
本文发表在第24期《梳理技术》杂志上,更多好文章期待您的投稿。投稿邮箱:shulijishu@geron-china.com
罗拉梳理的基本理论
张文赓 (东华大学)
0 前言
本文是应《梳理技术》编辑部的要求将原著《梳理的基本理论》[1]一书中第五章“罗拉梳理”的部分予以发表而改写的。
由于长短纤维均可用罗拉梳理,故罗拉梳理的应用较盖板梳理为广。粗梳毛纺、精梳毛纺梳毛机,绵和麻的梳理以及干式非织造纤维梳理,特种纤维的加工等都应用罗拉梳理。在理论上,原著将盖板梳理与罗拉梳理归属于一个梳理系统的不同梳理形式。梳理是纤维在两个相对运动的针面中,针齿所作的运动,目的是将初步开松的纤维原料块或束分梳成单纤维状态,除去含有的杂质,并制成所需的纤维网或条。梳理的基本作用是分梳、剥取、提升(起出),在两种梳理中都是相同的(参见原著第一、二章)。
这些基本作用都是纤维在两相对运动的针面间作切向运动时完成的。除切向运动外,还有沿针运动是深化与完善梳理作用的条件。所以原著中的基本理论是以切向运动为主的。这是与以往梳理理论不同的特点,同时纤维(束)的运动离不开力的作用。没有力的作用,也就不可能有纤维(束)的切向和沿针运动。这也是原著的一个基本观点与分析方法。
1 罗拉梳理的构成与特点
盖板的宽度为35 mm,故长度大于70 mm的纤维在盖板梳理时易嵌塞在针内,不能顺利分梳,所以加工长纤维时采用罗拉梳理。罗拉梳理的构成单位或每个梳理区由锡林C上加装一对工作罗拉(或称工作辊)W和剥取罗拉(又称剥取辊)S而成,如图1。
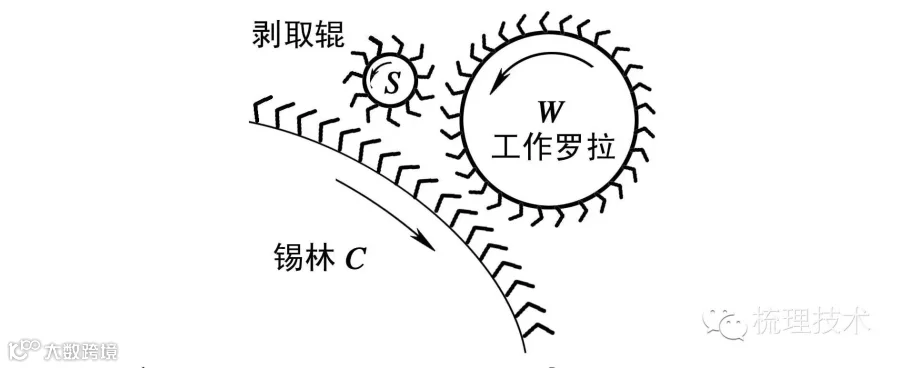
图1 罗拉梳理区
这些机件上包覆针齿构成圆形针面。锡林C与工作罗拉W之间为分梳配置;工作辊与剥取辊,即W与S之间为剥取作用;S与C之间也为剥取作用。所以,锡林上的纤维(束)与工作辊进行分梳之后,一部分纤维被工作辊抓取,并随即与锡林上留存的纤维(束)分开,后者再进入前方梳理单元区继续梳理。工作辊上的纤维层向上运动,随后被剥取辊剥取到剥取辊的针面上,再被锡林剥取,又转回到锡林针面上,从而继续向前参与梳理。这样,C→ W→S的一个循环包含一次分梳和两次剥取,组成一个梳理区或梳理单元(点)。
由于针面间距很小,针面对纤维(束)作用细致柔和,不能处理大的纤维块或纤维束,因此必须对喂入的纤维混料先进行必要的开松与预梳,使进入主锡林梳理区的纤维束(块)平均重量为1~2.5 mg(喂入的纤维块平均重量35~50 mg),并应用很多梳理单元。因此罗拉梳理机常常是庞大的设备。
2 锡林与工作罗拉间的分梳作用
在罗拉梳理中,工作罗拉与锡林之间的分梳作用是每一个循环梳理区或单元的主要工作,也是研究、分析和讨论的重点。
现讨论纤维在工作罗拉与锡林间分梳时的运动如下。
纤维的切向运动与作用力是分梳作用中最基本的问题,是完成梳理工作和产生疵病的原因所在。
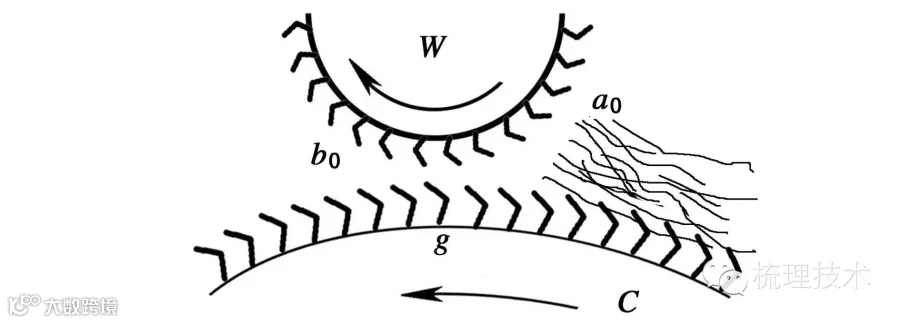
图2 梳理工作区
