

本文发表在第29期《梳理技术》杂志上,更多好文章期待您的投稿。
投稿邮箱:shulijishu@geron-china.com

美国USPIMA棉适纺性在清、梳、精工序的实践
刘允光、路普银、高振廷(山东聊城华润纺织有限公司)
1 问题的提出
2013年我公司开始批量使用美国USPIMA长绒棉纺纱,美国USPIMA长绒棉纤维细度适中,色泽较黄,成熟度、强度很好,可使成纱截面纤维根数增多,改善成纱条干均匀度,增加强度,可以适合于纺4.86tex以上细号纱。其缺陷是棉结杂质较多、带纤籽屑多、含糖量较高、粘度大,不仅影响车间纺纱生产,更重要的是导致成纱棉结偏高、疵点多,影响纱布外观质量。特别到了高温、高湿季节(温度30℃以上,相对湿度65%以上) 清棉、梳棉、精梳各工序粘、缠、堵、挂的现象非常严重,梳棉、精梳工序质量报警、封车机台急剧增加,集中表现如下。
(1)开清棉工序:原棉中的糖分因高温、潮湿而析出,黏附在棉箱、落杂区的尘格、输棉通道上。各部打手轴头、多仓棉箱打手、罗拉间的束丝缠绕、黏缠纤维等。
(2)梳棉工序:因原料纤维析出的粘稠物粘附在梳理通道上,造成糊花、通道挂花、积花、积尘、梳棉大、小漏底糊花、滤尘风力不足,积花吸不走、梳理元件嵌花、盖板嵌花、棉网清洁器、落杂区、尘格、漏底通道堵塞、导致大小漏底气流相互干扰,使车肚气流处于混乱状态,因气流不畅,影响了气流的正常喷溢与吸收和棉结、杂质的顺利排除。
(3)精梳工序:预并条机、条并卷机、精梳机在罗拉、压力棒、集束装置和所有棉条通道处极易积花、黏缠罗拉、胶辊现象严重、棉条涌堵圈条器现象十分频繁,以致于不能正常开车,挡车工生活难做,同时也给下道工序的生产造成极大的困难,不仅影响产量,而且条干不匀率明显提高,断头率增加,生产效率低下,同时也加重了工人处理粘、缠、堵、挂的劳动强度。
2 清、梳、精工序降低棉结的技术措施和减少粘、缠、堵、挂现象的措施
2.1 开清棉
我公司USPIMA长绒棉生产线工艺流程为:FA006C往复抓棉机(1台)→FA103A双轴流开棉机(1台)附FA051A凝棉机→FA028-160型多仓混棉机(1台)→JWF1124单打手开棉机(1台)→SP-F异物分离机1台→A092双棉箱给棉机2台,附A045凝棉器 2台→A076A型单打手成卷机(2台)→FA224型梳棉机→FA311型预并条机→E32型条并卷机→E65型精梳机→HSR1000型并条机→HY492粗纱机→FA506型细纱机。
开清棉工艺选配原则:精细抓棉、多包取用、渐进开松、混合充分、多松少打、早落少碎、以梳代打,以达到少伤纤维、减少短绒的目的。通过试验优选出开清棉工艺的打手速度与隔距。
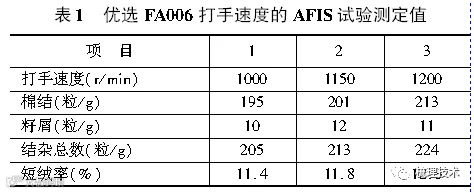
(1)多包抓取:FA006C往复式抓棉机是采用两侧排包,单侧可排40包左右,在满足产量的情况下,抓棉刀片伸出助条的长度尽量要小,打手转速选择1000 r/min,打手的下降量要小,一般3 mm,小车行走速度15 m/min,比较适中,打手所抓取的棉块越小越好,为FA103双轴开棉机打下一个良好的排杂基础,充分发挥其精细抓棉、多包混合的作用;提高抓棉小车的运转效率,运转率90%以上,以达到多包抓取,勤抓、少抓、细抓的目的。优选FA006C往复式抓棉机打手速度1000 r/min,AFIS试验参见表1。
