
本文发表在第10期《梳理技术》杂志上,更多好文章期待您的投稿。投稿邮箱:shulijishu@geron-china.com
金属针布包呈S形的剖析
郦东洲 南通金轮针布有限公司
1 概 况
近几十年来梳棉机制造水平有了很大提高,梳理技术有了较大进步,新型金属针布的普遍应用推动了高产梳棉机的发展。新型金属针布具有总高矮、齿深浅、齿顶尖、基厚薄、齿密高的特点,为了充分发挥新型针布的作用并延长其寿命,金属针布不宜多磨,这就对金属针布的制造质量和包卷维护提出了更高的要求。金属针布包卷质量的好坏直接关系到梳理作用的好坏和使用寿命,要做到新包针布不磨或少磨,首先针布质量应好,另外要求做好设备基础工作,包卷工具保持完好,认真执行包卷操作法,这些工作大部分厂做得较好,但也有不少厂设备基础较差,如锡林、道夫铁胎的圆整度、平整度、动平衡较差,锡林、道夫筒体表面锈斑伤凹严重,包卷工具磨损失修状态不良,包卷操作不到位,经常发生金属针布包后高低不平,甚至包呈S形。关于金属针布包后高低不平的问题,笔者在《梳理技术》第4期上已发表了“金属针布包卷后高低不平的分析”一文。现就金属针布包呈S形的形成及如何避免的问题作如下分析。
包卷锡林、道夫金属针布一般都是在机前由左向右单根包卷,以齿条的基厚为螺距,由侧压刀使齿条与齿条一圈圈紧靠包呈右螺旋,也有从右边开始向左包呈左螺旋线的,梳毛机的胸锡林有双根包卷的,刺辊一般都是8个头右螺旋嵌槽的,也有光胎用E、L、V型自锁针布密包的。金属针布所谓包呈S形就是指包卷针布时有些部位齿条间不密接而出现较大缝隙,使该部位突出了正常包卷螺旋线,并逐步扩大形成像S形状的螺旋线,包呈S形状的金属针布是经常发生的包卷不良现象。
2 金属针布包呈S形的种种原因
包卷过程中由于操作疏忽,当出现S形征兆时往往被忽视,到针布包到收尾时才发现有的部位针布与边条已紧靠,而有的部位与边条缝隙较大,1—2m m是常事,大的甚至8~9mm,一般一只锡林或一只道夫只发生一个S形,也有出现4~5个的。发生小的缝隙往往不予重视,用锡焊固定后问题并不大,但缝隙较大会影响针布松动,使针布倾侧不直立而使针布包后高低不平,既不美观又不安全,甚至棉网边上会出棉球、破边影响质量。有人疑为针布包呈S形是针布厚薄不匀造成的,现在新型金属针布的齿坯都是经过三联甚至四联轧机压轧而成,基部厚度比较均,其精度都在±O.03mm范围之内,从统筹概念来讲,针布基部实际厚度一般呈常态分布:上偏差、下偏差各占1/2。以O.6mm厚的锡林针布为例,一只锡林要包1700多圈,以O.9mm基厚的道夫针布要包lloo多圈,1000多圈的针布排列在一条轴线上的概率,上偏差、下偏差的基厚应该各占一半,所以不会是基厚不匀包呈S形的。
正常情况包卷后锡林道夫针布的螺旋角在0~10’,随着包卷圈数的不断增加,侧压刀、游动架很平稳从左向右移动,针布一圈圈紧靠,当各种原因使针布间出现局部缝隙,游动架出现左右摆动时,开始摆动都比较小,以后逐渐扩大形成较大的S形,所以S形是由针布圈与圈缝隙发生后由小变大逐步形成的,只要及时发现征兆,采取措施是可以避免的,下列不良状态有可能影响针布包呈S形。
2.1 锡林道夫简体表面不良