图2表示锡林C与工作罗拉W间的工作区简图。纤维(束)自锡林C的右面带向工作罗拉,表层纤维(束)自a0点进入分梳区,并自b0点离开分梳区。 即为分梳区的弧长,g为隔距点。进入分梳区前,锡林上包含三部分纤维层,即:①喂入的纤维(束)层qt;②从剥取罗拉返回锡林的纤维qcs;③向道夫转移后返回或储存在针隙内,停止喂入后仍可转移出去的纤维层qcr。在弹性针布的锡林上还有第四种纤维层抄针层,即不能转移的沉积层。其中,喂入的纤维(束)层是被梳理的主体,qcs也是由它派生出来的。正如盖板梳理中所论述的那样,锡林每转的喂入量ε是必须控制的,不能太多,因为太多会妨碍纤维间的分梳运动而相互干扰。在罗拉梳理中,加工毛纤维时的喂入负荷为0.3~0.8g/m2,难以组成连续的纤维层。所以,为了使这些单元梳理区能正常循环运行,工作罗拉上必须有一定量的纤维负荷,即分梳时有必要的凝聚程度。
即为分梳区的弧长,g为隔距点。进入分梳区前,锡林上包含三部分纤维层,即:①喂入的纤维(束)层qt;②从剥取罗拉返回锡林的纤维qcs;③向道夫转移后返回或储存在针隙内,停止喂入后仍可转移出去的纤维层qcr。在弹性针布的锡林上还有第四种纤维层抄针层,即不能转移的沉积层。其中,喂入的纤维(束)层是被梳理的主体,qcs也是由它派生出来的。正如盖板梳理中所论述的那样,锡林每转的喂入量ε是必须控制的,不能太多,因为太多会妨碍纤维间的分梳运动而相互干扰。在罗拉梳理中,加工毛纤维时的喂入负荷为0.3~0.8g/m2,难以组成连续的纤维层。所以,为了使这些单元梳理区能正常循环运行,工作罗拉上必须有一定量的纤维负荷,即分梳时有必要的凝聚程度。
纤维(束)进入工作罗拉与锡林分梳区后,纤维运动的基本情况在第一和第二章中做了初步的叙述。用两端染成不同颜色的示踪纤维束,喂入工作罗拉分梳区进行试验的研究结果[2]如图3所示。
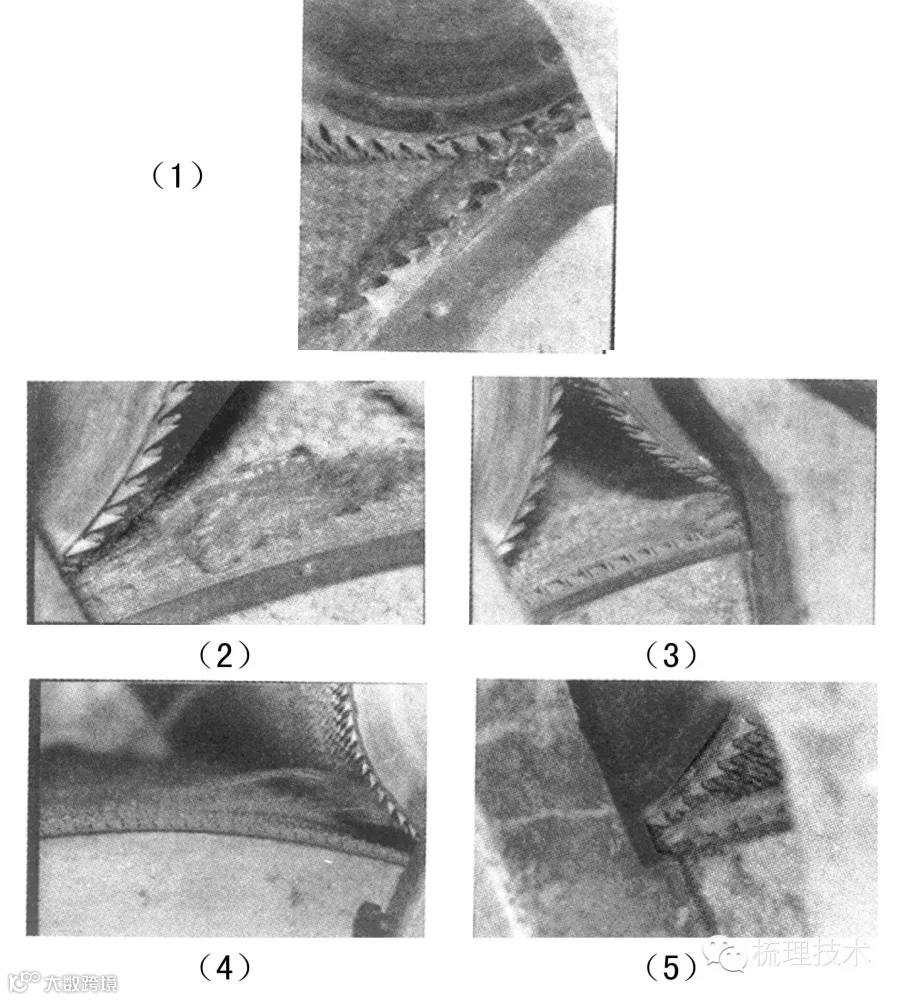
图3 梳理区中的纤维状态摄影
图4表示纤维运动状态的示意图,可参见图3(1)。
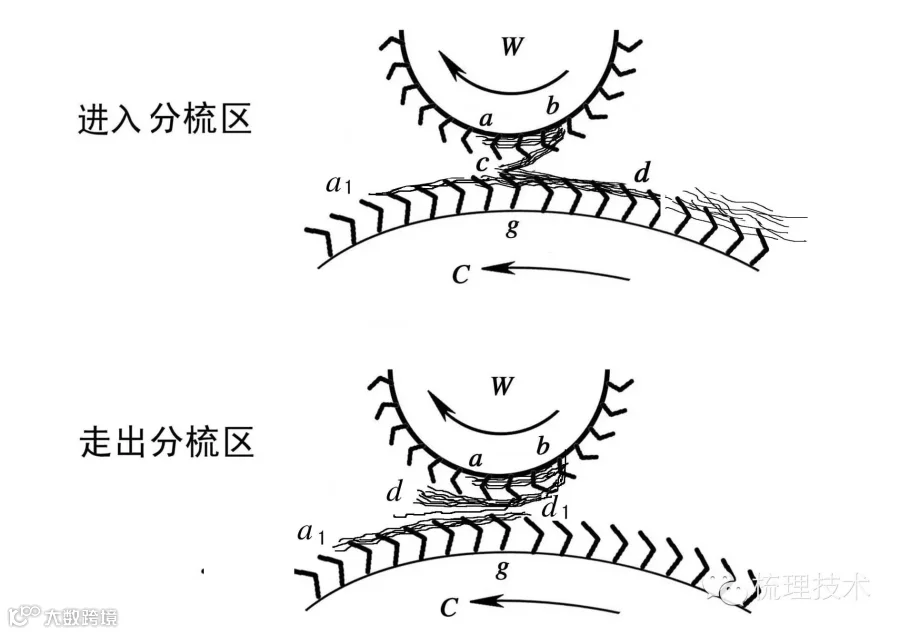
图4 纤维切向运动状态示意
图中锡林运动方向同图2,与摄影图片相一致。纤维束在锡林上随箭头方向进入梳理区时,其表层一些纤维的头端a先进入工作罗拉的针隙。进入一段距离后因工作罗拉表面速度低,a端逐渐降速与其他纤维分离。速度的变更产生冲力使头端更进入针隙。但纤维束仍以锡林高速向前,于是纤维束产生弯折成Z形(如CW运动方向相反,则弯折成S形,参见原著第二章21页)。纤维束即在b点与C点处,使纤维相互分离。被锡林抓住的那些纤维仍以高速前行,并与bc段纤维发生相互搓揉、挤擦而过,并被锡林梳理。bc段不断向前延长。abd即为工作罗拉所抓取的部分纤维,而纤维束即被分梳成两部分,其下层被锡林抓住的部分a1d1随锡林高速向前运行,未被梳理。纤维(束)abd梳理后成后弯钩形态,并留在工作罗拉上。这是罗拉梳理时纤维(束)切向运动的基本形式。
由于喂入的纤维(束)被锡林梳针握持的状态有多种多样,纤维运动与梳理作用的程度或部位均有差异,可综合阐述如下:
(1)喂入工作区的纤维束或纤维层的表层首先进入工作罗拉的针隙,受针齿的阻力而逐渐降速,进入一段长度ab(图4)后速度变为Vw,但后段纤维仍为高速Vc,故使纤维发生弯折成Z状。弯折后的bcd段的纤维仍为高速。bc段也逐渐降速,cb间产生张力使纤维在c点与其他相邻快速纤维分离。cd段仍快速向前,cb延长而cd变短(伸直后c点消失),两者在c处搓揉摩擦,直至纤维尾端d走出隔距点g后bd梳直而结束。在此过程中,该纤维在工作罗拉针间愈深入,接触愈多,被工作罗拉抓牢,因而以后弯钩形态留在工作罗拉上,其尾端被锡林梳直并随工作罗拉向上运动而离开锡林针面,纤维呈后弯钩状。
以两针面速比为4 0~8 0计,100 mm长的纤维在工作罗拉上的分梳弧 的分梳过程中纤维在锡林上因掉头须走过200 mm,而进入工作罗拉上的纤维段仅在a0b0走3~6mm。因此,实际分梳工作区为a0g,即在开始点至隔距点之间分梳作用就完成了。因此分梳区长度并不重要。
的分梳过程中纤维在锡林上因掉头须走过200 mm,而进入工作罗拉上的纤维段仅在a0b0走3~6mm。因此,实际分梳工作区为a0g,即在开始点至隔距点之间分梳作用就完成了。因此分梳区长度并不重要。
(2)表层相邻或其下面的纤维相继进入工作罗拉针隙做类似的运动,且均在各自的C点处与其他相邻高速纤维分离,它们合并完成纤维束或纤维层的分离与分梳,并掉头换向。纤维束可分梳成较多部分。
(3)在锡林针面的纤维,特别是较长的纤维,弯折后cd段超前运动时,纤维与工作罗拉的接触虽增多,但仍被锡林较强地握持,故将abc段从工作罗拉中抽出并梳理。纤维随锡林运动,呈前弯钩状。
(4)由于纤维长,弯折后cd段纤维高速运行时可能再遇到工作罗拉针齿,发生再次弯折。
(5)工作罗拉抓取纤维以a0处为多,近隔距点处反而较少。因为工作罗拉齿隙的垂直空间或其梯度在a0处较大,纤维较易进入。近隔距点时,针隙梯度空间较小,针内已有纤维充塞,散纤维不易在该处被接纳。不同地点进入工作罗拉的纤维具有不同速度而相互分离。另外,加工的纤维长,被锡林抓取的能力往往较强,抓取的就多。这些都使工作罗拉的分配系数降低。
(6)短纤维,特别是表层下的短纤维,在弯折后,尾端cd与锡林未能或较少接触,即以弯折的形态进入工作罗拉的针内,呈纤维团,被后继充塞的纤维凝聚成纤维粒。有的挤不进针隙而阻塞成结粒。
(7)进入梳理区之前,有些纤维(束)在锡林针齿上已呈前弯钩,如剥取辊转移给锡林的部分纤维,其尾端因离心力而翘起。进人梳理区时,尾段与工作罗拉接触,进入针隙,使部分纤维段被工作罗拉抓取,但主体部分被锡林抓牢迅速前行,将工作罗拉上的纤维段从针间拉过并梳理,仍以前弯钩形态继续随锡林前行。被工作罗拉抓牢的纤维则以无弯钩的形态随工作罗拉上行,后段被锡林梳理。
(8)工作罗拉上,纤维大部分掉向,经剥取罗拉,方向未变,故返回锡林复梳时以掉向再进入梳理区。
表层纤维(束)头端以锡林高速进入低速的工作罗拉针隙。若进入的是单纤维或小纤维束,前端进入工作罗拉后,前段的速度变成工作罗拉速度Vw,而中后段仍为高速Vc,于是纤维呈弯折状。弯折的段与中段勾在工作罗拉的针齿上。由于纤维较长,因此后段继续以Vc高速前行,走向隔距点g。如果在向g运行过程中,尾端仍为锡林握持,则尾端以锡林高速通过隔距点前行,企图将该纤维拉为己有。但表层纤维与工作罗拉接触得比较密切,因此纤维(束)仍随工作罗拉前行,而尾端脱离锡林针齿并被梳直,纤维(束)留在工作罗拉上呈后弯钩。如果纤维尾端向g点前行时很少与锡林针齿接触,如浮在锡林上的纤维束则该纤维尾端被塞在工作罗拉针隙内,并随工作罗拉运行,也成为后弯钩或两端弯钩。如果是短纤维,则尾端塞入针内,沿针倾斜入内,塞成团状或被以后塞入的纤维压成结粒。
