

本文发表在第25期《梳理技术》杂志上,更多好文章期待您的投稿。 投稿、咨询邮箱:shulijishu@geron-china.com


如何实现精梳机的高产、优质、高效、节能
张立彬、冯斌(江苏凯宫机械股份有限公司)
充分发挥高效能精梳机的潜能是一项系统工程,包含精梳机本身性能和企业良好应用两方面的影响因素,在现代纺纱工艺要求精梳机需满足产量高、指标好、能耗低、用工少等诸多条件的大环境下,如何使精梳机性能充分发挥,成为众纺织企业及精梳机制造企业的一项重要研究课题。本文以实现精梳机的高产、优质、高效、节能为目标,从精梳机机构优化设计着手,利用计算机辅助(仿真)优化设计技术,合理设计运动机件的运动轨迹及速度,减小机件的运动加速度,为高效能精梳机提供机械保证,并分别对分离接合工艺、锡林梳理工艺、小卷定量、给棉工艺、牵伸工艺等参数进行测试、分析,实现高效能精梳的纺纱工艺。
1 高效能精梳机设计理念与性能提升
1.1 高效能精梳机的高产
1.1.1 提高适应高速运行整机稳定性
精梳机高速是高产的基础,为实现高效能精梳机的高速稳定运行,优化传动机构零部件尺寸,以降低运动加速度、减小运动惯量,特别是往复运动传动机构,如分离罗拉传动机构、钳板传动机构等。在锡林速度为400 钳次/min,分离罗拉倒转定时为0(40)分度时,凯宫系列精梳机主要运动参数见表1;位移和加速度曲线见图1、图2。由运动数据知,在一个工作周期内,分离罗拉倒转时间延长,在总顺转量差异不大的情况下倒转速度更慢,到达最大速度的时间延长,运行更平坦,有利于分离罗拉运行平稳及高速;分离罗拉最大运动加速度降低,JSFA588型精梳机较JSFA288型精梳机降低32.7%,且达到最大加速度的时间更长,运动加速度的降低使分离罗拉运动惯性减小,在保证运行平稳的前提下可达到更高的速度。钳板传动机构中,钳板摆动动程减小,钳板摆动最大运动加速度亦降低,峰值降低、谷值升高使钳板运动更趋于平稳,钳板摆轴及钳板的运动惯量减小,有利于减轻精梳机运行产生的振动,降低噪声,同时为提高锡林转速提供了条件。
1.1.2 优化纺纱工艺参数提高产量
在传动机构优化后可满足高速运行的同时,配合重定量精梳工艺亦是实现高产的有效途径。高效能精梳机可满足小卷定量80 g/m的纺纱工艺,在纺纱工艺条件相同时,较小卷定量60 g/m时产量提高33%。另外,高效能精梳机可采用大梳理面锡林、大给棉长度的梳理工艺亦可提高产量。
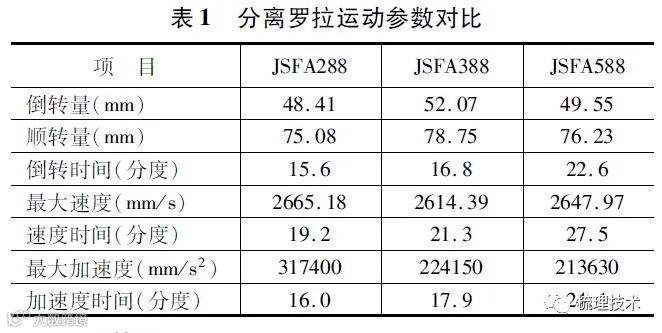
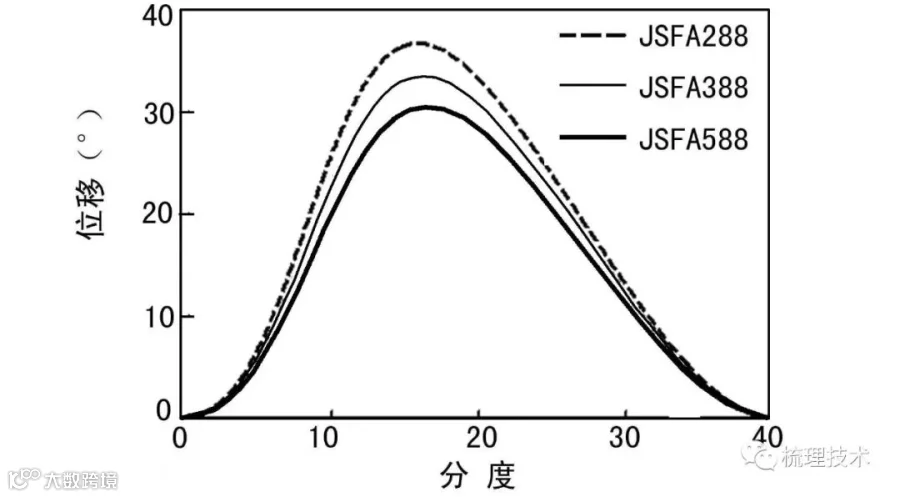
图1 下钳板位移曲线