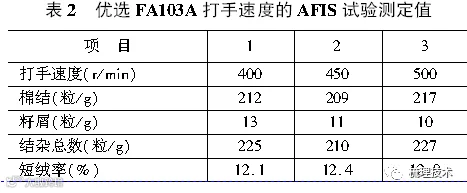
(2)优选FA103A双轴流开棉机的打手速度为400 r/min,对质量比较合适,原棉经过翻滚和自由打击,大杂质尽可能从尘棒中落下,尘棒隔距调节刻度为3,除杂效率在15%~20%左右,以达到早落少碎的目的。AFIS试验参见表2。
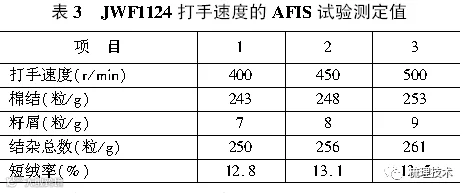
(3) 优选JWF1124单打手开棉机打手速度400 r/min,AFIS试验见表3。
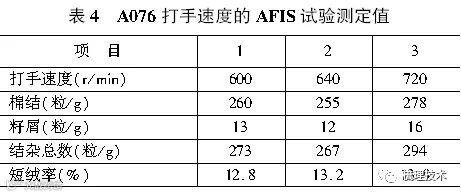
(4)优选A076A型单打手成卷机打手速度为640 r/min,为减少纤维损伤将A076型成卷机综合打手的三把刀片去掉,仅用梳针梳理打击。AFIS试验结果参见表4。
2.2 梳棉
梳棉机是去除棉结杂质的主要设备,但它既排除短绒,同时也产生短绒。纤维在梳理过程中要考虑梳理度、梳理强度和转移率,因为只有三者配置恰当,纤维才能获得充分梳理,损伤少,均匀混和且及时转移,把握“梳理转移适度,结杂短绒兼顾”的原则。我们根据美国USPIMA长绒棉纤维成熟好、强度高、棉结杂质较多、带纤籽屑多、含糖量较高的原料特性,适当增加锡林速度、刺辊速度及速比、提高梳棉机梳理度、进而提高生条纤维单根化程度,减轻精梳工序的梳理负担,正确处理梳理与转移、结杂与短绒关系,合理解决充分梳理与短绒控制这对矛盾。
2.2.1 主要速度的选择
(1)锡林、刺辊速度和线速比
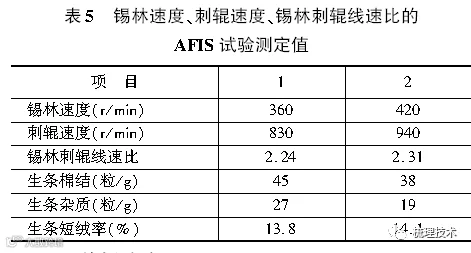
锡林速度对棉结、短绒的影响起着极其重要的作用。锡林速度高,棉结有减少的趋势,棉结清除效率高,纤维受损加大,短绒增加较快。通过试验,锡林速度选择在420 r/min。刺辊速度为940 r/min左右,我们知道刺辊速度过快纤维损伤大,短绒增加,但速度过慢达不到一定的分梳除杂效果,保持一定的锡林速度,适当降低刺辊速度、增加锡林刺辊的线速比,对改善生条棉结有利。通过试验我们选择锡林与刺辊线速比在2.31∶1的大速比,从而可以有效保证纤维的顺利转移,避免因返花产生棉结,同时也减少了纤维损伤和刺辊返花现象。AFIS试验见表5。
(2)盖板速度
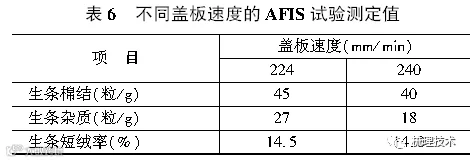
盖板速度对梳理过程、生条质量、原料节约都有一定影响。盖板速度加快时,盖板在工作区停留时间减少,每根盖板针面负荷略有减少,盖板花量略有减少;但单位时间内走出工作区的盖板根数增加,总盖板花量有所增加。我们选择240 mm/min盖板速度。AFIS试验见表6。
2.2.2 主要隔距的选择
(1)锡林与盖板、锡林与刺辊、锡林与道夫的隔距