可见,梳理区中纤维(束)的运动是多样的,主要决定于两针面的速度差异和纤维(束)与两针面的握持接触情况等。影响分梳的原因可归纳成下列因素:
(1)梳理力。分梳时纤维(束)受到的作用力由三部分组成,即:①纤维束内纤维相互分离的力,包括纤维的抱合力与挤压后纤维间的摩擦力,以及毛纤维毡缩的粘结力;②纤维(束)绕在两针面的针齿间,在针面相对运动时的摩擦力,即纤维随一个针面运行时拉过对方针齿的摩擦力;③纤维(束)分梳时变形产生的力,主要是弯折搓揉以及两针面速度不同使纤维伸长变形的张力,与相对速度或两者的速度差成正比。
梳理力影响梳理机的动力消耗与纤维损伤以及各作用力间的关系。在长纤维的罗拉梳理中,由于纤维长,接触的针齿数多,梳理力往往较大,变形就严重。 能准确测定单纤维梳理力的方法与数据较少。据资料[3]报道,粗纺梳毛时梳理力为9.8~17.6 N(1~1.8 kg),随锡林负荷的增加而上升。粗梳毛纺中弹性针布常有仰针及针布寿命短的问题,显示梳理力较大。因此,在罗拉梳理中,调整工艺时要慎重考虑其对纤维的损伤问题。例如胸锡林上,喂入负荷重,纤维成块状或束状且缠结较紧,梳理力需增大,因而工作罗拉隔距大、速比小。大锡林上,第一工作罗拉也采用较大隔距与较小速比。
羊毛梳理中纤维损伤较重,主要与洗毛时纤维毡缩有关,使纤维间粘结力较大,从而増大了梳理力。从试验资料[4]看喂入纤维长度119 mm而毛网纤维平均长度仅为70 mm,而绝大部分损伤是在开毛和预梳中产生的。主锡林上纤维长度损伤仅为3%。在预梳(胸)锡林上也是第一梳理区损伤最重。因而增大该区隔距减小速比是安全必要的。
梳理时两针面各握持一部分纤维。在相对运动中梳理力逐渐增大。纤维束被分离时梳理力最大,并即降为零。所以,并不是两针面都握持一部分纤维产生损伤,而主要是纤维间的抱合粘结力影响梳理力的大小及纤维的损伤。
(2)速比。工作罗拉的速比是指锡林表面速度Vc与工作罗拉表面速度Vw之比,即Vc/Vw=γvcw 。第一章[1]中的式(1-1-1)可化为:
qw=qcw·γvcw=K·Qc·γvcw (1)
式中:qw为工作罗拉负荷;qcw为锡林负荷Qc交给工作罗拉的部分负荷。
由上式可见,工作辊的速比γvcw 取决于分配系数K及qw的要求。分配系数K由工作罗拉抓取纤维的能力决定,于是决定了qw,而qcw或Qc与qw的关系决定了速比。
正如锡林与道夫间的作用相似,工作辊抓取纤维的能力与速比没有直接的关系,而与纤维性质、针面间作用的针齿数、作用弧长、隔距、针布规格等相关。Vw高或速比小时,带走的纤维量多,分配系数可大些。
在一些预梳或胸锡林上,Qc就是喂入负荷qt。中间设置转移辊的,它们的喂人负荷比大锡林至少高一倍;中间加除草杂辊的,就再增加4~5倍,但qw不能过大,于是速比相应减小1~5倍。
