
本文发表在2025年出版的第43期《梳理技术》杂志上,更多好文章期待您的投稿。投稿/赠阅咨询邮箱:shulijishu@geron-china.com或致电13862860500杨女士
摘要:为了提高精梳质量、控制精梳条中短绒含量的一致性,探讨了纺纱过程中短纤维含量的可控性和精梳机的一致性要求,分析了E62型精梳机原锡林定位和梳理隔距调节方法存在的弊端及其对短绒排除的影响;针对性提出改进措施,通过试验和数据对比分析的方法对改进效果进行了验证。指出:使用0.01 mm隔距片检测锡林定规与分离罗拉的间距,可减少校调隔距次数、提高锡林定位准确性;精梳梳理隔距为0.25 mm~0.30 mm时,精梳条中短绒含量稳定、眼差缩小;精梳机具有清除短绒的自调匀整功能,但清除短绒需保证锡林定位和梳理隔距的一致性;改进精梳锡林定位与梳理隔距调节方法后,精梳条中短绒含量稳定,吨纱耗棉降低、制成率提高。
关键词:精梳机;短绒;锡林;隔距;梳理;罗拉;定位
1 短纤维含量的可控性
从纺纱原料到整个纺纱过程中,短纤维含量是客观存在的,有些过程可控,有些过程不可控。如:棉花在生长过程、摘取过程中的短纤维含量是不可控的;棉花在精梳工序前、后的生产过程中的短纤维含量是相对不可控的;棉纤维在精梳工序的短纤维含量是可控,但具体如何控制,还需在详细了解精梳机后,进行试验验证。笔者以E62型精梳机为例进行说明。
2 E62型精梳机
2.1 精梳机的理念
精梳机是生产高档纱线的必选设备,在纺纱流程中起进一步清除短绒、棉结及杂质的作用。随着精梳机性能的不断完善和技术进步,其在使用理念上也产生了很大变化。
精梳机的传统理念为:除去一定数量的短绒、棉结和杂质,提高纤维的主体长度,可纺制更高号数的纱线等。
精梳机的现代理念为:精梳机不仅要有传统理念的作用,更重要的是能保证精梳条内短纤维含量的一致性(可以理解为精梳机是短绒的自调匀整设备),是保证成纱质量稳定性的基础。
2.2 精梳机的一致性
