
本文发表在第5期《梳理技术》杂志上,更多好文章期待您的投稿。投稿邮箱:shulijishu@geron-china.com
浅淡毛纺精梳机圆梳针排的改装
蒋少军(甘肃工业大学)
1 前言
精梳机是精梳毛纺的特点之一,它是制造精纺产品的重要工序。纤维条经精梳机加工后,羊毛及化学纤维本身以及在加工中产生的疵点,绝大部分可以去除。它对精纺产品的质量和成本起着重要的作用。
圆梳是精梳机的一个关键部件,生产中担负着梳理毛条须丛头端的任务,它的圆周表面由前针板座、后针板座和光滑的圆弧曲面壳组成。圆梳钢针的排列及其状态的好坏,直接影响到精梳毛条的质量和原料的消耗。
2 圆梳钢针的配置
圆梳前后针座上共有19条沟槽,其中前针座上有9条,后针座上有10条。各沟槽的间距相等,针板上刻有序号镶嵌在对应的沟槽内,用螺钉固紧。圆梳第1至第9排梳针的规格,一般是不随原料的变化而改变的,它的排列次序是:16#、17#、18#、19#、21#、22#、22#、23#、23#。圆梳第10至19排梳针的规格,是根据原料种类或纤维细度而变化的,在梳理细毛或3~4D的化纤时一般排列次序是:24#、24#、25#、25#、26#、27#、27#、28#、28#、28#。采用这样的排列对羊毛的梳理比较适应,但梳理化纤条就很不适应,因化纤的强伸度(尤其是合成纤维)比羊毛大的多,在梳理过程中细密针排的钢针强度满足不了化纤的梳理强度,使很多钢针被高强度的纤维拉断损坏。加之,目前,毛纺厂所用的化学纤维基本上还是等长的,制条中梳毛机尽管对纤维长度有一定的损伤,但毛条长度的整齐度仍很高,一般主体基数都在70%以上,这样,梳理负荷较集中,也容易使钢针损坏拉断,生产中会造成大面积的无针梳理区,严重地影响精梳效果。
根据对大量圆梳状态的观察,钢针用上述的排列次序在梳理化纤条时,圆梳的第8排钢针损坏最严重,第10排至19排的钢针也有较大程度的损坏。第8排钢针的号数是23#,这说明23#细的钢针强度已承受不了化纤条的梳理强度。前9排钢针排列中由于无20#(无装针架)号钢针,21#号钢针也只有一排,钢针间隙的变化从19#的0.41 mm到21#的0.25 mm、到22#的0.23 mm、23#的0.20 mm,梳针间隙中通过的纤维根数(假设化纤是平行排列)从19#的20根到21#的12根、23#的10根,这样,19#前面几排梳针的预梳效果就不够理想,把梳理负荷都集中到21#针排以后的梳针上,因此,后面针排的钢针也就损坏的较厉害。
3 圆梳钢针配置的改装
实际生产中,从分析化纤经梳毛机梳理后的化纤条的质量入手,寻求找到圆梳梳针的合理排列方案,减少钢针的损坏。
(1)化纤经过梳毛机梳理后毛网比较清晰,毛粒少(经测定一般弹性针布为15只/g,金属针布为4~5只/g),短纤维含量只有4%~5%,而梳毛机下机羊毛条中毛粒多(一般弹性针布为60~80只/g,金属针布20~40只/g),短毛含量20%~25%。根据这种情况,圆梳的梳理化纤条时,其梳理负担要比梳理羊毛时小的多,因此,没有必要用较多细密的针排来梳理化纤条,造成钢针损坏,落毛过多,制成率下降。
(2)化纤条中毛粒的直径一般在0.3 mm左右,精梳机只要最后几排梳针的针间隙小于0.3 mm,就可起到去除毛粒的作用,同时又考虑到毛粒在梳理过程中梳针对它有挤压作用,毛粒的直径会变小,因此用0.15 mm的针间隙就能满足这一要求,23#号钢针的针间隙是0.20 mm,25#号钢针的针间隙是0.15 mm,根据以上分析,最后一排用25#的钢针就能较彻底地去除毛粒。
(3)由于化纤在梳毛机成条后毛网清晰,毛粒少,生产中可适当地将前8排的梳针号数变细,加强圆梳前几排针的预梳作用,减轻后10排梳针的梳理负荷,使梳理负荷分布的比较均匀,圆梳上的每一排钢针都能起到充分的梳理作用。
从以上几个方面的分析,精梳机的梳理化纤条时,圆梳的钢针排列可作如下的改变:17#、18#、18#、19#、19#、19#、21#、21#、21#、22#、22#、23#、23#、24#、25#、25#、26#、26#、27#。去掉了16#、18#号钢针,增加一排19#、两排21#号钢针,这样加强了圆梳的预梳效果,减轻了后排的梳理负荷,最后两排梳针采用26#(针间隙0.12 mm)、27#(针间隙0.10 mm)号钢针,提高了保证质量的可靠性。
4 两种配置的生产对比分析
在实际应用中,圆梳梳针经过改变后的排列是可行的,生产上增长了圆梳的使用周期,若使
用得当,可做到一个揩车周期换一次,改变了原来由于钢针损坏而造成的大面积无针梳理的
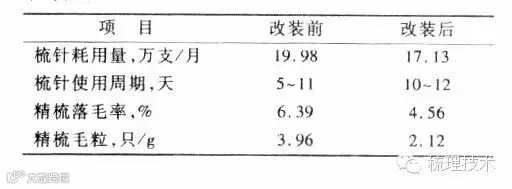
状况,提高了毛条的质量,降低了落毛率,节省了钢针耗用量,尤其是降低了25#、27#的钢针用量,同时也减轻了装针工人的劳动强度。下表为精梳机圆梳改装前、后梳针的消耗及梳理粘/锦化纤条质量的生产对比情况。
5 结论
5.1 根据不同的原料,精梳机的圆梳梳针应有不同的排列。改变后针板座梳针的号数,幅度太小,仍不适应化纤梳条的要求,前9排也应做相应的改变。一般资料介绍,前9排梳针的号数不随原料的变化而变化,但通过生产使用效果来看,前后针板座上的钢针都应随着原料的改变而变化,这样才能符合实际生产的需要。
5.2 梳针排列改变后,精梳落毛率由原来的6.39 %降低到改装后的4.56%,制成率提高了1.83 %。
5.3 梳针排列改变后,梳针耗用量从19.98万支/月下降到17.13万支/月,这样每年可节约钢针34.2万支。
5.4 精梳毛粒由原来3.96只/g降低到2.12只/g,提高了精梳条内在质量,为降低纱疵创造了条件。
5.5 细密钢针用量大大降低,减轻了装针工人的劳动强度,精梳机圆梳使用周期增长,减轻了修机工的劳动强度。
参考文献
[1]杨三仲.毛条制造.北京:纺织工业出版社,1983.
[2]蒋少军.毛纺工艺学(中册).北京:中国纺织出版社,1997.
[3]王文光,张钟英.毛纺学(中册).北京:纺织工业出版社,1998.
[4]吴学英.毛纺精梳机平装与检修.北京纺织工业出版社,1988
《梳理技术》创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴、许鑑良、孙鹏子(已故)先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《梳理技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《梳理技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!