锡林道夫筒体表面应光洁,不允许有块状黑斑及低凹,经向圆跳动和母线直线度都应小于0.02mm,筒体表面平整度、圆整度、光洁度直接影响针布的包卷质量。但不少厂的旧针布不是用倒料机倒下,而是用凿子相助,凿时不留意时使筒体表面伤凹毛刺严重,包针布之前筒体表面的伤凹毛刺、锈斑又不处理,包针布不仅高低不平,还会呈现S形,因为在这些部位摩擦系数增大针布侧滑阻力增加,侧压力相对就小,使针布圈与圈之间局部靠不紧致使每圈针布都出现较大缝隙。
2.2 边条状态不良
边条是包卷金属针布时起头和收尾的靠山,其安装要垂直于筒体表面,防止针布倾斜使圈与圈靠不紧发生松圈。一般新安装设备或新换边条都比较好(一般换包针布不需要换边条),但老边条往往有碰毛突出焊锡后不平整,包针布之前不清理,包卷时当侧压刀走到突出处就会横向跳动,齿条间就会出现缝隙。
2.3 针布起头不良
为使针布包呈比较平稳的螺旋线,应使针布起头锉成斜面,斜面长度锡林约40cm、道夫约30cm锉出的斜面要平整。针布头必须紧贴筒体和边条侧面,用锡焊或胶水粘牢,这样使包卷第二圈及其后各圈针布时接触平稳,防止侧压刀在起头处跳动。但有些人不锉斜面或锉的长度太短或斜面虽锉好但针布头未紧靠边条仍突出较高,使每包一圈侧压刀在起头处就横向跳动了一下。也有的图省事包针布时留下头上几圈老针布和新包针布直接焊接,这段留下的旧针布往往容易弯曲使针布侧面不平整,也容易使侧压刀每包一圈在此处发生左右跳动。
2.4 校直转子不良
校直转子主要是校直齿条侧面弯曲的,一般校直转子有3个或5个分两排组成,两排之间距离要调整适当才起校直作用,两排间距离过大就不起校直针布作用,两排之间距离过小就会造成针布侧弯。不少人不太注意调整,甚至校直转子严重磨损松动不转,校直转子只剩2只,当针布中有弯曲时根本不起校直作用。
2.5 包卷弧过长
一般包卷时针布与筒体从接触点开始到侧压力之间的包卷弧长锡林为40一50mm、道夫为30~40mm,只要针布底面与筒体表面密接应当偏小掌握,但包卷弧过短不利于针布预弯曲,针布易起浮高低不平,包卷弧过长因这段针布受包卷张力而与筒体表面产生的摩擦力较大,侧压力相对就偏小,当包卷张力不稳定,瞬时变大或遇到筒体表面伤凹锈斑粗糙处时,针布圈与圈就容易出现较大的缝隙。
2.6 导入角过大
包针布时不在意包卷导入角的调整,导人角一般在2°~4°较好,只要包卷不出现针布叠条应偏小掌握,导人角过大针布横向侧滑距离相对增长,不利于针布圈与圈之间紧靠。
2.7 包卷时拉切出铁丝
包卷张力夹板应注意平行,防止包卷张力不稳定而损伤齿条侧面,要经常注意侧压刀不可有松动歪斜或与筒体摩擦,也不可隔距过大。如两块张力夹板上下不平行,侧压刀不垂直于筒体表面或位置不当会使针布侧面应力集中在较小面积上而拉伤起槽,凸出于齿条的侧面或底面。
又如包卷导板、张力夹板、侧压刀的进口一侧未磨呈小圆口,或磨损严重起槽,进口一侧又呈刃口,当包卷的针布上下窜动就会将针布拉切出细铁丝。切出的细铁丝铁屑堆积在张力夹板、校直转子、侧压刀等处被针布不时带人,压在针布底面和侧面使包后针布高低不平及针布圈与圈之间出现局部或大或小的缝隙。
2.8 清洁工作不良