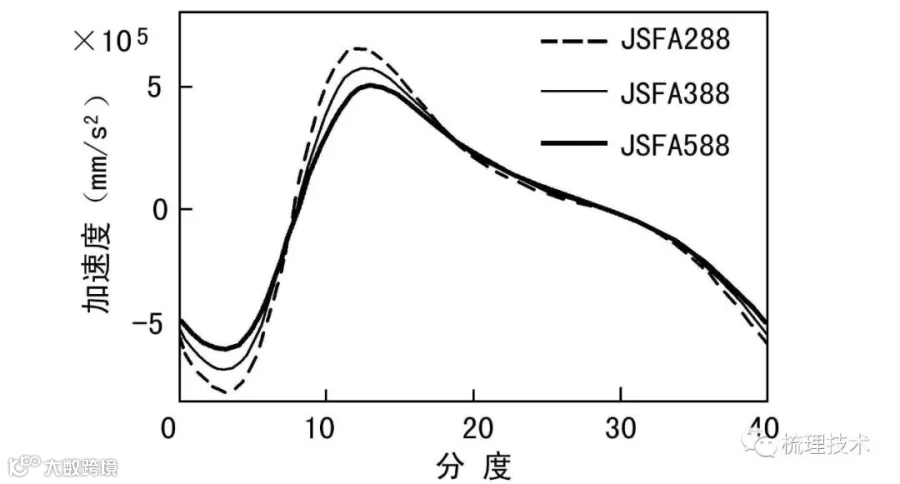
图2 下钳板加速度曲线
1.1.3 加强保全保养确保设备高效稳定
速度及产量提高后,对棉纺企业的设备维护保养提出了更高的要求,需严格按照使用说明定期做好清洁、加油等保全保养工作,定期检查设备运行状态,发现问题及时处理,确保设备正常运行。同时,高效能精梳机的无故障运行时间延长,可实现240 min以上的正常运行,机械运行效率可达92%以上,有效实现较高的产量。
1.2 高效能精梳机的优质
1.2.1 变速梳理技术的应用
精梳机采用间歇式给棉梳理,速度提高后,一个工作循环内各阶段时间均按一定比例减少,分离前准备阶段时间减少引起被梳理过的棉层抬头时间减短,棉网抬头受到影响造成新旧棉网搭接不良,且使用110°等大梳理面锡林时末排针易把倒入机内的棉网抓走。为此,新型高效能精梳机采用锡林变速梳理技术,让锡林梳理提前结束,延长分离接合准备时间,避免了梳理过的纤维再次被抓走,实现棉丛搭接良好。凯宫系列精梳机锡林运动位移曲线如图3所示。锡林定位37分度90°梳理面时,锡林梳理开始时间约为36分度,梳理结束时间约2分度,总梳理时间约6分度,较锡林恒速精梳机减小约35%,分离结合准备和分离结合阶段锡林速度减慢,配合钳板提前开口保证棉网抬头充分搭接良好,同时有效地避免分离罗拉倒入机内的棉网被锡林末排针抓走。落棉中有效纤维数量减小,锡林定位工艺和分离接合工艺可调范围亦增加。与JSFA288型精梳机相比,分离结合时锡林速度较慢,减小了锡林罩壳旋转气流对棉网的影响;同时毛刷清理锡林表面落棉时锡林处于慢速阶段,增加了毛刷的清理效果。
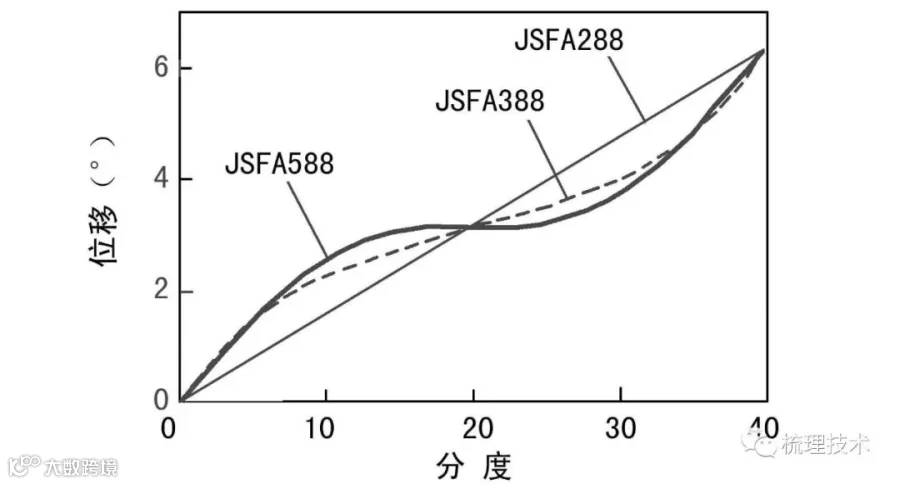
图3 锡林位移曲线
1.2.2 梳理隔距趋于恒定
高效能精梳机采用变速梳理技术后,时间变短,梳理隔距变化区间减小,图4所示为锡林恒速精梳机梳理隔距变化曲线。可见采用中支点钳板传动机构的精梳机梳理隔距并非恒定不变,而是在39~40分度取得最小值,向前后逐渐增大。采用变速梳理技术后,梳理开始时间向后推迟而结束时间提早,使得梳理隔距最大值与最小值间的差值减小,更接近于等隔距梳理,且最紧点控制在0.25~0.35 mm,从而取得更好的梳理效果。
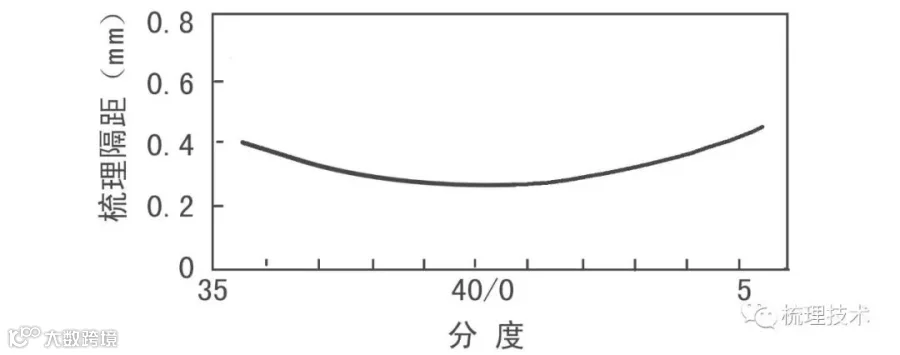
图4 精梳机梳理隔距曲线
1.2.3 新型梳理专件的应用
顶梳插入棉丛后长纤维被分离输出,而短绒和棉结、杂质阻挡在后面,采用重定量、前进给棉工艺时,顶梳的作用增强。研究表明,顶梳的密度越密、插入棉丛越早越深,对棉结的梳理作用也越强;同时,可增强分离牵伸过程中棉丛的自清洁作用。为此,高效能精梳机顶梳需具备较高密度、较大角度及较长针,如S+U 35/29型顶梳。