锡林速度一般不变动,变动的是工作罗拉的转速。所以,速比小表示工作罗拉转速快。梳毛、梳绵时,大(前)锡林上工作辊的速比自后向前逐渐增加,即工作辊速度由快逐渐减慢,γvcw从80多增加到100多。
速比就是凝聚比,速比的提高意味着分配系数的降低,不得不加大凝聚比,以维持必要的qw。例如,大锡林上的一些工作辊,qcw只有0.05~0.08g/m2,而qw须维持在4~5g/m2,否则纤维零落破碎,难以形成循环的纤维层。于是,凝聚比被迫增大。
工作罗拉与锡林的作用加上剥取罗拉自成一个单元系统,自行平衡,不影响别的单元的负荷,因而与锡林、道夫间的作用不一样。
从上述分析中可以理解,提高分配系数K,即增强工作罗拉抓取纤维的能力,可以降低速比,减小凝聚比,降低梳理力,减小纤维损伤,并有利于分梳。
(3)隔距。显然,隔距小,则两针面工作的梳理弧 的长度略有增加,接触和握持纤维的能力增多、增强,梳理力也愈大。因此,减小隔距可以提高分配系数,增加分梳和复梳的纤维量。例如梳毛试验中[3],工作辊隔距为0.61mm时,分配系数K为0.0316,该工作辊上纤维层毛粒数为13.8个/g;当隔距减至0.53 mm时,K增至0.038,毛粒数为12.5个/g。可见,减小工作辊隔距,有利于分梳,并减少纤维结粒的形成。在阐述纤维运动时,也说明短纤维在弯折后与锡林的接触不多,势必阻塞在工作辊内,呈团状,特别是很短的纤维,容易塞在针内已塞入的纤维间呈小团,演变成结粒。从梳理区走出的工作辊上的纤维大多是后弯钩,并被锡林梳其一端。隔距小,工作辊抓取纤维的能力增强,并使其在弯折后沿分梳弧
的长度略有增加,接触和握持纤维的能力增多、增强,梳理力也愈大。因此,减小隔距可以提高分配系数,增加分梳和复梳的纤维量。例如梳毛试验中[3],工作辊隔距为0.61mm时,分配系数K为0.0316,该工作辊上纤维层毛粒数为13.8个/g;当隔距减至0.53 mm时,K增至0.038,毛粒数为12.5个/g。可见,减小工作辊隔距,有利于分梳,并减少纤维结粒的形成。在阐述纤维运动时,也说明短纤维在弯折后与锡林的接触不多,势必阻塞在工作辊内,呈团状,特别是很短的纤维,容易塞在针内已塞入的纤维间呈小团,演变成结粒。从梳理区走出的工作辊上的纤维大多是后弯钩,并被锡林梳其一端。隔距小,工作辊抓取纤维的能力增强,并使其在弯折后沿分梳弧 向下,增加与锡林的接触与分梳作用,梳理质量提高。
向下,增加与锡林的接触与分梳作用,梳理质量提高。
在减小工作辊隔距增强分梳的同时,也使梳理力增大。所以,第一工作罗拉的隔距较大,以避免纤维的损伤;以后各工作罗拉的隔距随着纤维束逐步分解而依次减小。隔距依次减小也是接触分梳所必需的,否则纤维束不易与持续的针面接触,从而削弱分梳作用。道夫与锡林的隔距则小于最后一个工作罗拉的隔距。
隔距依次减小,速比依次增大,这是工作辊的工艺参数规律,以适应梳理过程。
(4)锡林针面负荷:锡林针面负荷是梳理负荷中的重要或主宰成分,它影响锡林针齿抓取纤维、分梳纤维的能力,影响相关机件的负荷,影响梳理力和U,从而影响梳理机的产质量。