E62型精梳机有7个部分,一致性有45项,具体内容为:① 车头部分需保证钳次一致、停车位置一致、棉卷张力一致、偏心轮设定一致、搭接刻度一致、落棉刻度一致;② 喂入部分需保证棉卷个数一致、给棉棘轮齿数一致、给棉板隔距一致、给棉板一致、给棉棘轮同步性一致;③ 梳理部分需保证顶梳型号一致、顶梳插入深度一致、锡林型号一致、锡林定位一致、梳理隔距一致、偏心轮钳板一致;④ 落棉部分需保证机台总负压、单眼负压一致、毛刷型号一致、毛刷速度一致、毛刷直径一致、毛刷插入深度一致;⑤ 圈条部分需保证圈条器喇叭口型号一致、圈条压力一致、导条管张力一致、圈条张力一致、龙头导向器一致;⑥ 牵伸部分需保证牵伸隔距一致、牵伸总倍数一致、主牵伸倍数一致、牵伸区后牵伸倍数一致、牵伸胶辊型号一致、牵伸胶辊压力一致、牵伸区棉层宽度一致、牵伸区出条喇叭口型号一致、前罗拉到成条喇叭口张力一致、定量一致;⑦ 输出部分需保证顶梳与分离胶辊隔距一致、分离胶辊型号一致、台面导向胶辊直径一致、分离胶辊直径一致、分离胶辊压力一致、台面喇叭口一致、台面牵伸一致。
精梳工序一致性最直接的体现是落棉率和精梳条中短绒含量的差异。精梳落棉的差异性与棉卷中短纤维含量的均匀性有关,当棉卷中的短纤维含量高时,落棉率就高,精梳工序的制成率相对较低。若考虑制成率和吨纱用棉时调低落棉率,则会直接造成精梳条中短绒增加,导致成纱强力不足、条干恶化、毛羽增加,甚至影响细纱断头,致使产量下降、成纱质量降低、成本增加。
从工厂成本、质量、产量这3个角度来看,只有保证精梳条中短纤维的含量,纱线质量才能稳定;而稳定精梳条中短纤维含量的重要措施是梳理隔距和锡林定位的恰当调整。在隔距方面:需缩小梳理隔距,锡林针齿可最大限度插入棉丛,梳理效能及纤维单根化的程度均获得较大提高,有利于降低棉结,在后续工序牵伸加工中有效降低纤维纠缠、抱结、揉搓形成棉结的概率;但是隔距太小,大量长纤维会被梳断,不利于节约用棉。在锡林定位方面:改变锡林与钳板、锡林与分离罗拉运动的配合关系,因为定位的早晚会影响分度数;定位晚,有可能将分离罗拉倒入的棉网抓走而形成落棉;定位早,锡林梳理开始和结束都早,棉丛中的纤维可能被锡林抓走而形成落棉。