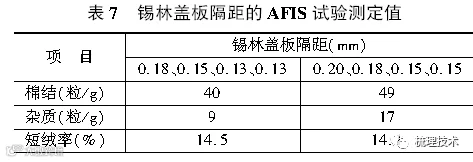
梳棉机的主要隔距和梳棉机的分梳、转移、除杂作用有着极其密切关系。调节得当,可改善纤维转移、减少搓揉、避免新棉结的产生。特别要注意盖板和锡林隔距、锡林和道夫之间的隔距,使纤维顺利转移。在设备状态许可的情况下,尽可能减小锡林与道夫隔距,有利于纤维的转移和梳理。其隔距选择为 0.13 mm。在针面状态良好的前提下,锡林与盖板间采用较紧的隔距,可提高分梳效能。在选择较大的锡林和刺辊线速比的同时优选锡林与盖板隔距为0.18、0.15、0.13、0.13 mm。AFIS试验见表7。
(2)在锡林和刺辊间采用较大的速比和较小的隔距。刺辊与锡林隔距调整为0.18 mm;可有效地减少纤维返花和棉结的产生。
(3)棉网清洁器除尘刀与锡林隔距
通过工艺优选试验将后棉网清洁器除尘刀与锡林的隔距由0.96mm调整到1.1mm,前棉网清洁器除尘刀与锡林的隔距由0.3 mm调整到0.23 mm。
(4)前后固定盖板与锡林隔距
其他隔距主要包括刺辊与锡林隔距0.175 mm;后4根固定盖板与锡林隔距分别为0.4、0.4、0.35、0.35 mm,前固定盖板与锡林隔距0.23、0.23、0.2、0.2 mm,道夫与锡林隔距0.13 mm。
通过工艺优选试验将后固定盖板隔距调整为0.35 、0.35、0.30、0.30 mm,前固定盖板与锡林间隔距调整为0.20、0.20、0.18、0.18 mm。
2.2.3 合理选择针布型号配置与针布的管理工作
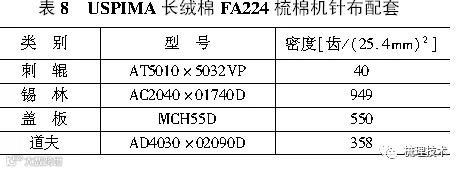
(1) 梳理能力的好坏与针布的合理选择有着极其重要的直接关系,选好针布、用好针布和管好针布,是改善梳理、减少结杂、提高质量的有力保证。根据美国USPIMA长绒棉纤维特性、梳棉机的产量、纱的线密度等因素,选用不同的新型高效能针布,并注意锡林针布与盖板、道夫针布和刺辊锯条的合理配套。我们选择了在FA224梳棉机上适用于USPIMA长绒棉的四配套针布,如表8 所示。
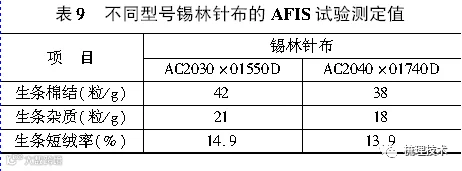
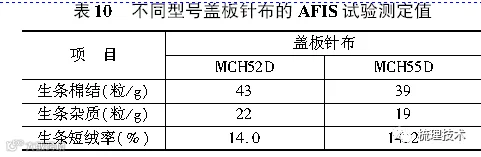
为加强分梳,锡林针布采用了AC2040×01740D型,其针布前角小(50°)有利于抓取握持纤维、针布矮(总高2 mm)有利于纤维分梳和转移、基部薄(0.4 mm)横向齿密大,有利于单根纤维化程度、齿距大(1.7 mm)其纵向齿密小,减少单根纤维长度上的作用齿数,有利于减少纤维损伤,降低生条短绒率。盖板针布采用MCH55D高密度针布,以加强对纤维的细致分梳,不同型号的锡林、盖板针布的AFIS试验见表9、10。
