

本文发表在第28期《梳理技术》杂志上,更多好文章期待您的投稿。投稿邮箱:shulijishu@geron-china.com

大麻多组分混纺粗花呢的研制
吴红玲(兰州理工大学)
蒋少军(浙江工业职业技术学院)
大麻系桑科属一年生草本植物,品种高达150个左右[1]。从公元前一世纪到上个世纪后半叶,大麻一直是人们广泛种植的农作物。大麻植物的韧皮纤维是最早用作纺织纤维的品种之一,它可作为纤维产品、服装、绳索、船帆、油脂、纸张及医疗用品的原材料。但从传统意义上讲,大麻一直被当作一种能用来制造绳索的纤维[2]。21世纪以来,纺织行业中出现了许多具有优越性能的新型纤维,一方面,化学纤维在不断追求更加优良的仿天然纤维的舒适感,另一方面,为使天然纤维的性能在更多的领域中发挥出来,天然纤维的改性也已成为潮流。大麻纤维便是其中之一,其正在由表面粗糙的纤维向科技含量高的舒适性纤维转化。
我国是大麻纤维的主要生产国,遍布全国,其中以北方为多,且北方的大麻比南方的大麻洁白柔软。我国的纤用大麻,最负盛名的均在北方,其中以河北蔚县大麻,山西潞安大麻,山东莱芜大麻品质最优。近年来中国大麻产量已占世界大麻产量的1/3左右,居世界第一位[3]。种植大麻植物对气候和土壤的要求并不苛刻,它生长迅速,抗虫害能力强,而且大麻在种植期间无需杀虫剂和肥料,不会造成土地污染,环境生态良好,且种植收获期较短,往往一亩地可收获两到三倍于棉花的大麻纤维[4]。从大麻中获取的纤维是一种具有天然色泽的高品质的天然纤维素纤维。大麻纤维制成的纱线、服装及各类饰品具有拉伸强度高、抗静电能力强、对染料的吸附性能好、防紫外线辐射能力强等特点[5]。
1 混纺粗花呢原料的选用
大麻既可与棉、麻、毛及化学纤维混纺,也可纯纺[6],所得纺织品悬垂性、保形性好,产品挺括、风格别致,吸湿性良好,散湿快,穿着凉爽不贴身,与棉织物穿着时相比,可使人体感觉温度低5℃左右,即使在气温高达38℃及以上的酷暑也不会觉得热不可耐[7]。此外,大麻纺织品还具有抗霉抑菌、防霉防臭、防腐、坚牢耐用等其他纺织品不可比拟的优点[8]。
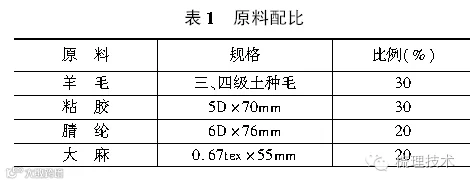
大麻多组分混纺粗花呢原料配比见表1。由于粗纺织物中大麻纤维使用的不多,本产品只选用20%精梳麻条。从试制结果看,大麻比例还可提高到35%左右,并可用精梳落麻或麻条与落麻混用,以降低成本[9]。
2 产品规格及特点