在上述内容的基础上,笔者对E62型精梳机锡林定位和梳理隔距的原有方法进行改进,并对改进后的短绒排除效果进行验证。
3 原锡林定位、梳理隔距的调节方法
原锡林定位、梳理隔距的调节方法,需梳棉机前后2人配合,分8步完成,其示意见图1。
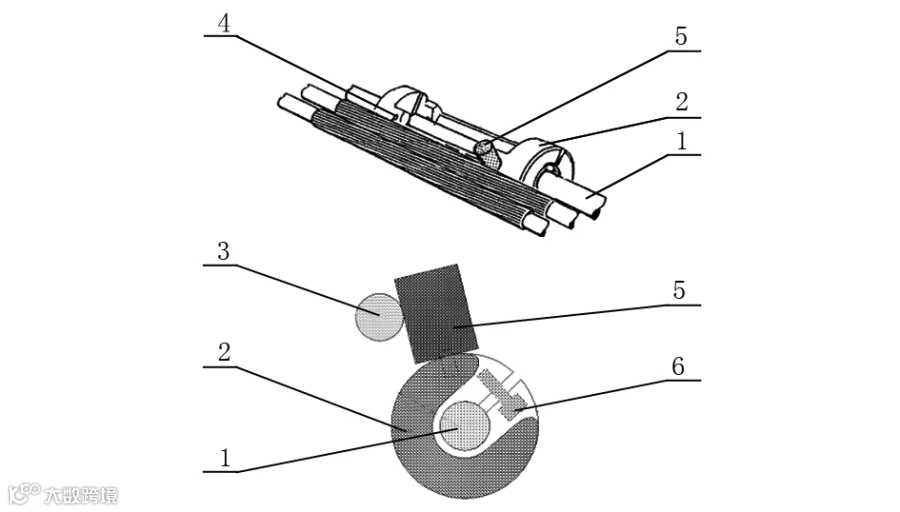
1—锡林传动轴;2—锡林底座;3—分离罗拉;4—专用定规;5—定规安装孔;6—底座固定螺钉。
图1 原锡林定位、梳理隔距调节方法示意
具体的操作步骤为:① 手动顺时针转动皮带盘,刻度盘刻度停在35分度,用6 mm内六角扳手拆掉锡林4个固定螺钉,取下锡林;②手动顺时针转动皮带盘,刻度盘刻度准确停在36分度,机后的员工用8 mm内六角扳手松开底座固定螺钉;③机前员工将专用定规安装到定规安装孔内;④机前员工用手转动锡林底座直到专用定规与分离罗拉之间无间隙为止;⑤机后员工用8 mm内六角扳手紧固底座固定螺钉;⑥ 手动顺时针转动皮带盘,刻度盘刻度停在35分度,机后员工将锡林放在锡林底座上,前后分别用2个6 mm内六角螺栓对锡林进行固定;⑦ 将专用定规放在分离罗拉与锡林前排针之间进行检测,间隙不能过大或过小,若过大过小则需回到第1步重新调整,锡林定位示意见图2;⑧ 用隔距片检测下钳板与锡林之间最紧点的隔距(梳理隔距),以不小于0.2 mm为准,梳理隔距调节示意见图3。
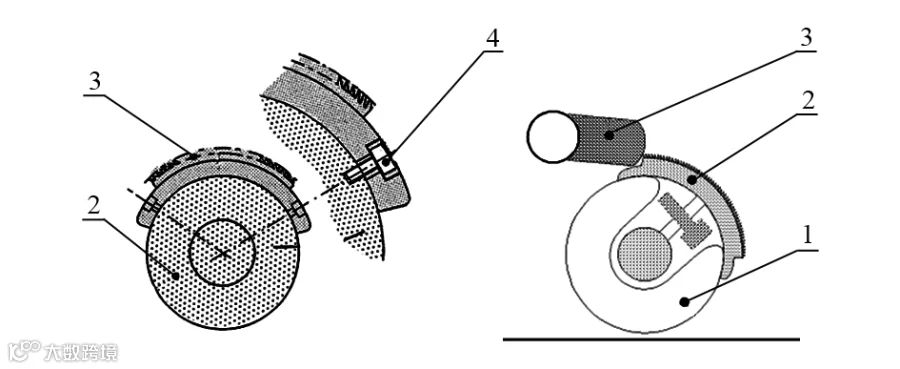
1—锡林固定螺栓;2—锡林底座;3—锡林;4—专用定规。
图2 锡林定位示意
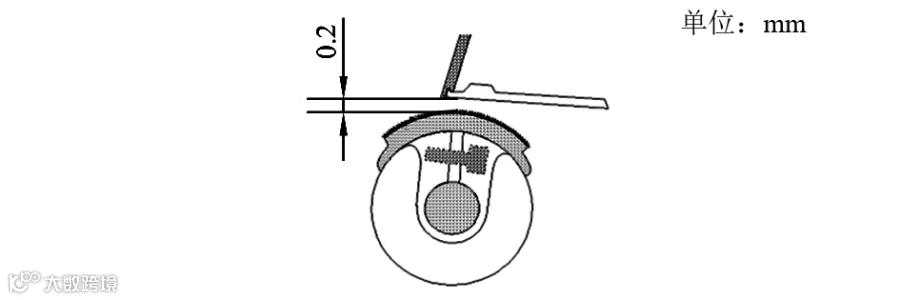
图3 梳理隔距调节示意
4 原锡林定位、梳理隔距调节方法存在的弊端