(2)选好针布、用好针布和管好针布,是改善梳理、减少结杂、提高质量的有力保证。梳棉机上形成新棉结的根本原因是纤维间的搓转和擦转,从而导致纤维形成棉结。返花、绕花和挂花的主要原因是速比或隔距配置不当,或开松梳理元件的锋利光洁度不够。因此应重视梳理元件针齿的锋利状态,“七锋一准”才能梳理得好。刺辊、锡林,盖板、道夫、前后固定盖板、预分梳板针齿保持锋利,穿刺性好,在针布过度磨损之前,应适时更新刺辊针布和磨砺锡林、道夫和盖板针布。以确保梳棉机针布的梳理效能。保证各部分的隔距准确;保证纤维经过的梳理通道的光洁、顺畅,以减少纤维在运动过程中的挂花、揉搓现象,这一点很重要。
2.2.4 除尘系统的管理工作
更换梳棉工序滤尘机组的节能风机,科学合理调节送风量和排风量,以较低的能耗,达到排风量与过滤量的动态平衡。对梳棉的滤尘设备要每天定时及时按清洁进度表清洁、定期检修,确保设备运转正常,确保一、二级过滤效果好,不糊花。要进行定期设备检修,对已经出现板结的无纺布滤料及时进行更换。在小吸嘴与无纺布滤料之间加装清洁毛刷,及时对无纺布滤料表面的尘土清洁;调整小吸嘴与无纺布滤料之间的间距,确保梳棉机各尘杂管道通畅。各吸尘点及时吸走所有落棉,防止棉尘积聚混入棉网,形成新的棉结。梳棉机上现有吸尘装置主要缺点是吸风量不易调节控制,吸风量大了容易吸走齿面长纤维,风量小了又难以吸走部分尘杂。因此,应通过反复试验、测试,选择科学合理的负压(吸风量)以达到吸走尘杂而不吸走长纤维的目的。
2.3 精梳
2.3.1 精梳机梳理元件的优化配置
精梳排除短绒、棉结杂质的效果主要取决于精梳机梳理元件的梳理效能,而提高精梳机锡林总梳理点数以及精梳锡林前后区齿条密度排列的优化配置,是改善和提高精梳USPIMA品种成纱质量、降低精梳成纱棉结杂质的有效保证。
(1)高密度、大角度梳理面锡林的应用
提高精梳机梳理效果的关键措施之一是增加锡林梳理面积,齿面角为90°的锡林对进一步大幅度提高成纱质量受到了极大的限制,而采用大角度或超大角度锡林,是提高精梳机梳理度,改善精梳成纱质量的主要措施。采用齿面角为111°、130°的锡林其梳理区面积可增加24.4%、44.5%,瑞士格拉夫公司研发精梳锡林不仅仅是考虑锡林的密度,更重要的是考虑优化针齿的角度、针齿密度的排列,齿面角为111°的PRIMACOMB系列锡林5028、5030锡林的总梳理点分别为3.8万点和4.2万点。近期,瑞士格拉夫公司在设计理念上也开始向高密度锡林靠拢。实践证明:在 USPIMA长绒棉生产线上,应用高密度锡林或大角度齿面角锡林,只要梳理的前后区齿条密度配置得当,尽可能增加总梳理点数,在掌握好梳理的梯度配置的同时适当增加后区的齿条密度,以达到清除更细小的棉结,并且有利于纤维的单根化程度,进一步提高棉结、短绒的清除效能。德国施尔公司优化了针齿的角度、针齿密度的排列,如齿面角为90°的90系列精梳锡林前两组齿条密度均为25、62 齿/cm2,通过改变后区的齿条密度来增加梳理点,该系列锡林最大梳理点也仅为30305点,而新研发的90系列锡林的前两组齿条密度分别为53、88 齿/cm2,最大梳理点可达38980点。在纺制USPIMA品种时,国产锡林齿面角为90°锡林总梳理点的配置应在4~4.2万内选择,国产齿面角为111°锡林总梳理点的配置应在4.5~6.8万范围内选择,而德国施尔公司16系列齿面角为111°锡林总梳理点的配置应在4.2~4.5万范围内选择。