传统锡林一般采用4~5排针,先稀后密的排列规律,在采用高密顶梳后,因前排针对棉结的清理能力有限,棉结和短绒易嵌在锡林中部针排底部影响梳理效果。较理想的梳理为锡林前两排针去除顶梳产生的短绒、结杂,并初步梳理纤维,后排高密度针齿进一步分梳,去除小棉结及杂质并理顺纤维丛。因此,高效能精梳机适当增加前排针密度,提高锡林对粗棉结及顶梳梳下的杂质、短绒的清洁作用,同时也增加后排针齿密度,有效地清除更小的棉结。为此,高效能精梳机选用高密度锡林以提高梳理效果。
1.2.4 三上三下压力棒牵伸系统的应用
高速精梳机常用的牵伸机构有三上五下曲线牵伸和三上三下压力棒牵伸两种。传统国产高速精梳机三上五下曲线牵伸应用较多,其具有工艺成熟、机构简单易控等优点;但也存在后区牵伸隔距固定、牵伸倍数受限等不足。高效能精梳机一般采用三上三下压力棒牵伸机构,该机构主牵伸区附加压力棒,增加摩擦力界,有效控制浮游纤维,使牵伸区内纤维变速点集中,有效提高精梳条指标。速度为400 钳次/min、14.6倍牵伸时,两种牵伸形式牵伸区内纤维状态如图5、图6所示;对比实际纤维状态,JSFA588型精梳机优势明显。
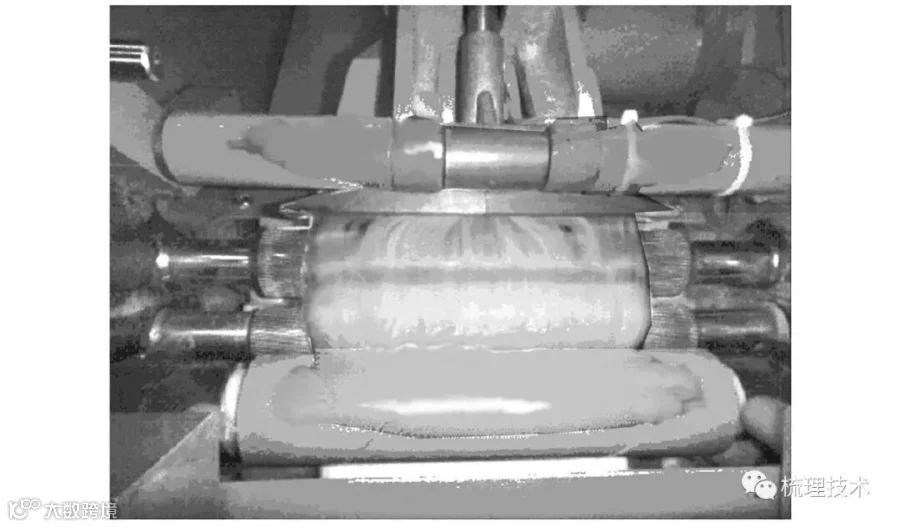
图5 三上五下曲线牵伸(JSFA288精梳机)
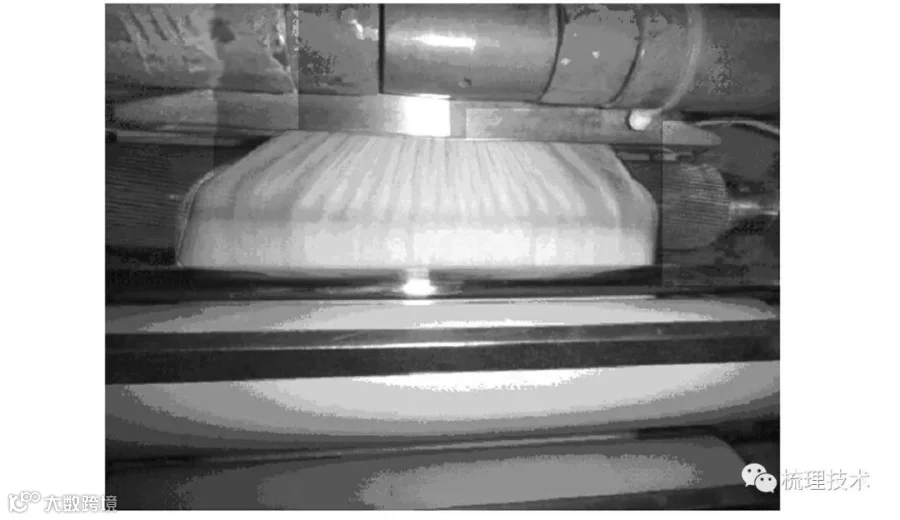
图6 三上三下压力棒牵伸(JSFA588精梳机)
采用三上三下压力棒牵伸后,总牵伸倍数由9.12~19.25倍间的16档,增加到9.12~25.12倍间的27档,牵伸倍数范围扩大,且可适用于20倍以上的大牵伸。后区牵伸倍数有1.15~1.5倍间的3档增加到1.13~2.0间的7档,且后区隔距设计为可调式,增加了工艺适应性,有效提高产品质量。
1.2.5 钳板及分离罗拉顺转定位工艺
高效能精梳机配备质量更轻的钛合金钳板,钳唇对纤维的握持采用双线握持形式,梳理过程中纤维被充分握持,降低了梳理过程中长纤维被锡林抓走的几率。另外,给棉罗拉位置向钳唇方向移动2 mm,配合可调式弧形板定位设计,不同小卷定量的纤维丛在钳板内均被有效控制。采用锡林变速技术和分离罗拉传动机构优化后,分离罗拉的顺转定位工艺范围扩大,即分离接合时前后棉层间的搭接调节范围扩大,有效提高精梳条指标及台面棉网质量;同时,避免精梳条波谱图中50 cm处有害机械波的产生。
1.2.6 其他机构优化设计