锡林定位时,锡林底座与锡林轴转动不灵活,定规与分离罗拉间存在的间隙由于角度原因不易被看到,只有在安装好锡林后才能用定规进行检查,若此间隙超出范围则需从第1步开始重新调整,比较费时。通过对梳理隔距进行测量,发现波动范围较大,具体见表1。
表1 原调节方法的梳理隔距变化
精梳机眼位 |
隔距/mm |
|
第1眼 |
左 |
0.350 |
右 |
0.350 |
|
第2眼 |
左 |
0.475 |
右 |
0.400 |
|
第3眼 |
左 |
0.450 |
右 |
0.350 |
|
第4眼 |
左 |
0.450 |
右 |
0.400 |
|
第5眼 |
左 |
0.425 |
右 |
0.350 |
|
第6眼 |
左 |
0.425 |
右 |
0.400 |
|
第7眼 |
左 |
0.425 |
右 |
0.350 |
|
第8眼 |
左 |
0.475 |
右 |
0.400 |
|
注:分度为2°。 |
||
原锡林定位、梳理隔距调节方法的棉卷,经梳理后精梳条及落棉中的短绒含量变化幅度较大,是造成成纱质量不稳定的原因之一,具体见表2,图4和图5。
表2 精梳条及落棉中的短绒含量变化
精梳机眼位 |
<16 mm短纤维(w)/% |
<16 mm短纤维(n)/% |
|
第1眼 |
精梳条 |
6.5 |
14.6 |
落棉 |
67.6 |
86.8 |
|
第2眼 |
精梳条 |
7.1 |
15.3 |
落棉 |
76.2 |
90.5 |
|
第3眼 |
精梳条 |
4.8 |
11.2 |
落棉 |
73.7 |
89.7 |
|
第4眼 |
精梳条 |
5.9 |
13.2 |
落棉 |
73.1 |
89.3 |
|
第5眼 |
精梳条 |
6.0 |
13.5 |
落棉 |
67.4 |
87.0 |
|
第6眼 |
精梳条 |
7.1 |
15.1 |
落棉 |
74.5 |
90.6 |
|
第7眼 |
