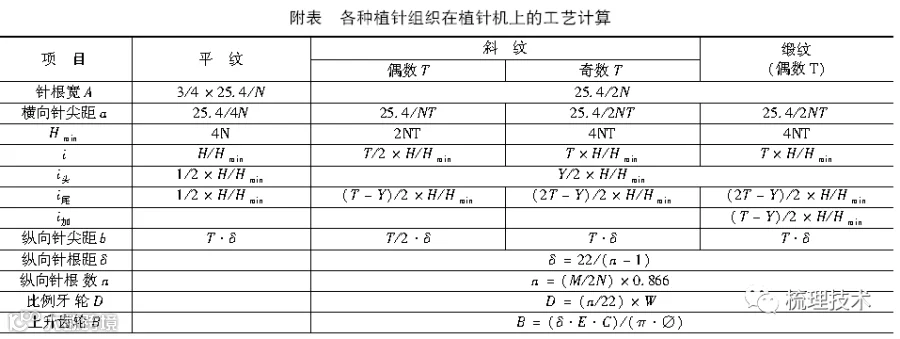
注: 本表未包括纵向稀密组织,大部分项目可供参考。

专家文集陆续推出中,目前已开通倪远、任家智、冯学本、杨巧云、欧怀林、许鑑良、肖光伟等7位专家。
公众号后台回复专家名字即可看到,方法如下。


《梳理技术》杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平、刘古立先生先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《梳理技术》每期发行三千多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《梳理技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!