锡林针面负荷已在前文中初步叙述,它包含四种纤维层的组成。金属针布梳理机上只有三种纤维层,主要的纤维层是喂入负荷和储存负荷。由于分梳过程中纤维(束)发生弯折、弯钩掉向和成团等运动,纤维数量多则相互干扰、摩擦、搓揉,妨碍分梳作用,且疵点增多。因此须控制喂入负荷即锡林每转加工的纤维量,如梳棉中的ε。加工细支毛时,喂入负荷若为0.3g/m2,相当于锡林(直径为1270 mm)每转加工纤维1.3 g,与梳棉相似。粗纺梳毛的产品为粗纱,喂入负荷为0.4~0.6 g/m2,相当于锡林每转加工纤维2.4~3.6 g (锡林宽1.5 m)。罗拉梳理中,锡林速度一般较低且很少变动。但提高锡林速度,保持或降低每转加工的纤维量和喂入负荷,可以提高产质量。
罗拉梳理中原混料的喂入状态不同,挤压力往往较大,加上工作罗拉产生的离心力,因而锡林上的纤维所受的作用力中的U常为负值,使纤维(束)易向针内移动,积聚一定量的储存纤维层。弹性针布锡林上的这层纤维的量比较多,且有抄针层,于是风轮的提升作用可增加道夫的转移率,减轻锡林的总负荷Qc,提高所有工作罗拉的分配系数与分梳作用。
3 剥取罗拉的作用与纤维运动
在一个循环梳理单元区中,剥取罗拉使工作罗拉上的纤维(束)全部返回锡林再次复梳,完成单元的循环。由于针的倾斜方向及Vc>Vs>Vw,剥取罗拉与工作罗拉及锡林都成剥取作用,且:
qw·Vw=qs·Vs = qcs·Vc (2)
式中: qs为剥取罗拉上单位面积的纤维量;qcs为qs交给锡林后在锡林上的单位面积的纤维量。
上式中剥取辊的速度居于锡林速度与工作罗拉速度之间,即后两者的速比很大,所以剥取辊与工作罗拉的速比不得不较大。一般剥取作用的速比为1.5~2.5即可,而剥取辊与工作辊的速比往往为10~20,以便使剥取辊与工作罗拉及剥取辊与锡林的速比的乘积大致与锡林和工作辊的速比γvcw相当。高的速比使工作辊上的纤维层未到达与剥取辊的隔距点g即被剥取。产生的张力使工作罗拉上的纤维层以外切线的方向向剥取辊的切点S0运动,见图5。
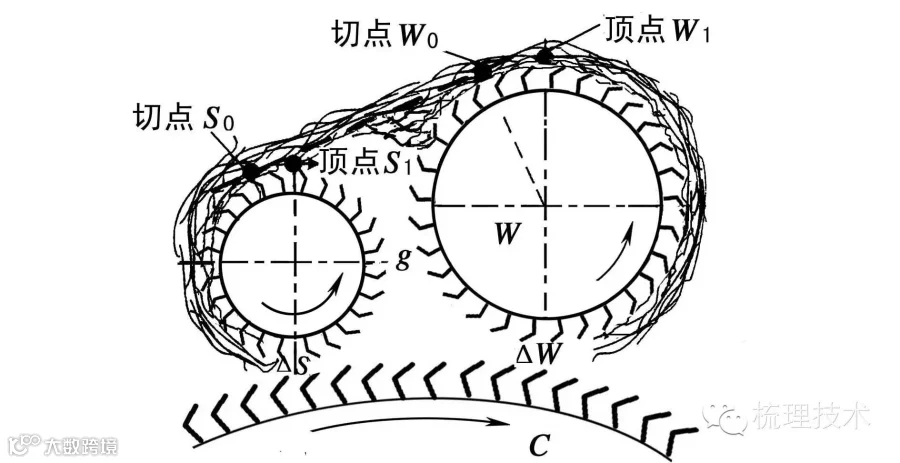
图5 剥取罗拉与工作辊对纤维的作用
这样的运动使纤维层跨过两辊间的三角区空谷W1gS1。纤维如落在空谷中,由于两针面的运动方向,容易将纤维(束)搓揉成团成结。由于W1与S1两点的速比,使W0S0纤维层受到张力与伸长,但不应使该处纤维层断裂而落入空谷中。因此,应使W0S0的外切线距离不大于最长纤维长度的1.2倍。同时,qw应有一定的厚度。
纤维(束)在没有再掉向的情况下,从剥取辊向锡林转移或被锡林剥取。它们之间的速比使锡林上的纤维形成薄薄的一层,并非形成稀稀落落的一块块而不利于复梳。锡林上qcs的纤维方向保持在工作罗拉上的方向,与原先喂入的方向相反,即一个循环中qcs中纤维方向由工作罗拉发生一次头端换向。
剥取辊向锡林转移纤维时,由于速度低,其针齿对锡林上喂入纤维(束)起阻力作用,使喂入的纤维(束)前端后弯,以前弯钩形态向工作罗拉运行,经过S与C的隔距点△S,则剥取辊针齿对纤维(束)起类似梳理的摩擦作用[4],使纤维(束)取向与运动方向一致,有利分梳。
剥取罗拉的直径较小,故剥取后纤维向上转动,迅速与工作罗拉分离,使剥取罗拉容易握持纤维,而纤维尾端易从工作罗拉针齿上滑下。这样可减少对隔距的要求且能剥取干净。
