


本文发表在第27期《梳理技术》杂志上,更多好文章期待您的投稿。投稿邮箱:shulijishu@geron-china.com

天丝/酷丝棉/绢丝赛络纺针织纱的开发
雒书华 (山东德州华源生态科技有限公司)
0 前言
随着社会的不断进步和发展,人们对纺织品的消费意识和方式也在崇尚舒适性和绿色环保性,衣着面料功能化、多样化、个性化已成为发展趋势。为满足市场和人们对纺织品消费的需求,同时提高我公司在纺织行业的竞争力,我公司不失时机的开发生产了天丝纤维、绢丝和酷丝棉混纺系列针织纱线,投入市场后得到了用户的青睐和好评。本文结合生产实践以天丝/酷丝棉/绢丝(40/40/20)11.8 tex赛络纺针织纱为例浅析生产过程中控制要点及注意事项。
1 原料性能及特点
1.1 天丝纤维
天丝纤维是一种溶剂型的再生纤维素纤维,是以针叶树木为主,其生产方法是采用溶剂纺纱工艺,将木浆溶解于氧化铵溶剂中直接纺丝。天丝纤维无毒、无污染,而且其废弃物在泥土中能完全分解,从而不会对环境造成任何污染,属于绿色环保型纤维。其织物手感柔软、色泽鲜艳、具有真丝的外观,故其产品具有很高的附加值并在市场上深受消费者的青睐。
生产过程中采用的为天丝A100,其物理指标:
线密度1.40 dtex,平均长度38.4 mm,倍长纤维0.023%,疵点0.13%,含油率0.32 %,断裂强度3.72 CN/dtex,比电阻7.8×109 Ω·cm,回潮率10.2%。
1.2 酷丝棉
酷丝棉采用改性涤纶丝为原料,在特殊的后道设备上专门加工而得。该纤维的面料既具有棉型的外观、蓬松、微细、绒毛自然、棉触感强、手感良好、让人穿着时具有吸湿排汗效果,又具有涤纶纱线的强度、染色性、抗皱性、衣物尺寸稳定性等特点,从而融合了两者的优点,解决了两者各自的缺点,因此酷丝棉具有广阔的应用前景,可以应用于梭织、针织、色织的不同机械织造设备,特别对于喷气织机是很合适的原料,其面料大量地用在运动服、休闲服、外套、衬衫、家纺装饰布等方面。
物理指标:线密度1.44 dtex,平均长度39.1 mm,含油率0.18%,断裂强度5.78 cN/dtex,比电阻4.7×10 6 Ω·cm,回潮率1.2%。
1.3 绢丝
绢丝属天然蛋白质纤维,是一种高档纺织原料,其主要是由丝素和丝胶两种蛋白质组成,此外,还有一些非蛋白质成分,如脂蜡物质、碳水化合物、色素和矿物质(灰分)等。纤维有较好的强伸性能,细而柔软,平滑、富有弹性、光泽好,其织物具有手感滑爽、保暖性和吸水性能良好等特点。利用绢丝纯纺和混纺纱线做成的面料及服饰给人一种回归自然的意识,其织物既有天然纤维良好的服用性能,又有丝织物滑爽、飘逸、光泽艳丽的优良外观特性,因此深受广大消费者的青睐。同时,绢丝还具有抗紫外线、增进细胞活力、阻止血管硬化等保健功能。但因绢丝较易起皱等原因,难以满足人们对衣着面料的更高要求。
绢丝的物理指标:线密度1.20 dtex,平均长度30 mm,含胶率3.06%,含油率0.24%,断裂强度3.27cN/dtex。
2 纺纱工艺
2.1 原料的混合
根据天丝、酷丝棉和绢丝三种纤维的不同特性,为保证几种原料能够得到充分的混合,同时保证生活好做,我们将天丝单独成卷,酷丝棉和绢丝用和毛的方式进行混合后再成卷生产,而后天丝和后两者的混合成分在并条进行条混,同时采用三道并条混合的方式。
2.2 工艺流程
根据这三种纤维整齐度好、杂质少等特点,采用如下工艺流程:
(1)天丝→FA002D型自动抓棉机→ SFA035C型混开棉机→ FA106B型开棉机→SFA161B振动给棉机→ A076F型单打手成卷机→ FA231型梳棉机。
(2)酷丝棉、绢丝混合纤维→ FA002D型自动抓棉机→ SFA035C型混开棉机→ FA106B型开棉机→ SFA161B振动给棉机→ A076F型单打手成卷机→ FA231型梳棉机。
(1)+(2)→ FA311F并条机(两道)→ FA322并条机(自调匀整)→FA423A 型粗纱机→ FA506型细纱机→ No.21C自动络筒机。
3 各工序技术措施
3.1 原料的预处理
因绢丝易起静电,可纺性较差,不能纯纺,而酷丝棉具有较高的吸湿性,可纺性好,所以采用和毛的方式,提高绢丝的可纺性,使纺纱顺利进行。
生产时首先要对绢丝进行称重、撕碎处理,同时喷洒一定量的水和适量的抗静电剂,提高绢丝的导电性或电子的传递能力,提高其抗静电作用,并选择高温高湿的储棉室对原料进行闷放24 h以上,将绢丝的回潮率提高到14%左右,再和酷丝棉按比例分组混合,然后经和毛机使两种纤维得到充分混合,和毛过程中要对两者进行给湿。