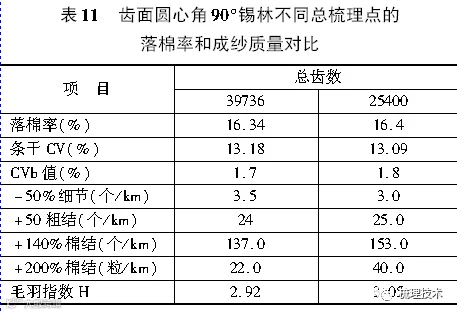
齿面圆心角90°锡林不同总梳理点的成纱质量对比试验见表11。 品种8.32 tex,机型 E65,车速350 钳次/min,精梳落棉率相同。
(2)高密度自清洁顶梳的应用
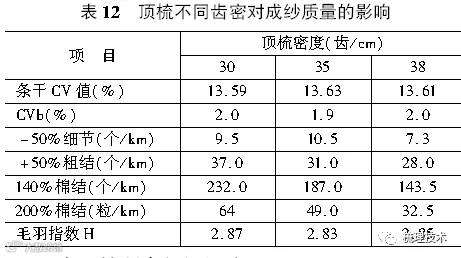
在前进给棉工艺中顶梳与锡林造成落棉比例基本上各占一半,而在后退给棉工艺中,顶梳造成的落棉仅占25%左右,因此在前进给棉工艺中,顶梳梳理起到了十分重要的作用,尤其是在纺制USPIMA品种中,采用新型高密度自清洁顶梳,可以增强对USPIMA纤维的挤压、过滤,可以更有效地降低、排除棉结杂质及短绒。采用新型高密度自清洁顶梳同时适当增加顶梳的插入深度,对于梳理质量也起到了至关重要的作用。这是因为顶梳插入深度增加顶梳开始梳理的时间越早,也就意味着未经顶梳把关进入分离输出的纤维越少,因此我们采用新型高密度顶梳的齿密为35~38 齿/cm,同时配置+1 mm的顶梳插入深度。不同顶梳密度的成纱质量对比试验,见表12。
品种7.3tex,机型E65,车速350 钳次/min,精梳落棉率相同。
2.4 合理控制车间温湿度
由于美国USPIMA长绒棉含糖量高,严格控制车间温湿度就显得尤为重要。温湿度过高,棉蜡、糖分发生融化,使棉纤维吸湿而诱发棉纤维表层的糖分向外渗透并潮解成液态,棉纤维之间及纤维与纺纱机件之间发生“缠绕”而生产无法正常进行。但相对湿度也不能太低,一方面易产生静电,棉网易破损或断裂,另一方面会降低生条的回潮率,对后道工序的牵伸不利。
(1)在高温高湿季节生产车间必须保持正压状态,要严格门窗的管理,可将所有的窗户用塑料布封严,生产车间始终保持在正压状态,避免车间温湿度受到室外天气的影响,利用车间回风的回调(如细纱或倍捻工序回风的回调)来控制车间温湿度,既解决了“一车间,多工序”的温湿度要求的不同问题,又稳定了产品质量,还可达到节能的目的。
(2)车间温湿度调节的原则:清花工序的相对湿度要保证抓棉机下的原棉的回潮率为7%左右,使梳棉、精梳工序保持较低的相对湿度。高温高湿季节,相对湿度一般控制在48%~60%范围为宜,使纤维处于连续放湿状态,以控制半制品的回潮率,使纤维间抱合力减小,保持较好的弹性和刚性,有利于开松、除杂、分梳和转移,减少纤维与针齿间的摩擦和充塞针隙现象。
(3)适时控制好制冷设备的开机时间,根据USPIMA棉的特性,打破室外湿球温度高于24℃时方可开机的惯例,要根据USPIMA棉生产线的实际生产情况适时启动制冷设备,使节能降耗与稳定产质量两者兼顾,采用适宜的温湿度,还有利于清除和吸走积花、短绒。是缓解粘、缠、堵、挂现象的有效措施,既稳定了产品质量,又提高了生产效率。
2.5 各工序的清洁工作
2.5.1 开清棉工序清洁工作