高效能精梳机棉条输送机构设计中,在圈条喇叭口转向处增加导向罗拉,使棉条进入喇叭口前提前转向;并适当减小输送带两端的牵伸倍数,有效地避免高速、重定量时的“飘”条子现象,提高精梳条指标。另外,优化设计钳板配重装置,采用重心更靠近与钳板摆轴的抱合式重锤,提高高速适应能力。根据高速后棉网对气流的要求,优化设计风道、风斗机构,合理分配各梳理眼间的气流,确保台面棉网质量。
1.3 高效能精梳机的低耗节能
经计算机辅助(仿真)优化设计后,分离罗拉及钳板的运动加速度极值降低,零部件的运动惯量降低,机构运动更加平稳,从而降低了运行能耗。高效能精梳机采用钛合金钳板、轻型铝合金锡林壳体等强度高、质量轻的配件,并提高零部件加工及装配精度,降低机械运行负荷,实现节能降耗。另外,在采用高速、重定量、大牵伸精梳工艺后,精梳机产量可达68 kg/h以上,生产单位重量精梳条的能耗降低。经风道和风斗等吸风系统优化设计,高效能精梳机对负压值的要求降低;结合无故障停车时间延长,生产效率提高,进一步实现节能降耗。
同样条件下,精梳机梳理负荷重则能耗高,负荷小则能耗低。精梳机梳理负荷除设备本身因素外,原棉的含杂、细度等指标,精梳准备工艺、梳棉及之前工序对半成品的加工质量等均影响精梳机的能耗。配棉指标好,棉结杂质少,则精梳机梳理负荷轻;精梳准备及梳棉工序对原棉中杂质的排除效果好,小卷中纤维的平行度、伸直度、分离度好,棉结杂质少则精梳机负荷轻,有利于实现企业的综合降耗。
2 高效能精梳机的工艺设计要点分析
2.1 分离罗拉与锡林的工艺配合
由表1数据知,高效能精梳机分离罗拉总倒转时间增加,在工艺要求顺转定时相同的情况下,分离罗拉倒转开始的时间提前,使分离罗拉输出棉网提前倒入机内,为避免倒入机内的棉网不被锡林末排针抓走,分离罗拉传动优化设计中,采用了倒转开始阶段分离罗拉倒转速度较小的传动规律。同时配合锡林变速机构,末排针提前通过分离罗拉最近点,两种设计相结合使分离罗拉定位工艺和锡林定位工艺可调节范围更大,同时也可适应110°等大梳理面锡林。以JSFA588型精梳机为例,计算分离罗拉运动机构、锡林运动机构的相互配合数据,见表2。表中:D为锡林定位、Sb为分离罗拉前端倒转量(mm)、Sed为分离罗拉继续顺转量(mm)、L0为分离罗拉倒入机内的棉网长度(mm),该值大于29.8 mm时分离罗拉倒入机内的纤维将被锡林末排针抓走、计算中假设纤维长度为30 mm、分离罗拉顺转定时16.5分度。
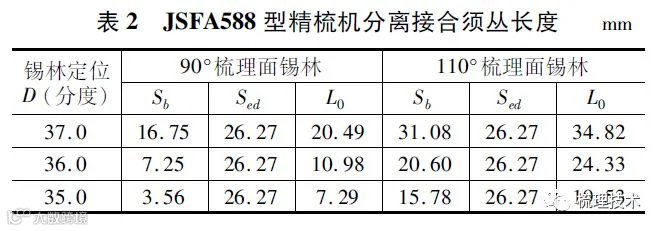
由表2数据知:JSFA588型精梳机分离罗拉传动机构,采用90°梳理面锡林时,锡林定位小于37分度;采用110°梳理面锡林时,锡林定位小于36分度,均满足分离罗拉倒入机内的棉网长度L0<29.8 mm,倒入机内的棉网长度不会被锡林末排针抓走,满足纺纱工艺要求。分离罗拉继续顺转量与锡林定位、梳理面无关,分离罗拉顺转定时16.5分度时,继续顺转量Sed均小于有效输出长度,满足棉网搭接良好的必要条件。