为提高天丝纤维的可纺性,生产前须对原料进行必要的养生处理,首先原料需提前进入生产车间开包,在生产环境中放置足够的时间;其次应尽可能按照纤维的生产日期投入生产。
3.2 清花
根据天丝、酷丝棉、绢丝纤维原料的特性,清花工序采用“勤抓、细抓、多松、少打、少落”的工艺原则。适当降低SFA035C混开棉机、FA106开棉机和综合打手的速度,尤其是FA106开棉机打手改为梳针打手,速度降到最低档,避免纤维损伤和产生束丝。提高FA002小车转速,打手伸出肋条的距离要小,且小车每转下降的距离要小,同时为了保证原料混合均匀,我公司分别采用两圆盘同时抓取喂入。适当调整尘棒间的隔距,减少落棉,提高制成率。开清棉工艺参数:FA106开棉机打手速度420 r/min,综合打手速度810 r/min,棉卷干定量设计天丝400 g/m,棉卷长度为30.6 m,酷丝棉绢丝混合纤维360 g/m,棉卷长度25.5 m。
3.3 梳棉
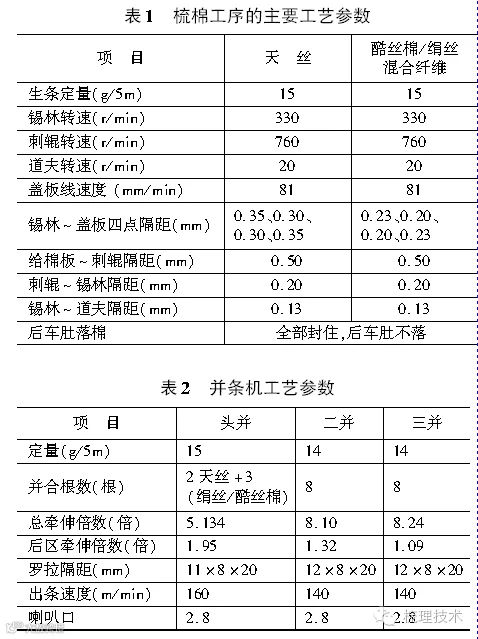
由于三种纤维本身疵点不多,不需要太多落棉,所以梳棉工序采用“轻定量、慢速度、大隔距”的工艺原则,降低刺辊速度,减少后车肚的落棉,以减少梳理过程中纤维的损伤。梳棉工序的主要工艺参数见表1。
3.4 并条
并条采用三道并合,并合数分别为5、8、8并。因几种纤维的长度差异比较大,所以要调整合理的罗拉隔距,配置合适的牵伸分配,确保熟条中纤维的伸直平行度,提高熟条的条干均匀度。生产中因绢丝的存在出现绕皮辊的现象,我们选用具有一定硬度、弹性高、耐磨性好、且有较好抗静电作用的特殊皮辊,对减少胶辊绕花起到很大的作用。主要工艺参数见表2。
3.5 粗纱
由于细纱采用赛络纺两根粗纱喂入,所以考虑细纱的牵伸能力,保证成纱条干均匀度,粗纱要采用轻定量。但轻定量的粗纱对粗纱的工艺参数等要求特别高,尤其是卷绕过程中的张力控制,所以要严格控制好粗纱张力,防止因张力不稳引起意外牵伸,产生细节,造成成纱条干等质量恶化。由于绢丝和天丝纤维表面摩擦因数小、抱合力差,纤维易卷曲,粗纱捻系数应偏大掌握。为提高粗纱条干,粗纱后区牵伸倍数应偏小控制,同时后区隔距应适当放大。并粗工序的湿度应比生产纯棉提高5%左右,用蒸气加湿。粗纱主要工艺参数如下。
定量 3.0 g/10m,前罗拉转速180 r/min,锭翼转速650 r/min,罗拉隔距7×24.5×36.5 mm,后区牵伸倍数1.19 倍,钳口8.5 mm,捻度3.45 捻/m。
3.6 细纱
为提高成纱质量,改善条干,减少纱疵,细纱工序采用了“大的前区和后区罗拉隔距、小的后区牵伸倍数、小钳口隔距”的工艺原则。同时,采用了低速度、重加压的措施。为减少成纱细节,用小间距的纱条喇叭口。另外,为保证车间生活好做,车间采用局部加湿措施,使生产该品种的相对湿度控制在65%左右,以减少因静电现象造成的缠绕罗拉、胶辊现象。采用镀氟钢领、钢丝圈等。细纱主要工艺参数:后区牵伸倍数1.136,罗拉隔距19 mm×43 mm,捻系数352,隔距块钳口2.5 mm,锭速14500 r/min。其成纱质量指标如下。
条干CV13.62%,细节(-50%)1 个/km,粗节(+50%)23 个/km,棉结(+200%)52 粒/km,断裂强度17.79 cN/tex,断裂强力变异系数CV897%,重量偏差+1.18%,重量变异系数CV1.63%,3mm以上毛羽指数3.94 根/m,十万米纱疵(A3+B3+C3+D2)2.2。
3.7 络筒
针对绢丝易起静电,适当降低槽筒转速,减少毛羽,槽筒通道光洁,无毛刺。合理配置电子清纱器的工艺参数。因赛络纺是两根须条进入牵伸区,纤维被吸风口吸走的要多一些,易出
4 结束语
(1)绢丝和天丝纤维摩擦因数小,纤维间抱合力差,生产前须经过必要的养生处理,以减少静电现象、提高纤维的可纺性,同时车间的相对湿度应偏大掌握。
(2)在工艺上,应根据实际情况和纤维特性合理优选各工序工艺参数,各部速度均要偏低掌握。
(3)天丝、绢丝及酷丝棉混纺纱线加工的针织面料具有华贵的外观、良好的悬垂性、手感好、穿着舒适,对人体皮肤有一定的保健作用,因此具有广阔的开发前景。

《梳理技术》创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《梳理技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《梳理技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