梳棉工段棉尘飞花较多,尤其是纺低级棉粗支纱,如果梳棉吸排滤尘不良车间内棉尘飞花更多,包卷针布时料盘上的针布、张力夹板、校直转子、侧压刀、筒体表面很容易堆积飞花,飞花杂物被针布带人压在针布的底面和侧面;造成针布局部高低不平和齿条圈与圈之间出现局部较大缝隙。
2.9 针布退绕张力不稳
由于制造中个别卷装摆料不匀,卷装过松,储运不当使料盘变形损伤而发生针布层次不清、偏心,出现较大边缝,针布退绕时张力就不稳定而顿挫,会使针布产生小弯曲和侧滑阻力或大或小,所以包卷针布时要有专人看管,料盘要经常移动使前后左右位置适当,使料盘中间与导轮、侧压刀成一直线,以防止针布碰料盘边板或卡人边缝中。有些厂包卷针布退绕张力砣也不用了,退绕架上的短轴与料盘孔尺寸不配套,退绕针布无阻尼,往往退绕张力时大时小影响包卷张力不匀,影响针布校直工作使针布底面和侧面形成小弯曲,造成针布包后高低不平和针布间出现较大局部缝隙。
2.10 包卷张力不当
包卷张力的大小主要根据针布基部的硬度和厚度而定,只要包后针布底面全面靠紧简体表面,在高速运转后针布不松动,包卷张力应偏轻掌握,一般包卷张力以基厚每0.1mm加lkg确定,为减轻包卷后筒体中凹变形,筒体两边应适当斜磨,另外筒体中间包卷张力可适当降低lkg~2kg。实际上很多厂包卷的张力指示失灵,全凭包卷人经验掌握,实际情况因人而异大小无数,包卷张力偏大些又比较稳定,包卷后质量尚可,但包卷张力过大或包卷张力大小波动过大,筒体表面有局部伤凹锈迹烂斑,这时包卷张力大,侧滑阻力很大,针布间就容易出现较大的局部缝隙。
2.11 包卷速度不当
包卷速度一般锡林在8—18 r/min,道夫在12~24r/min.,针布基部硬度较高,包卷张力较小时包卷速度不宜太高,包卷速度的确定应以包卷质量为前提。正常情况针布包后螺旋角接近零度,意外轴向分力为零,包卷速度高些对包卷质量不会受影响,但当出现高出正常包卷螺旋线的高点高段,包卷时它冲击在侧压刀上,使侧压刀产生较大的轴向分力,锡林道夫的质量m一定,包卷速度v越高,它的动量mv就越大,这样当包卷速度越高,对S形的形成程度就越大。
2.12 游动架状态
包卷器是安装在游动架上的,因此游动架状态的好坏对包卷质量影响很大,无论是双滑杆还是单滑杆,其进出高低位置左右应一致,安装稳固,但不少厂不注意游动架的安装状态,游动架与滑杆间隙很大,甚至滚轮缺损松动,当出现高出正常包卷螺旋线的高段高点斜坡时,这段针布冲撞侧压刀,如游动架松动就会使游动架前后扭摆使侧压刀退让斜坡,减弱对高段针布的侧压力使针布稀缝越包越大形成S形。
2.13 侧压重量不当
起包针布应先用一只5kg侧压重砣,手摇包卷2~3圈后再加到10kg开机包卷,但有些厂专用侧压重砣丢失,任意找一块铁件代用,不是过轻就是过重,也有在针布起包时一下子就加上10kg的侧压重砣,这样不利于形成比较圆滑的包卷螺旋线,在针布起头处每包一圈往往侧压刀都会发生明显上台阶一样的跳动,容易引发S形的发生。
3 针布侧压力、侧滑阻力及意外轴向分力的分析
3.1 侧压力
侧压力是施加在针布侧面使针布圈与圈紧靠的力,是侧压重砣的重力、克服包卷时因包卷螺旋角导人角引起的轴向分力、侧滑阻力和意外轴向分力的总和。