4 罗拉梳理中的混合均匀作用
由于加工的原混料的品质差异与不匀率较大,罗拉梳理对混合作用的要求较高。每一梳理单元具有循环复梳,即具有混合的作用。各梳理单元区之间在循环中相互混合,因而在不同时间且相当长的时间内,纤维相互混合,其混合作用较盖板梳理强。
在避免或减少纤维损伤的条件下,提高所有梳理区的分配系数的总和,显然可以提高混合作用,但不一定使出条质量最佳[3]。
粗纺梳毛的产品是粗纱,接近成品细纱,对混合的质量要求更高。前面所说的混合大多是纵向的混合。在通常的毛纺过程中,罗拉梳理后有多道针梳工序,而粗纺梳毛只有细纱一道工序。因此,为了加强横向混合与均匀,在双联或三联梳理机上设置过桥装置,将毛网以横铺直取的方法并合喂入下一联的梳理机中。
梳理单元区中纤维的循环也产生均匀作用,即喂入增多时qw增厚,使各梳理单元区均截留纤维,使出条定量不立刻增加,而是缓慢地变化,其情况与盖板积聚纤维相似。同时,锡林负荷因挤压力增大而有所增加。纤维的积聚与以后的慢慢释放使喂入纤维量的不匀得到缓和及弥补,降低出条不匀。
梳理区内停留的时间愈长,积聚的纤维量愈随喂入而变化,则均匀作用愈有效。令:nc为锡林转速(r/min),nw为工作罗拉转速(r/min),ns为剥取罗拉转速(r/min)。
循环纤维层在工作罗拉和剥取罗拉上的循环时间ts(min)为:
式中假设两罗拉上的纤维层长度均为圆周的3/4。ts也可以化成锡林的转数,即:

M0称为工作罗拉回转系数,即锡林上的纤维转移到工作罗拉之后又返回锡林表面的时间内的锡林转数。M0大,混合、均匀作用均较好。
循环的纤维量为:

式中:Ds和Dw分别为剥取罗拉和工作罗拉的直径;B为机幅;qs和qw均为分配系数的函数。
与盖板梳理一样,锡林、道夫间的凝聚为梳理机的均匀作用之一。锡林的返回负荷参与混合作用,但参与率很低,而增加返回负荷须加大道夫隔距或出条定量,均不利于成网或出条质量。
5 罗拉梳理机的组成
罗拉梳理机一般由下列部分组成:
喂给机构(自动称重)→初步开松机械(一般为握持分梳)→预梳(胸)锡林→主梳锡林→道夫成网(条)。在预梳锡林和主梳锡林上都设置2~7个梳理单元。在精梳毛纺的梳毛机上,在预梳之后还插入除草籽机构。罗拉梳理的分梳是一次性的接触分梳,分梳效率是比较低的。以粗纺梳毛机为例;经过开毛,预梳(两个梳理单元)及主梳(五个梳理单元)后,道夫毛网中单纤维为87%,纤维束平均重量0.32mg[4]。粗纺梳毛机的产品为粗纱,将在下工序中直接纺成细纱。因此上述一次梳理的毛网质量是不够要求的。于是设置第二主锡林,并以过桥方式将一次梳理的毛网横铺叠并而直喂第二主锡林制成粗纱,称为双联梳毛机。黄麻梳理时曾经两道梳理,将麻条分裂梳理成较细而较短的工艺纤维。精纺梳毛机以后的工序中有多道针梳机,因此毋须双联。