精梳条 |
7.2 |
14.6 |
落棉 |
67.9 |
87.5 |
|
第8眼 |
精梳条 |
5.6 |
12.3 |
落棉 |
65.8 |
86.3 |
|
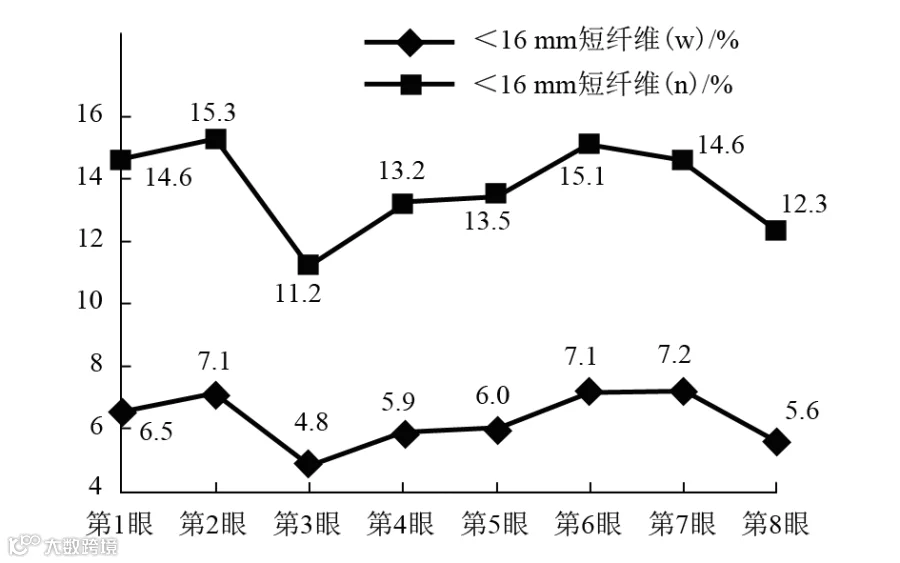
图4 原方法的精梳条短绒含量变化曲线
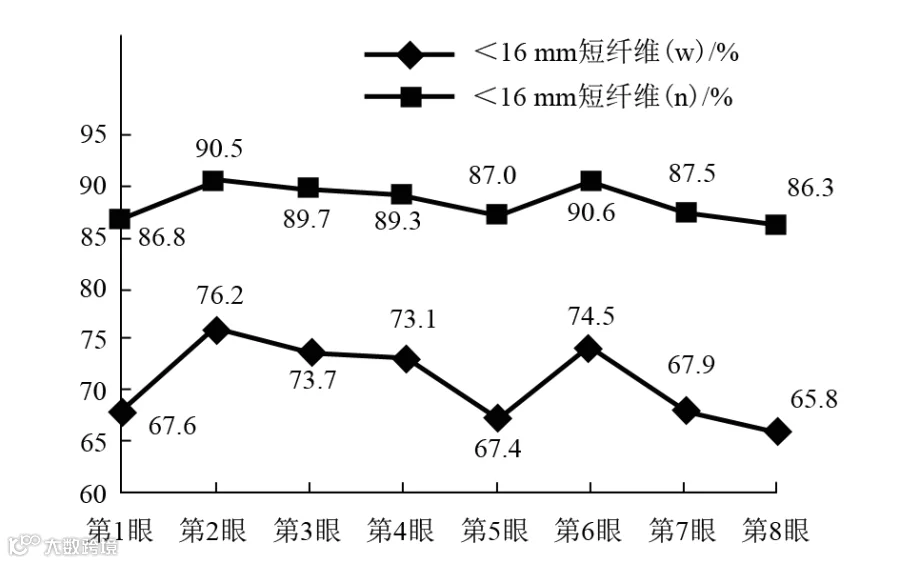
图5 原方法的落棉短绒含量变化曲线
通过以表2以及图4、图5可以看出,精梳条中的短绒含量变化较大,违背了棉条中短绒含量稳定性的原则,这也是成纱质量不稳定的根源。
此外,原锡林定位、梳理隔距调节方法取出单眼落棉需要借助自制专用工具完成(见图6);利用专用工具可单独取出每个眼的落棉,然后单独进行分析。这种方法改变了8个眼混合分析的弊端,通过单独分析可以找出眼差单独进行调整,保证每个眼工作正常。
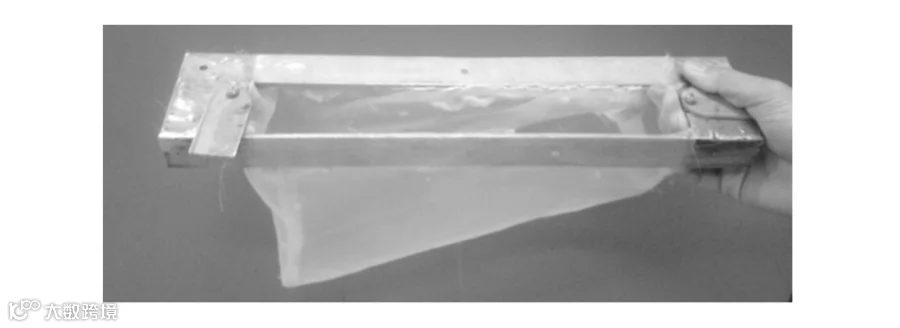
图6 单眼落棉自制专用工具
5 锡林定位、梳理隔距调节改进措施及效果
5.1 改进措施
改进后的锡林定位、梳理隔距调节方法,需梳棉机前后2人配合,分7步完成。具体步骤为:①手动顺时针转动皮带盘,刻度盘刻度停在35分度,用6 mm内六角扳手拆掉锡林4个固定螺钉,取下锡林;②手动顺时针转动皮带盘,刻度盘刻度准确停在36分度,机后员工用8 mm内六角扳手松开底座固定螺钉;③机前员工将专用定规安装到定规安装孔内;④用手转动锡林底座直到专用定规与分离罗拉之间无间距(同时用0.01 mm的塞尺进行测量,保证0.01 mm的塞尺不能无法通过);⑤机后的员工用8 mm内六角扭力扳手(扭力为80 N·m)将底座用螺钉固定;⑥ 手动顺时针转动轮盘刻度停在35分度,机后员工将锡林放在锡林底座上,前后员工分别用M6内六角螺钉固定锡林(扭力为20 N·m),因提前对锡林定位用塞尺进行了检测,所以无需再用定规进行校正,减少了反复拆装次数;⑦由于梳理隔距的一致性较差且偏大,所以造成梳理程度存在较大差异,影响棉条质量的一致性,采取在锡林下面垫锡纸(锡纸的厚度分为0.05 mm和0.10 mm两种)的方法保证梳理隔距的一致性,从而实现棉条质量的一致性。