粗花呢是粗纺呢绒中具有独特风格的花色品种,其外观特点就是“花”[10]。与精纺呢绒中的薄花呢相仿,是利用两种或以上的单色纱,混色纱、合股夹色线、花式线与各种花纹组织配合,织成人字、条子、格子、星点、提花、夹金银丝以及有条子的阔、狭、明、暗等几何图形的花式粗纺织物[11]。粗花呢采用平纹、斜纹及变化组织,原料有全毛、毛粘混纺、毛粘涤或毛粘腈混纺以及粘、腈纯化纤。粗花呢按呢面外观风格分为呢面、纹面和绒面三种。呢面花呢略有短绒,微露织纹,质地较紧密、厚实、手感稍硬,后整理一般采用缩绒或轻缩绒,不拉毛或轻拉毛。纹面花呢表面花纹清晰,织纹均匀,光泽鲜明,身骨挺而有弹性,后整理不缩绒或轻缩绒。绒面花呢表面有绒毛覆盖,绒面丰富,绒毛整齐,手感较上两种柔软,后整理采用轻缩绒、拉毛工艺。粗花呢不但具有保暖性、透气性,而且柔软、贴身不变形,是春秋套装的理想面料[12]。试制生产的多组分混纺粗花呢成品规格如下。
单重535 g/m,幅宽145 cm,经密146 根/10cm,纬密173 根/10cm。
3 大麻纤维的染色
大麻纤维采用散麻染色。大麻纤维吸湿性好,在染色过程中吸附性强,上染率快,染色均匀,不易出现色花[13],但色泽鲜艳度不如腈纶,与粘胶纤维接近,在混用时以不染色为好,如产品为灰色或加花,烘干时因大麻质轻易飞,且脆,入库回潮率应保持在13%左右[14],染大麻纤维工艺处方为:直接湖蓝5B 2.1%,沙拉非尼黄5GL0.3%,元明粉1%,盐 20%(分两次加入),醋酸 1%,固色剂 7%。图1为大麻染色升温曲线。
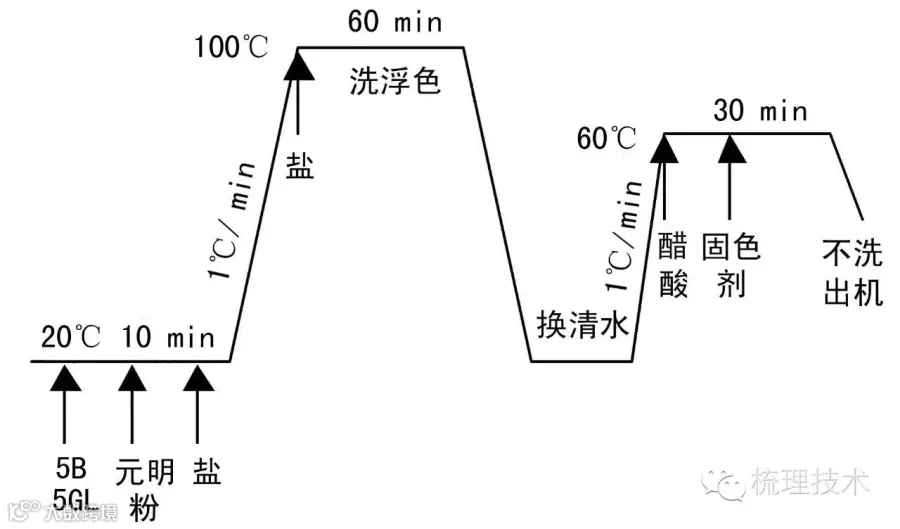
图1 染色升温曲线
4 混纺粗花呢梳纺工艺
大麻多组分混纺粗花呢梳纺工艺流程:原料→人工和毛→机械和毛(B261和毛机)→梳毛(BC272三联梳毛机)→纺纱(BC584细纱机)→络纱(1332M络筒机)→混纺纱入库
4.1 人工和毛
由于大麻、腈纶、羊毛和粘胶四种原料色差大,性能差异也大,人工和毛采用两次铺层法,即先把腈纶与大麻纤维铺层形成一次混料,然后再把一次混料当做一种原料与羊毛、粘胶纤维铺层混合。操作工在和毛中应严格按照撒开、抖均、横铺直取的原则,最少翻动混合三次,以求得成分、色泽均匀一致。
4.2 机械和毛
采用B261和毛机对混料进行进一步的混合,混合时应加入一定量的和毛油,混合两遍。此品种可用乳化白油2.5%,平平加2%,加水量12%~16%。和毛后的混料要求回潮达到要求,混毛、色泽和加油一定要均匀。和毛后混料储藏时间至少12 h,充分使油水渗透到各种纤维之中,使之达到回潮、混料均匀的目的,另外生产中也可加3%~5%的硅溶胶,以增加纤维的抱合力。
4.3 梳毛工艺
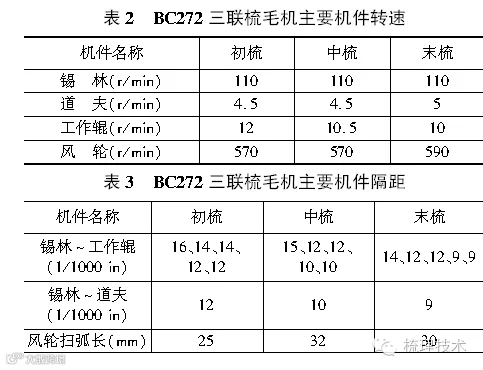
根据麻纤维质轻易飞、粗硬且脆、麻粒较多、与梳毛机针辊作用力强等特点,梳毛工艺应采取低速度和较小隔距的工艺[15],如出条速度比通常降低11%,喂毛周期比通常加长87.5%,锡林与道夫、工作辊隔距都有所减少。为减少落麻、飞麻,要求车间相对湿度达到65%左右,并调整漏底、隔距,使入口处达到2 mm,出口处达到1 mm。具体梳毛机上机工艺采用如下:上机标准回潮25%~30%,喂毛周期50 s/次,喂入量207.36 g,出条速度16 m/min,出条重3.6g±1。梳毛机转速和隔距见表2、表3。