在单程式的罗拉梳理机中,各机器的连接常应用转移辊,即转移辊的针齿剥取后方机器(预梳锡林、胸锡林)中锡林上的纤维层而前方机器上的针齿又剥取转移辊上的纤维层。为了剥取干净,避免产生转移引起的疵点,一般两针面表面速度之比要大于等于1.4,故每一转移辊因有两次剥取,使前后机器的表面速比相差1.4×1.4≌2倍。以比较简单的罗拉梳理机,即自开松辊→胸锡林→转移辊→主锡林为例,则开松辊的表面速度为主锡林的1/2.8,如果加上除草辊有4个剥取点,速度比相差1.4×4次方约为4,则胸锡林的表面速度只有主锡林的1/4。如果还有中锡林,则开松辊的表面速度仅为主锡林的1/11.2。所以在罗拉梳理机中各机件的表面速度有一定的联系和制约关系,并相互影响。沉长的梳理联合机(精梳毛纺、梳绵)使开松或预梳锡林表面速度和转速过低,削弱了它们应有的作用,加重了前方梳理的负担。因此这些梳理机上主锡林的速度以较高为宜,锡林速度较高相应要调整针布的规格。离心力较大,锡林握持能力差,应减小锡林针布的工作角,一般粗纺梳毛机锡林针布工作角为68°,精纺时纤维较长,接触的针齿多,梳理力较大,因而增大工作角为70°~78°。黄麻梳理时,有刺入麻条分裂成工艺纤维,作用力较大,故应用针板其锡林针板工作角为70°。道夫的针板工作角为35°,以减小返回纤维层。梳理机上使用针布的种类、针布质量对梳理作用有很大影响,必须予以充分重视。除梳麻使用针板外,其他一般使用齿条包覆针面,一部分则沿用弹性针布。随着齿条或金属针布的广泛使用,取消了提升超出作用的风轮。即由于金属针布握持纤维能力较差,纤维不粘滞针齿间,不需要将纤维提升至针面上,以利于转移给道夫。同时在使用金属针布时必须在规格上提高针齿握持纤维能力。
在主锡林上,应保证所有喂入的纤维束都能梳到。因此设置的梳理区或单元数和它们的分配系数有关。例如黄麻梳理时梳针刺入麻条分裂工艺纤维抓取能力强,工作辊分配系数在0.5左右,因此只需2~3个梳理区。精纺梳毛机主锡林上工作罗拉的分配系数低得多,仅为0.03左右,因为锡林的返回较多。如果不计返回负荷,则它第一工作罗拉的净分配系数K0可达0.3左右。但罗拉梳理为一次性接触分梳,因而锡林上以后各工作罗拉的分配系数急剧下降。若以下列数据计算,即平均分配系数为0.02,返回负荷为3~4g/m2,喂入负荷0.31g/m2,则可算得净分配系数为0.18~0.22。据此,则梳理区数为1/K0,即为5~6。
在主锡林上设置过多的梳理区,分梳效率增加极少而使机构复杂化。
参考文献:
[1]张文赓,郁崇文.梳理的基本理论[M],东华大学出版社,2012.
[2]阎建华,张文赓.罗拉梳理中纤维运动的研究[J],中国纺织大学学报,1994(20),1:586.
[3]王文光.毛纺学[M],北京:纺织工业出版社,1980.
[4]王文光.梳毛机的理论与实践[M],纺织工业出版社,1991.
[5]华东纺织工学院. 麻纺学(上册)[M],北京:纺织工业出版社,1964.
《梳理技术》创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴、许鑑良、孙鹏子(已故)先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《梳理技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《梳理技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!