2.2 分离接合工艺配合
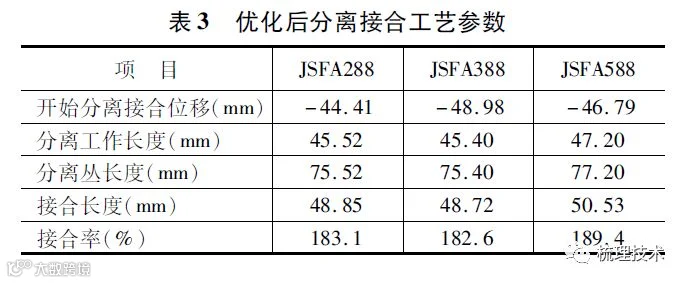
以JSFA588型精梳机为例,根据分离罗拉运动参数数据和分离结合工艺理论,取纤维长度为30 mm,落棉刻度为7,分离罗拉顺转定时16.5分度,计算得到精梳机分离接合工艺参数见表3。由数据知,与JSFA288/388型精梳机相比,JSFA588型精梳机的分离工作长度、分离丛长度、接合长度等搭接参数均较大;棉网接合率增大到189.4%,搭接长度大,搭接棉网间的抱合力大,输出棉网的破边、破洞现象小;输出精梳条的条干均匀度良好,符合纺纱工艺需求,且更能满足高速对精梳分离接合工艺的要求。
3 高效能精梳机性能测试
3.1 整机机械运行振动与噪声
JSFA588型精梳机通过对车头箱、中墙板、底板等零部件的增强加厚设计优化,改进铸件结构,提高材质牌号;并在铸造、机加工、装配等生产过程中优化控制工艺,保证零部件及整机充分满足精度要求。结合核心传动机构的优化设计,整机机械运行平稳性进一步提高,特别是高速运行时优势更明显。为验证精梳机优化设计后的机械性能,在相同装机条件下对精梳机进行振动、噪声测试试验。振动测试位置为车头墙板上分离罗拉轴输出处,图7所示⑨点;噪声测试在精梳机四周取8点分别进行,测试点距底板1 m,高度为1.6 m,如图7所示。测试速度从300 钳次/min逐步提高到500 钳次/min,测试数据见表4、表5。
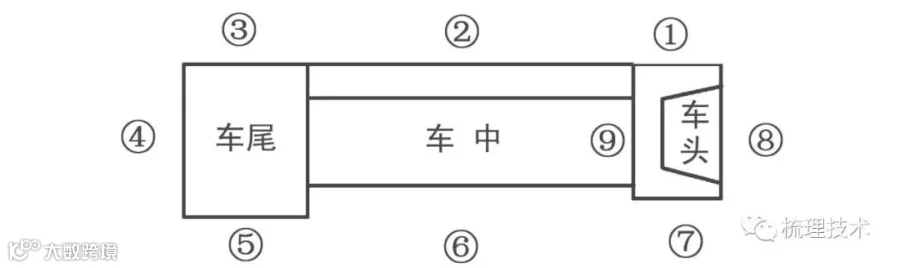
图7 精梳机噪声及振动测试点分布
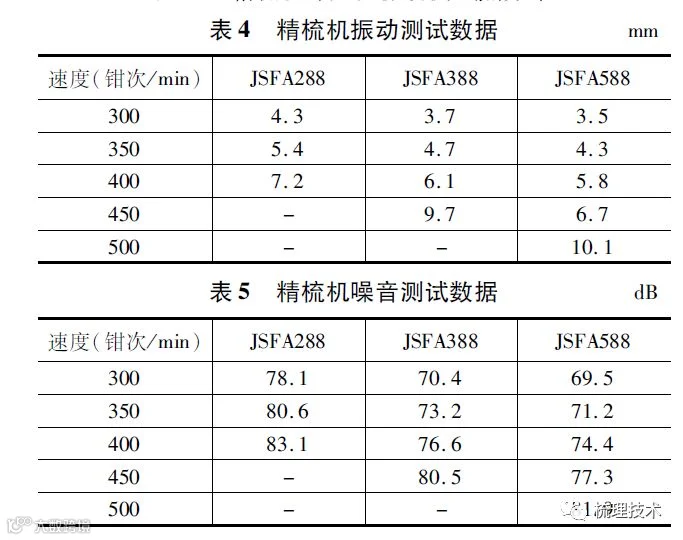
由测试数据知,JSFA588型精梳机运行稳定性提高,锡林速度为400 钳次/min时振动比JSFA288和JSFA388分别减小19.4%和4.5%,且速度越高振动降低效果越明显;噪声方面分别降低8.7dB和2.2dB。两项指标变化趋势相同,高速后运行更加稳定。为提高梳理质量及高速、高产运行稳定性,改善精梳车间工作环境提供了保障。
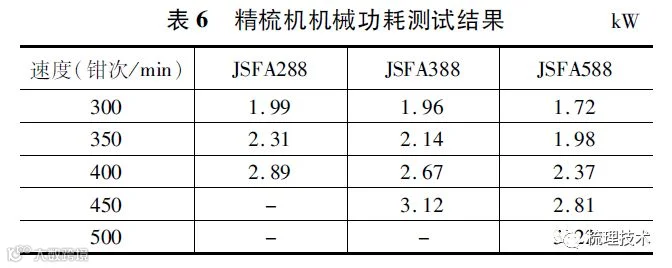
3.2 整机功耗测试
磨合试车结束后,在电源输入端装电能表,记录24 h用电量,对比功耗,测试数据见表6。由测试数据知,低速条件下三种机型功耗差异不大,随着速度的提高,JSFA588型精梳机节能优势逐渐显现,速度为450 钳次/min时的功耗为2.81 kW,较JSFA288型精梳机400 钳次/min时功耗还小。可见速度提高后用电量并没有增加,从而使单位产量精梳条的用电量降低,实现了高效能精梳机的低耗节能。