随着USPIMA棉生产运行周期的延长,开清棉落杂区的尘格、输棉通道,各部打手轴头、多仓棉箱打手、罗拉间的束丝缠绕、黏缠纤维等得不到全面彻底清洁,打手、罗拉缠花也在不断增加。开清棉作为半成品生产线的第一关口,制成合格的棉卷至关重要。因此,应及时防控、制定USPIMA棉生产线清洁周期,每周二、五利用运转早班关车清洁或保全大扫车的时间,进行人为空仓,彻底清洁多仓内部打手、罗拉缠花,并对各部尘棒进行打磨擦洗,做到光滑无毛刺;使原棉得到全面开松和落杂,减少原棉与罗拉缠花间的打击和摩擦,减少棉纤的粘连。从而减少棉结,保证质量。为USPIMA棉在后工序深加工中顺利奠定基础。
2.5.2 梳棉工序的清洁工作
加强梳棉工序的清洁工作,防止糖分长期积累在纺纱通道上。由于美国USPIMA棉含糖高,梳棉糊漏底造成气流不畅,影响排杂,特别是在高温高湿季节,原棉中的糖分因潮解而析出,黏附在纺纱通道上,黏缠纤维。
(1)设备维修人员:缩短 USPIMA长绒棉生产专线机台的揩车周期,每周实施两次盖板抄针清洁,确保其梳理效能,设备人员重点清洁、检查棉流通道和开松部件的光洁度,确保梳理过程不缠、不堵、不挂,使纤维顺利转移,减少返花,防止堵塞。设备维修包机人员对本责任机台的大小漏底定期进行清洁,保证通路不挂花、不糊花、气流通畅。所有棉条通道粘附的粘稠物、嵌花,用柔软的干布擦干后再用粉笔灰抛光。
(2)运转挡车工:每天上午梳棉车停稳后(梳棉滤尘机组不停),自备小型可移动式空气压缩机一台,制订压缩空气气管吹气工作法,逐台清洁梳棉大小漏底糊花、积花。将落杂区、尘格的堵塞彻底吹干净,要逐台检查盖板花是否清除干净,防止关滤尘造成堵塞。保证通路不挂花、不糊花、气流通畅。清洁所有棉条通道粘附的粘稠物、嵌花。挡车工班中认真做好巡回,发现异常应彻底查出问题,消除隐患。重点检查棉网清洁器、机台吸管插接是否良好,是否堵塞,盖板刷辊运行是否正常,做清洁时动作要轻柔。
2.5.3 精梳工序的清洁工作
(1)根据USPIMA长绒棉的特性,精梳揩车实施温热水清洗操作法,即用温热湿布清洗、揩擦钳板上下钳唇、分离罗拉、牵伸罗拉、所有棉条通道、落棉通道、三角气流板粘附的粘稠物、嵌花,用柔软的干布擦干后再用粉笔灰抛光。
(2)将顶梳浸泡在温热水的容器中约5 min,用板刷清洗顶梳针齿间嵌塞的粘稠物,清洗干净后用压缩空气气管吹干。
(3)设备维修人员每天用温热湿布清洁责任机台(1台)揩擦钳板上下钳唇、分离罗拉、牵伸罗拉、所有棉条通道和圈条器的棉条通道,然后用粉笔灰抛光。
(4)维修人员每周再增加一次温热水清洗顶梳的次数,精梳挡车工每班增加一次清洁钳板上下钳唇、顶梳针板的次数。
3 结语
(1)根据USPIMA长绒棉的特性,合理选择开清棉流程,改善棉卷结构,采取精细抓棉、多包取用、渐进开松、混合充分、多松少打、早落少碎、以梳代打,以达到少伤纤维,减少短绒的目的。通过试验,优选各开清棉机台的打手速度与隔距。
(2)梳棉工艺调整原则,正确处理梳理与转移、结杂与短绒关系,合理解决充分梳理与短绒控制这对矛盾。保持一定的锡林速度,降低刺辊速度、增加锡林刺辊线速比,对改善生条棉结有利。锡林与刺辊采用2.31∶ 1的大线速比,保证纤维顺利转移,避免因返花产生棉结,同时也减少纤维损伤和刺辊返花现象。在针面状态良好的前提下,根据“紧隔距,强分梳”的理念,在保证设备安全正常运行的前提下偏紧掌握,尤其是锡林~盖板隔距和棉网清洁装置的除尘刀隔距。