4.4 纺纱工艺
纺纱时捻系数的选择很重要,根据纺纱断头率、纱支强力、织造断头率以及起毛效果等因素确定,大麻纤维刚性大,易松散,卷曲少,抱合力差,所以捻系数通常应选大一些。在纺纱过程中考虑到织造困难,又把经纱支数由11 Nm改为10 Nm,捻度38捻/10cm不变,以减少织造断头,锭速通常由3400 r/min降到3230 r/min,同时配以罗拉重加压、强握持,使长纤维顺利通过牵伸,又能适当控制浮游纤维。细纱机具体采用工艺如下。
捻度38 捻/10cm,捻向Z,牵伸1.3 倍,锭速3230 r/min,钢丝圈12 号,标准回潮率11.5 %,纺纱支数经10 Nm纬11 Nm。
5 混纺粗花呢坯布规格和织造
为了减少经纱断头和确保幅宽,织造工序比通常增加了纹干和边撑。大麻多组分混纺粗花呢采用3/1破斜纹纬二重组织,总经根数为2100 根,上机经纬密度分别为116 根/10cm和138 根/10cm,下机经纬密度分别为124 根/10cm和142 根/10cm,上机幅宽181 cm,下机幅宽169 cm,每米经纱重、每米纬纱重和每米坯布重量分别为197 g、234 g、431 g,织造长缩和幅缩分别为3%和6.5%。
6 混纺粗花呢染整工艺
大麻多组分混纺粗花呢染整工艺流程为:修补→检验→轻缩→洗呢→脱水→烘干→熟修→蒸呢→检验→打包→入库。
缩呢工艺为:规格要求上机宽162 cm、下机宽145cm;缩剂及比例为肥皂4%;温度35 ℃;时间35 min;上机道数4,缩口宽10 cm,pH值9。
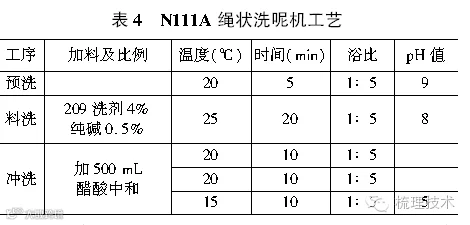
洗呢工艺见表4。
N642拉幅烘干机工艺为:上机宽144±2 cm,车速5~8m/min,温度85~90℃,下机宽145±1 cm,回潮率10%。
N711B蒸呢机工艺为:下机宽145±1 cm,时间蒸10min、抽冷10 min,蒸汽压力1.5~3 kg/cm,张力适当,温度35 ℃。
7 大麻多组分混纺粗花呢产品技术指标
用大麻纤维和羊毛、粘胶、腈纶混纺生产的多组分混纺粗花呢成品物理指标和染色牢度如下,从中可以看出,各项指标都较好。
成品物理指标:断裂强度经向为470 N、纬向为540N,断裂伸长率经向为15.5%、纬向为33.5%,缩水率经向为1.6%、纬向为1.7%。
成品染色牢度:皂洗原样变化4~5级,棉布沾色3级,毛布沾色4~5级;水浸原样变化4~5级,棉布沾色2级,毛布沾色3级;摩擦:干摩4~5级,湿摩4级;日晒浅色4~5级。
8 结束语