3.3 实纺性能测试
试验条件:美细绒棉100%、纤维主体长度29.6 mm、小卷定量75 g/m、前进给棉、给棉长度4.7 mm、牵伸倍数14.59、落棉率15%、成纱支数40Ne、锡林施尔9601、顶梳施尔35/29,试验数据见表7~9。
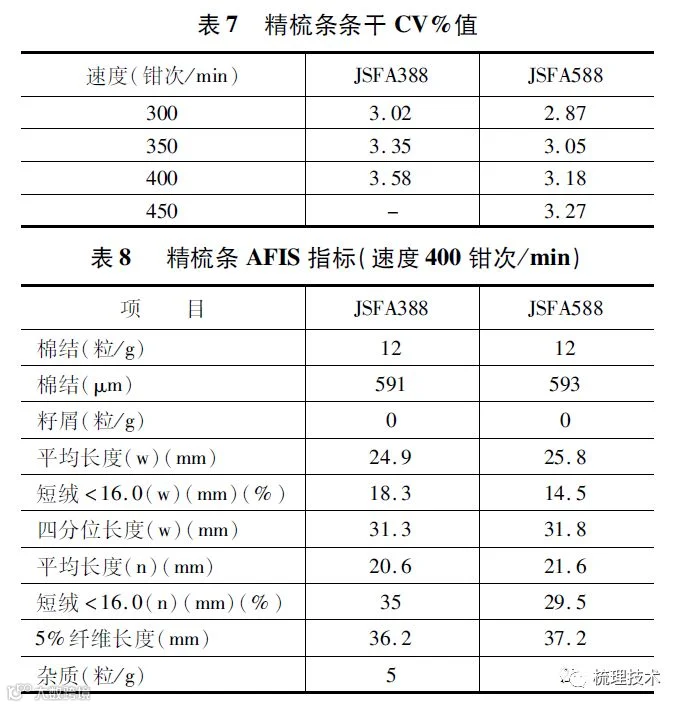
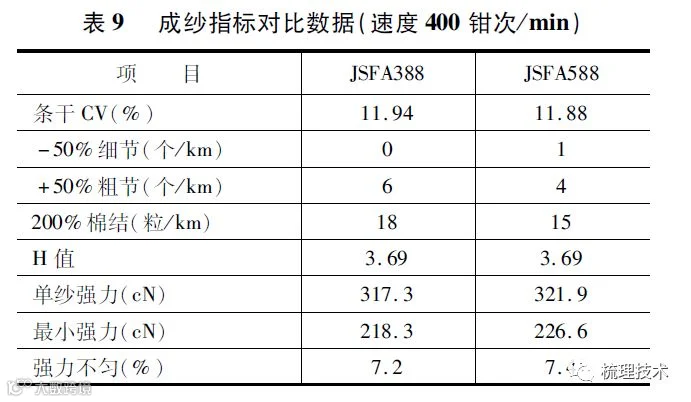
由测试数据知,运行速度在450 钳次/min以内时,JSFA588型精梳机精梳条条干CV%值较为稳定,且指标良好。精梳条平均长度(W)大,含短绒率<16.0mm(w)低,对纤维的梳理较为充分。成纱条干CV%值较好,IPI值较低;且成纱小棉结、40%细节、35%粗节、单纱强力等指标均较好。
4 高效能精梳机的工艺要点
4.1 小卷定量的选择
小卷定量主要由所纺原棉的细度、长度,精梳机的梳理能力、钳板握持能力等决定,为实现充分梳理当原棉的纤维细度小、长度长时小卷定量应偏小掌握;反之,可偏大掌握。但最大不宜超过80 g/m,否则,钳板对纤维的握持力、锡林针齿的穿透力不足,引起落棉中长纤维增加或梳理效果欠佳。另外,小卷定量不宜太小,否则,精梳机产量下降,经济效能降低。在高效能精梳工艺中,小卷定量一般略偏重设置,既可满足锡林梳理能力,提高钳板对小卷中纤维的握持力,也可充分利用分离牵伸过程中的纤维自清洁作用。在JSFA588型精梳机上,采用100%细绒棉,平均长度29.9 mm,16 mm以下纤维含量13.6%,精梳机速度为400 钳次/min,成纱支数40Ne,试验结果见表10。
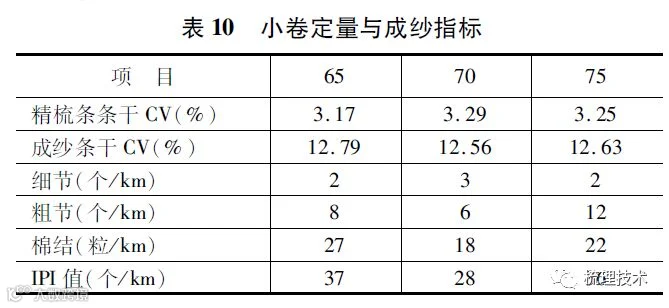
由试验结果知,在高效能精梳机上小卷定量对精梳条及成纱指标无明显影响,精梳条小卷定量偏重掌握(75 g/m)时虽未能取得最佳值,但如各项指标能达到生产要求,建议使用,此时其产量较高,吨纱能耗、综合成本等均较低。
4.2 给棉方式的选择
精梳机给棉方式有前进给棉和后退给棉两种,传统纺纱理论认为后退给棉梳理效果更好,应用较为广泛。两种给棉方式的区别为前进给棉是在钳板向前运行过程中给棉罗拉给棉,钳板打开并准备分离接合;后退给棉为钳板后退过程中给棉罗拉给棉,钳板闭合并进入锡林梳理阶段。在相同落棉隔距的情况下,前进给棉方式经分离结合后进入梳理,钳板外纤维长度较短,落棉率较低;而后退给棉方式是钳板闭合前所给棉丛长度和上一循环分离接合后钳唇外纤维长度进入梳理,钳板外的被梳理的纤维长度长,落棉率较高。