5.2 改进效果
5.2.1 梳理隔距调整前后对比
采用改进后的锡林定位、梳理隔距调节方法,其梳理隔距调整前后的变化曲线见图7。
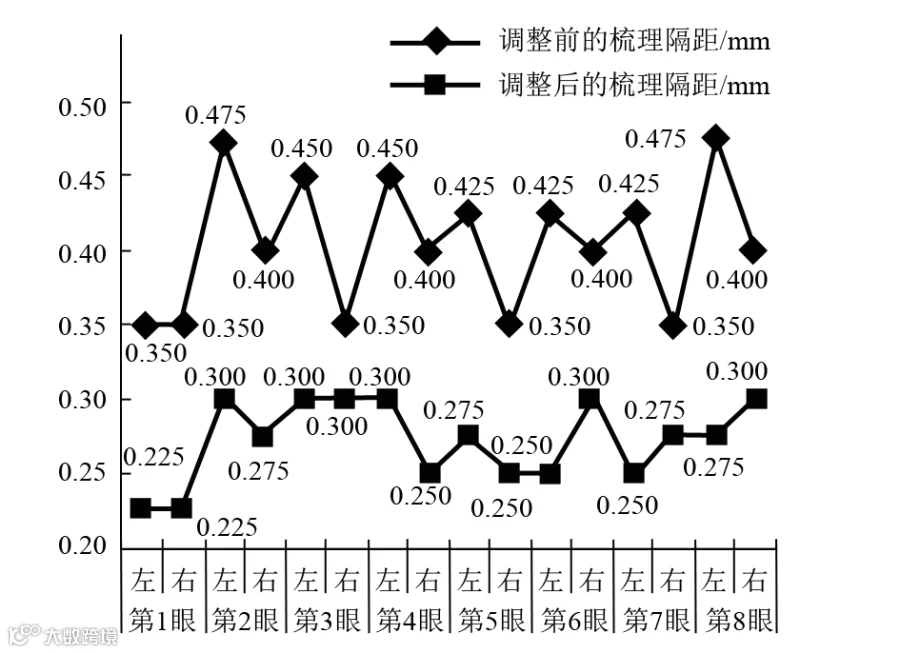
图7 改进后梳理隔距调整前后变化曲线
由图7得知,用改进后的方法对梳理隔距调整后,隔距全部控制在0.225 mm~0.300 mm。
5.2.2 梳理隔距调整前后短绒含量变化
采用改进的锡林定位、梳理隔距调节方法后,精梳机各眼梳理隔距调整前后精梳条及落棉中的短绒含量变化见图8和图9,精梳机的短绒率变化见图10。
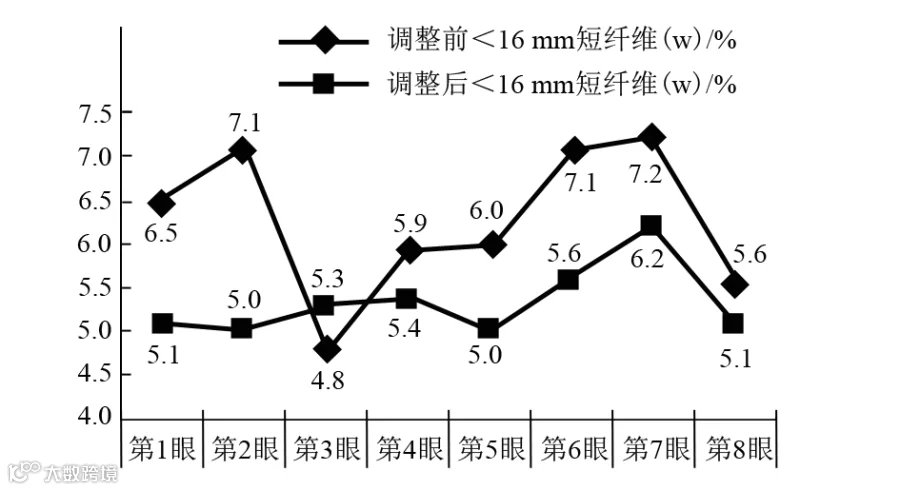
图8 改进后梳棉隔距调整前后精梳条短绒含量变化曲线
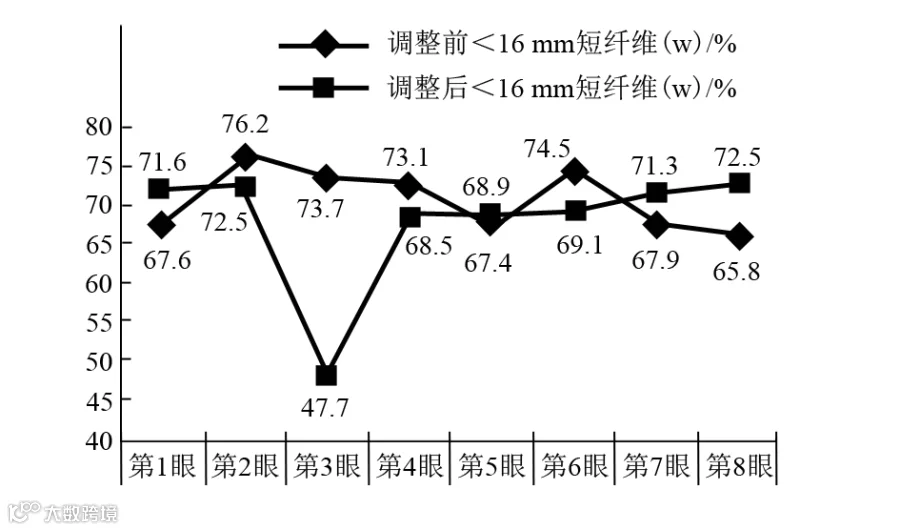
图9 改进后梳棉隔距调整前后落棉短绒含量变化曲线

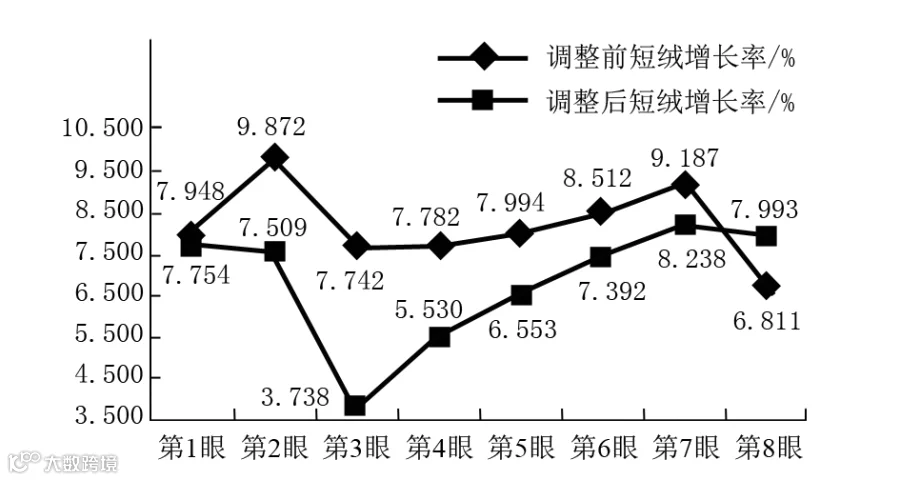
图10 改进后梳棉隔距调整前后精梳机短绒率变化曲线
由图10得知,梳理隔距调整后,短绒增长率明显减少,这说明调整梳理隔距对控制短绒的增长起到至关重要的作用。
表3为梳理隔距调整前后落棉、精梳条及棉卷的短绒含量变化情况。
表3 梳理隔距调整前后落棉、精梳条及棉卷的短绒含量变化
梳理隔距 |
位置 |
落棉短绒含量/% |
精梳条短绒含量/% |
棉卷短绒含量/% |
调整前 |
第1眼 |
67.6 |
6.5 |
7.9 |
第2眼 |
76.2 |
7.1 |
7.8 |
|
第3眼 |
73.7 |
4.8 |
7.6 |
|
第4眼 |
73.1 |
5.9 |