毛麻多组分混纺粗花呢产品试制结果达到了设计要求,产品滑爽、有身骨,同时也为大麻纤维的应用范围拓宽了空间。但就目前而言,大麻纤维用于纺纱织布仍处于试验开发阶段,纺织设备还不配套,纺织工艺路线也欠成熟,生产的产品档次多属于中档及以下水平。这次试制生产的毛麻多组分混纺粗花呢,产品和加工中有些方面还存在着不足,如飞毛现象较严重。飞毛中麻纤维占的比例较大,其中原料性能、油水量、皮辊表面状态和前罗拉速度可能是主要因素。此外,粗纱不均匀造成细纱过多的断头,也是生产中应重点要解决的问题。麻混纺织物易皱、不耐磨、弹性差,生产中应考虑特殊整理来提高产品的弹性和抗皱能力,以获得优良的织物风格和服用性能。因此,对大麻的可纺性及纺纱工艺进行深入研究,充分发挥大麻的优良性能,纺制高档产品,满足消费需要,是一项极有意义的工作。
参考文献:
[1]杨红穗,张元明.大麻纺织应用前景及研究现状[J].纺织学报,1999,20(4):62-64.
[2]殷祥刚,滑钧凯,朱若英.大麻加工技术现状及发展[J].天津工业大学学报,2003,20(1):31-33.
[3]余建华,朱谱新,吴大诚.我国麻纺织业现状和发展趋势[J].纺织科技进展,2007,(4):15-17.
[4]S.Milosavljevic.大麻纤维——再度引起关注的纺织纤维[J].国外纺织技术,2002,(7):7-10.
[5]周永凯,张建春,张华.大麻纤维的抗菌性及抗菌机制[J].纺织学报,2007,28(6):55-57.
[6]孙小宴,管映亭,温桂清,朱宝瑜.大麻纤维的性能及其应用研究[J].纺织学报,2001,22(4):34-36.
[7]李焰,段智涌.大麻织物的舒适性能研究[J].湖南工程学院学报(自然科学版) ,2006,16(2):3-5.
[8]R.Bochmann,R.Hubner.大麻休闲服和工作服的整理[J].国际纺织导报,2001,(2):81-84.
[9]周明,周长林,张金生.大麻落麻纺纱工艺初探[J].棉纺织技术,1997,25(6):34-35.
[10]平建明,范尧明,蒋少军.毛纺工程[M].中国纺织出版社,2007.
[11]沈兰萍.织物组织与纺织品快速设计[M].中国纺织出版社,2002.
[12]张萍.服用纺织品设计[M].中国轻工业出版社,2009.
[13]高树珍.超声波在大麻织物染色中的应用[J].纺织学报,2006,27(4):44-46.
[14]张子涛,纪晋敏.大麻织物深色染色工艺[J].印染,2000,26(12):33-35.
[15]周明倞,王侠.大麻纺纱工艺路线研究[J].纺织学报,1998,19(6):55-57.

《梳理技术》创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《梳理技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《梳理技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