采用相同落棉率时,后退给棉需要较小的落棉隔距,此时,锡林梳理次数与前进给棉接近,两种给棉方式锡林梳理效果差异不大。高效能精梳机采用高密度顶梳,大定量给棉工艺后,顶梳梳理作用增强,配合分离牵伸自清洁作用,前进给棉亦可取得良好的梳理效果。实纺试验证明细绒棉、重定量时前进给棉梳理效果较好;而长绒棉、小卷定量偏轻采用后退给棉效果较好。
4.3 锡林梳理角度的选择
精梳机锡林梳理角度有90°、110°和130°三种,其中以90°锡林应用较为广泛。研究表明在短给棉(4.3 mm、4.7 mm)时90°锡林可较好地完成梳理效果,排除短绒、棉结效果均能满足成纱需求;但同样速度时,采用短给棉工艺产量受到一定限制,大角度梳理锡林可较好地解决此问题。通过增加梳理面角度提高梳理效果,同时采用长给棉(5.2 mm以上)提高产量,可实现低速、高产的精梳理论。在JSFA588型精梳机上,采用100%细绒棉,小卷定量78 g/m,成纱支数40Ne,给棉长度4.7 mm 90°锡林、5.9 mm 110°锡林,成纱指标如表11所示。
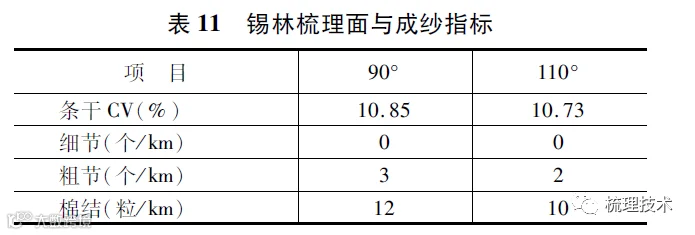
试验数据知,大梳理面锡林、长给棉工艺与传统90°锡林、短给棉工艺成纱指标差异不大,但产量较高。
5 高效能精梳机生产管理与使用维护中应注意的问题
高效能精梳机性能提高的同时,对棉纺企业生产管理和日常维护也提出了新的要求。
(1)高效能精梳机人机对话、自动化智能控制是依靠分布于精梳机各部位的检测元件实现的,在使用过程中应定期检查检测元件是否正常工作,对于特别重要的地方,如台面单眼光电、精梳条质量控制感应器等均应做到每天检查。
(2)做好对机器设备日常清洁、保全加油、保养工作,一旦发现问题及时处理,即便是不影响正常开车的小故障也要彻底解决,保证设备的运行良好;避免产生重大故障,降低综合维护成本。
(3)精梳机的梳理元件(锡林、顶梳)、钳板、皮辊等专件应分类专职维护保养,采用专用工具或试剂进行维护工作,使其经常处于完好状态,确保取得良好的成条质量。
(4)对于精梳机上影响指标的主要工艺控制参数(部位部件)要定期检查,如:落棉隔距、梳理隔距、皮带张力等。设备长期高速运行,难免不会出现个别工艺参数尺寸变化的现象,因此,在保养过程中检查关键参数,对得到稳定的成纱指标意义重大。
(5)定期并经常检查精梳机风管风压系统,使其始终保持在较平稳的负压值状态运行,也是开好和用好高效能精梳机的重要保证。
(6)根据产品质量要求,做好配棉、工艺配置和优化、温湿度控制等工作。
6 结论