(3)合理选择针布配套与针布的管理工作,梳理能力的好坏与针布有着直接的关系,选好针布、用好针布和管好针布,是改善梳理、减少结杂、提高质量的有力保证。根据美国USPIMA长绒棉纤维特性,选用不同的新型高效能针布,并注意锡林针布与盖板、道夫针布和刺辊锯条的配套,
(4)重视除尘系统的管理工作十分必要。可更换梳棉工序滤尘节能风机,科学合理调节送风量和排风量,以较低的能耗,达到排风量与过滤量的平衡,确保梳棉机各机台上各尘杂管道通畅。
(5)重视精梳机梳理元件的优化配置,精梳排除短绒、棉结杂的效果,主要取决于精梳机梳理元件的梳理效能,采用高密度精梳锡林、提高精梳机锡林总梳理点数以及前后区齿条密度排列的优化配置,是改善和提高精梳USPIMA品种成纱质量、降低精梳成纱棉结杂质最重要的有效措施。
(6)采用新型高密度自清洁顶梳,可以增强对USPIMA纤维的挤压、过滤,可以更有效地降低、排除棉结杂质及短绒。采用新型高密度自清洁顶梳,并适当增加顶梳的插入深度,对于梳理质量起到至关重要的作用。
(7)在USPIMA棉生产线上,严格控制车间温湿度。温湿度过高,棉纤维之间及纤维与纺纱机件之间发生“缠绕”,使生产无法正常进行。但相对湿度也不能太低,一方面易产生静电,棉网易破损或断裂,另一方面会降低生条的回潮率,对后道工序的牵伸不利。使梳棉、精梳工序保持满足生产的温湿度,温度一般不要超过30°,相对湿度一般控制在48%~60%范围; 使纤维处于连续放湿状态。适时控制好制冷设备的开机时间,适宜的温湿度,是解决和缓解梳、精、并粗工序粘、缠、堵、挂现象的有效措施,既稳定产品质量,又提高生产效率。
(8)重视各工序的清洁工作,在开清棉工序,制定USPIMA棉生产线清洁周期,注重空仓彻底清洁工作法;梳棉工序缩短 USPIMA长绒棉生产线机台的揩车周期,运转挡车工实施每天压缩空气气管吹气工作法,保证通路不挂花、不糊花、气流通畅。精梳工序实施温热水清洗操作法,对所有棉条通道、落棉通道粘附的粘稠物、嵌花的清洁效果极佳,很好地解决了粘、缠、堵、挂的问题。
参考文献:
[1]费青.现代高产梳棉机的高速梳理及主要措施[J].棉纺织技术,1998;26(1):13-17.
[2]王介生.梳棉机附加固定分梳件分梳作用剖析[J].棉纺织技术,1998;26(1):9-12.
[3]倪士敏.梳棉机梳理和转移工艺的试验与探讨[J].棉纺织技术,2010;38 (1):21-24.
[4]孙鹏. 新型梳棉机针布配套选型及工艺效果[J].棉纺织技术,2013;41 (8):5-8.
[5]刘允光.国内外精梳机梳理元件近期发展与建议[J].棉纺织技术,2013;41 (3):11-14.
[6]刘允光.高效能精梳机相关工艺技术分析[J].棉纺织技术,2013;41 (8):15-19.

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