将已包好的针布螺旋线展开,以锡林针布基厚0.60mm、道夫针布基厚0.90mm为例,其斜率分别为0.015%和0.04%,起头针布锉斜面的斜率:锡林针布约为0.075%,道夫针布约为0.15%,它的螺旋角都小于5’接近零度,包卷时没有轴向分力。以包卷导人角2°~4°。而言,设包卷张力锡林6kg,道夫9kg,包卷轴向分力锡林约为0.2~0.4kg,道夫约为0.3~0.6kg,通常情况下,包卷弧长段针布的轴向分力是稳定而较小的,用10kg的侧压重砣足以使针布一圈圈紧靠不会出现S形。
3.2 侧滑阻力
包卷针布时适当的包卷张力、包卷弧长和包卷导人角是必需的,为使包后针布间容易密接施加侧压力,必定出现侧滑阻力。侧滑阻力的大小与针布的包卷速度、包卷弧长、包卷张力、针布退料张力、筒体表面的粗糙度等有关,在包卷过程中它是一个复杂的变量,通常简体表面正常,包卷张力稳定,按包卷操作执行中,侧滑阻力在小幅度内变化,侧压力相对就大,所包针布不会出现稀缝,也就不会出现S形,但当筒体表面伤凹锈斑严重,包卷张力瞬时变大时,使侧滑阻力很大,针布间就会出现较大缝隙容易引发S形。
3.3 意外轴向分力
包卷针布出现侧滑阻力、轴向分力是正常的,它是与侧压力方向相反。包卷中产生的意外轴向分力,该力与侧压力方向相反。
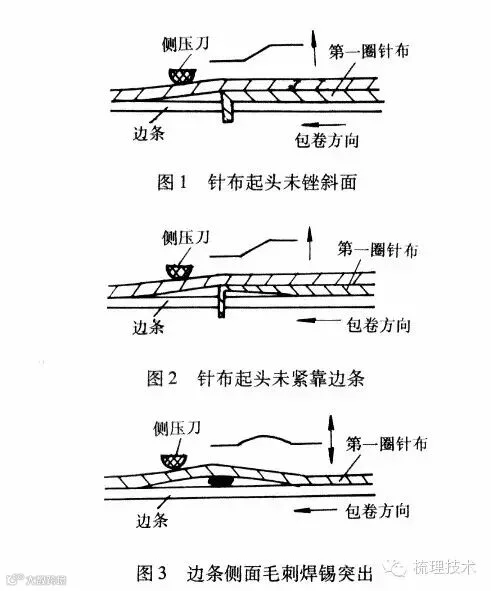
当边条有损伤、焊锡凸出、边条侧面未锉平,针布起头未锉斜面或虽已锉斜面但针布头端腾空未紧靠边铁,包针布一开始就挂上l0kg侧压重砣等,经实际测算,此处锡林斜率都大于9%,包卷角大于6°,针布每包到此处往往使侧压刀像爬坡一样产生明显突然提升一圈的跳动,往往瞬时突发容易使包卷针布出现稀缝逐步扩大包呈S形,如图l~3所示。
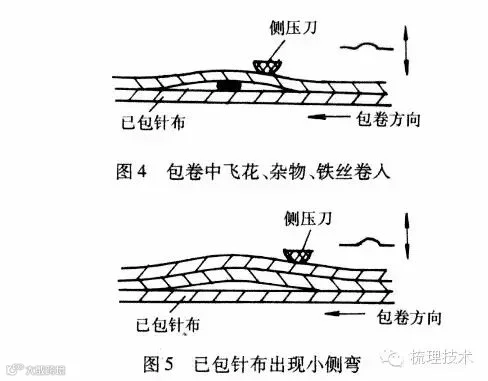
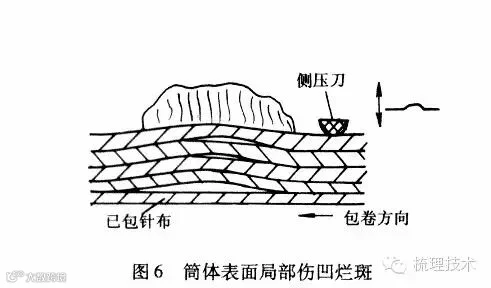
当飞花杂物,包卷中拉切出铁丝等带人针布,各种原因造成针布小侧弯且未能校直,筒体表面局部凹伤锈斑严重等,使针布之间出现较大缝隙,造成明显凸出针布包后螺旋线的高段像个小丘,过了这段针布又回到正常的包卷螺旋线,侧压刀游动架每包到此处往往会有明显左右来回摆动,如图4~6。
4 结 语
以上分析了针布包呈S形的原因,只要认真把好针布质量关,做好设备基础工作,保持包卷工具状态正常,认真执行包卷操作,若出现S形苗头能即时发现采取措施,如降低包卷速度,适当敲击高段针布侧面,针布包呈S形是完全可以防止和避免的。
参考文献
[1] 纺织工业部生产部 梳棉机修理工作法[M]
[2] 费青,等 金属针布的设计制造和使用[M]
《梳理技术》创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴、许鉴良、孙鹏子(已故)先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《梳理技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《梳理技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!