高效能精梳机以高产、优质、高效、节能的设计理念,采用计算机辅助(仿真)优化设计技术,以满足梳理工艺为基础,精确模拟计算传动机构及工艺配合过程;并经过工艺参数配置优化,实现较高的精梳性能。经JSFA588型精梳机生产实践及实纺性能测试分析,国产高效能精梳机可实现振动较小、噪声较低,高速运行较平稳、高产、高质及较低能耗的生产效果;同时,高效能精梳机可适应重定量、前进给棉、锡林大梳理角度,低速高产的精梳理念。
棉纺企业对高效能精梳机的生产管理和日常维护非常重要,只有这样才能更好地实现高产、优质、高效、节能。
参考文献:
[1]任家智,马宏庆. 立达精梳机计算机辅助工艺设计与优化分析[J].棉纺织技术,2008,36(9):22-25.
[2]张立彬,杨玉广,任家智,等. 降低JSFA288型精梳机噪声及振动的研究[J].棉纺织技术,2011,39(3):13-15.
[3]任家智,马宏庆,冯清国. E66型精梳机的技术特征及纺纱性能测试[J].棉纺织技术,2011,39(9):46-49.
[4]刘国涛. 现代棉纺技术基础[M].北京:中国纺织出版社,2001:109-113.
[5]张立彬. 精梳机变速锡林机构研究与设计[D].中原工学院硕士论文,2010,01:26-28.
[6]何银康. 有关精梳工艺优化和精梳器材优选的探索[J].棉纺织技术,2008,36(6):16-20.
[7]任家智. 高效精梳机分离接合工艺比较与分析[J].棉纺织技术,2002,30(9):9-13.
[8]任家智,郁崇文. E62型精梳机分离罗拉传动机构工艺性能研究[J].纺织学报,2004,25(6):32-35.
[9]任家智. E62型精梳机工艺特性分析[J].棉纺织技术,2005,33(8):15-19.
[10]马宏庆,牛宇. 高效能精梳工艺技术探讨[J].棉纺织技术,2012,40(2):14-18.
[11]任家智,张立彬,马驰,等. 高效精梳机小卷定量对成纱质量的影响[J].上海纺织科技,2009,37(5):20-24.

《梳理技术》于2017年更名为《纺织技术》,杂志创刊于2000年,由金轮针布公司和原上海纺科院部分老专家,在梅自强院士(已故)的指导下联合创办。黄锡畴(已故)、许鑑良、孙鹏子(已故)、周建平先后任主编。并拥有一支国内外学界权威、行业技术专家组成的编委队伍。《纺织技术》每期发行一万多份,读者覆盖高校、科研机构、纺织企业各层面。成为纺织行业梳理领域内公认的具有极高专业性、权威性的技术刊物。《纺织技术》的宗旨是助力纺织行业进步,致力于行业技术的突破与提升,积极倡导学术争鸣,为技术交流提供平台,坚持免费提供给读者的原则,愿与广大客户和各界朋友携手共创梳理技术美好未来!