8.4 |
|
第5眼 |
67.4 |
6.0 |
7.4 |
|
第6眼 |
74.5 |
7.1 |
8.9 |
|
第7眼 |
67.9 |
7.2 |
7.3 |
|
第8眼 |
65.8 |
5.6 |
8.0 |
|
变异系数(CV)/% |
5.65 |
13.62 |
6.70 |
|
调整后 |
第1眼 |
71.6 |
5.1 |
7.6 |
第2眼 |
72.5 |
5.0 |
7.9 |
|
第3眼 |
47.7 |
5.3 |
8.1 |
|
第4眼 |
68.5 |
5.4 |
9.6 |
|
第5眼 |
68.9 |
5.0 |
8.3 |
|
第6眼 |
69.1 |
5.6 |
8.0 |
|
第7眼 |
71.3 |
6.2 |
8.0 |
|
第8眼 |
72.5 |
5.1 |
7.5 |
|
变异系数(CV)/% |
12.20 |
7.62 |
8.00 |
由表3得知,棉卷中的短绒含量存在差异,通过调整梳理隔距后,精梳条中短绒含量的变异系数由13.62%减小到7.62%,而落棉中短绒含量的变异系数由5.65%增加到12.20%。这进一步说明精梳机在保证梳理隔距一致性后,更能发挥其对短纤维自调匀整的效果。
6 结语
6.1 通过采用0.01 mm的隔距片检测锡林定规与分离罗拉间的间距,使锡林定位更加准确,同时减少了反复定位的次数,缩短了工作时间。
6.2 保证梳理隔距在0.25 mm~0.30 mm,精梳条中的短绒含量基本稳定,且第1眼到第8眼的眼差范围缩小。
6.3 在对精梳锡林定位、梳理隔距调整方法改进的过程中,验证了精梳机具有清除短绒含量的自调匀整功能,还验证了清除短纤维的最主要原因是锡林定位和梳理隔距的一致性。通过改进,精梳条中的短绒含量相对稳定,为降低吨纱用棉、提高工序制成率和成纱质量打下基础;此外,在改进后的精梳锡林定位方法中,因提前用塞尺检测过定位,减少了反复拆装的次数,提高了工作效率。